Контроль цвета.
Окрашивающий пигмент обычно входит в состав полимерного порошка, но в некоторых случаях он может просто находиться на поверхности полимерных шариков и быть смыт при слишком быстром контакте с мономером. В таком случае, полимер необходимо медленно добавлять к мономеру. Малое количество порошка приведет к чрезмерно светлому цвету изделия.
Изоляция гипсовой формы.
Существует опасность, что пластмасса может проникнуть в относительно шероховатую поверхность гипсовой формы и прилипнуть к ней. Для предотвращения этого необходимо использовать изолирующее средство. В настоящее время, изолирующее средство - это обычно раствор альгината натрия, хотя некоторые до сих пор рекомендуют использовать оловянную фольгу.
Обработка.
Существует две проблемы в процессе изготовления зубных протезов из акриловых материалов, на которые следует обращать особенное внимание, первый возникновение пористости, и второй — образование внутренних напряжений в пластмассе во время термической обработки.
Пористость.
Проблема, с которой наиболее вероятно столкнется каждый при изготовлении акриловых зубных протезов, это образование пористости в процессе термообработки. Существует две главные причины пористости: одна, связанная с полимеризационной усадкой, усадочная пористость, и вторая — с летучестью мономера, — газовая пористость.
Усадочная пористость.
Усадочная пористость происходит потому, что мономер в процессе обработки сжимается примерно на 20% своего объема. Применяя материал в виде системы порошок-жидкость, эта усадка минимизируется, и составляет около 5-8 процентов. Однако это не сказывается на величине линейной усадки, которая исходя из объемной усадки должна быть порядка 1,52%, а фактически составляет не более 0,2-0,5%. Предполагается, что это связано с тем, что основная часть усадки материала обусловлена снижением температуры, от температуры полимеризации до комнатной, а не полимеризационной усадкой. Чтобы активизировать процесс полимеризации, температуру в кювете необходимо поднять выше 60°С, пероксид бензоила при этом разлагается с образованием свободных радикалов (см. Главу 1.6). С самого начала реакции отверждения она продолжает генерировать собственное тепло (как результат экзотермической реакции). Это может повысить температуру акрилового материала намного выше отметки 100°С.
В условиях процесса горячего отверждения пластмасса в состоянии заполнять пространства, создаваемые полимеризационной усадкой при отверждении. Течение массы происходит под действием давления, которое она постоянно испытывает в процессе обработки. Формование материала для базиса зубного протеза с некоторым избытком гарантирует постоянное давление на материал в закрытой форме. Это давление поддерживается в течение всего цикла обработки.
Пластмасса становится твердой, как только температура опускается ниже температуры ее стеклования, в этой точке полимеризационная усадка материала завершается. От этой точки и далее свой вклад в наблюдаемые изменения размеров базиса зубного протеза вносит термическая усадка. Пластмассы холодного отверждения должны обеспечить лучшее прилегание протеза, так как температура их обработки значительно ниже (около 60°С по сравнению со 100°С для пластмассы горячего отверждения). Однако прилегание может нарушаться, т.к. обычно имеется риск появления ползучести материала из-за более низкой температуры стеклования Т
с
Поэтому важно, чтобы достаточное количество массы паковалось в форму для гарантии того, что материал в процессе обработки постоянно находится под давлением. Это позволит сжать любые пустоты, присутствующие в смеси, а также скомпенсирует усадку при отверждении. Таким образом, паковку массы в форму следует производить только тогда, когда она достигнет тестообразного состояния, если сделать это раньше, сильная текучесть формовочной массы послужит причиной быстрого снижения давления.
Наличие локализованной пористости может быть вызвано плохим смешиванием компонентов или преждевременной паковкой материала в форму до достижения тестообразного состояния. Связанная с этим неравномерная усадка может привести к деформации зубного протеза.
Газовая пористость.
Как отмечалось выше, при полимеризации происходит экзотермическая реакция. Это может вызвать рост температуры пластмассы выше отметки 100°С, что превышает температуру кипения мономера. Если температура повысится до завершения процесса полимеризации, образуется газообразный мономер — он является причиной газовой пористости. Количество вырабатываемого тепла зависит от объема перерабатываемой пластмассы, количества мономера и скорости ее нагревания от внешнего источника. Проявления газовой пористости можно избежать, контролируя подъем и обеспечивая медленное повышение температуры.
Клиническое значение.
Полимеризация должна проводиться медленно (для предотвращения образования газовой пористости) и под давлением (для избежания образования усадочной пористости), и таким образом, чтобы температура акрилового материала при изготовлении зубного протеза никогда не превышала 100°С.
Напряжения при обработке.
Ограничения, налагаемые на изменения линейных размеров пластмассы гипсовой формой, неизбежно вызовут внутренние напряжения. Такие напряжения могут проявиться в виде искривления, образования микротрещин, искажения базиса зубного протеза. Хотя многие напряжения, возникшие в процессе усадки при отверждении, могут быть сняты за счет текучести материала при температуре выше температуры стеклования, некоторые напряжения в нем сохранятся изза действия термической усадки. Внутренние напряжения можно свести к минимуму при использовании акриловых (но не фарфоровых) зубов (чтобы полностью исключить явление неравномерности усадки при охлаждении), а также путем медленного охлаждения кюветы.
Высвобождение внутренних напряжений может вызвать мелкие поверхностные дефекты в пластмассе — микротрещины, которые могут проявляться в виде белесоватости и помутнения поверхности базиса зубного протеза. Микротрещина это локализованная область сильной пластической деформации полимера, в которой могут присутствовать микропустоты. На этой стадии это еще не трещина, поскольку в отличие от трещины этот участок все еще может выдерживать напряжение. Тем не менее, микротрещины могут привести к разрушению полимера. По мере увеличения размеров пустот в области микротрещин, они отделяются друг от друга только тонкими нитями полимера до тех пор пока, наконец, не произойдет их окончательный разрыв, и образуется трещина (Рис. 3.2.2). Такие трещины под воздействием внешней нагрузки будут разрастаться, что в конечном итоге приведет к разрушению зубного протеза.
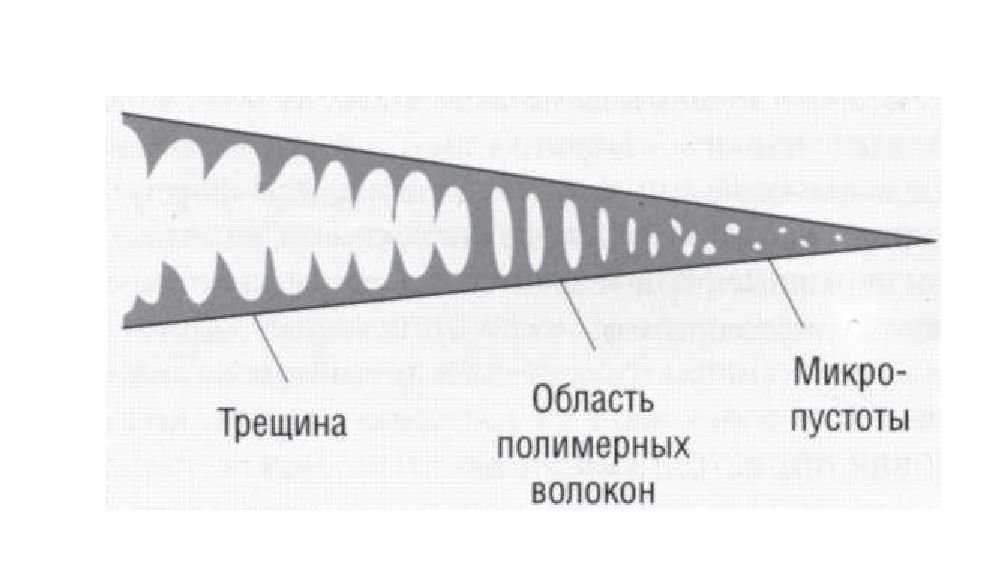
Рис. 3.2.2. Образование разрушающей трещины в результате действия микротрещин
Микротрещины могут образоваться в ответ на воздействие тепла (при полировке, например), неравномерной усадки вокруг фарфорового зуба, или в результате воздействия растворителей, таких как, например, спирт.
Клиническое значение.
Образование поперечных связей между полимерными цепями в результате добавления диметакрилового эфира этиленгликоля уменьшает вероятность образования микротрещин.
СВОЙСТВА роятно, что это связано с вымыванием различных компонентов из базиса зубного протеза, и в частности, различных остаточных мономеров или бензойной кислоты. Аллергическая реакция может проявляться местно, чаще всего это случается с зубными протезами из пластмасс холодного отверждения из-за высокого содержания остаточного мономера. Иногда этот недостаток можно преодолеть, подвергнув зубной протез дополнительной полимеризации. Однако здесь существует опасность возможной деформации протеза, из-за уменьшения внутреннего напряжения, образовавшегося в процессе его первой обработки.
Если у пациента в анамнезе отмечена гиперчувствительность к метакриловым пластмассам, то следует рассмотреть вопрос об использовании такого альтернативного материала, как поликарбонат.
Размерная стабильность и точность.
Учитывая, что зубной протез контактирует с податливыми мягкими тканями полости рта, может возникнуть вопрос, а почему столь важно, чтобы протез не изменял формы этих тканей? На самом деле, этот вопрос более всего относится к фиксации зубного протеза, если под этим термином понимается способность сопротивления воздействию сил, направленных на смещение зубного протеза в направлении окклюзии. В этом отличие понятия фиксации от стабильности съемного протеза, которая определяется как сопротивление смещению в горизонтальном направлении.
Факторы, определяющие фиксацию зубного протеза в полости рта, по своему существу имеют физическую природу. Анатомические факторы, такие как поднутрения, являются больше помехой, чем преимуществом, поскольку базис протеза — это жесткий мтериал, который не может заполнять эти пространства. У некоторых пациентов для обеспечения лучшей фиксации протеза может потребоваться хирургическое удаление имеющихся поднутрений.
Наиболее подходящим объяснением факторов, обеспечивающих фиксацию зубного протеза, является объяснение их на модели вязкотекучести (как дано в Главе 1.10), которую можно представить следующим уравнением:
Биосовместимость.
В целом, ПММА относится к весьма биосовместимым материалам, и лишь у некоторых пациентов могут возникать аллергические реакции. Наиболее ведля диска радиусом R и толщиной слоя слюны h.
Адгезия зубного протеза к слизистой оболочке обеспечивается слюной, и чем больше площадь поверхности, тем лучше сцепление, (т.е. величина R должна быть максимально большой, насколько это возможно). В то же время, важно, чтобы не нарушалась когезия слоя слюны, лучше всего сохраняющаяся при наличии наиболее тонкого ее слоя между слизистой и зубным протезом (т.е. величина h должна быть минимальной). Этого можно достичь при высокой точности изготовления протеза.
Обеспечение плотного прилегания по краям зубного протеза является очень важным фактором для его фиксации. Чем оно плотнее, тем труднее новым порциям слюны проникать в пространство между протезом и слизистой, а это означает, что потребуется приложение большей силы для отделения зубного протеза от подлежащих тканей. Все, что может нарушить периферийное прилегание протеза, включая завышенные его края, выраженную уздечку, может приводить к дисбалансу окклюзии и препятствовать необходимой фиксации зубного протеза.
С возрастом секреция и консистенция слюны меняются. Адгезионные свойства слюны к зубному протезу ухудшаются из-за плохого смачивания его поверхности и повышения вязкости слюны.
Поэтому фиксация протеза в этом случае становиться весьма проблематичной, что в конечном итоге может потребовать применения специальных фиксаторов.
Клиническое значение.
Для оптимальной фиксации зубного протеза необходимы следующие условия: (1) он должен покрывать максимальную площадь поверхности слизистой оболочки, не мешая функциональной мышечной активности; (2) протез должен плотно соприкасаться с поверхностью слизистой, чтобы минимизировать толщину слоя слюны и сохранять надежное краевое прилегание.
Механические свойства.
Прочность при растяжении акриловых пластмасс обычно не превышает 50 МПа. Модуль упругости низкий, а модуль упругости при изгибе — в пределах 2200-25 0 0 МПа. Неудивительно, что при сочетании этих показателей с недостаточной прочностью на изгиб, зубные протезы склоны к поломкам. Около 30% от количества починок верхнечелюстных зубных протезов в зуботехнических лабораториях составляют протезы, треснувшие по средней линии.
Большинство поломок зубных протезов связано с травмами, хотя настоящую причину установить довольно затруднительно. Совсем необязательно, что протез сломается, если его случайно уронили на пол, но это может способствовать появлению в материале протеза трещины, которая со временем буте увеличиваться до тех пор, пока протез неожиданно разрушится. Таким образом, возможная поломка зубного протеза происходит вследствие недостаточной усталостной прочности материала на изгиб.
Некоторые поломки могут быть связаны с нарушением технологии изготовления протеза. Недостаточно прочное соединение между пластмассовым базисом и акриловыми зубами также приводит к ослаблению конструкции по краям протеза, откуда, вероятнее всего, и начнется его разрушение. Другой причиной поломок протеза является образование микротрещин из-за ошибок при обработке материала или воздействия растворителей.
Для пациентов, у которых часто ломаются протезы, базис целесообразно изготавливать из ударопрочного материала. В состав этих пластмасс входит мелкодисперсный полибутадиенстирол — упрочняющий эластомерный модификатор. Частицы эластомерного модификатора останавливают развитие трещин и тем самым повышают прочность материала. Однако, они также могут вызывать снижение модуля эластичности или упругости, приводящее к понижению показателя долговременной усталости материала из-за чрезмерной гибкости.
Альтернативный подход к упрочнению акриловых протезов — использование волокон для армирования материала. К таким волокнам относятся:.
♦ Углеродные волокна, которые оказались не востребованными из-за сложности в работе и низкой эстетичности.
♦ Арамидные волокна, (поли-пара-фенилентерефталамид), которые также неэффективны из-за недостаточно прочного соединения с полимерной матрицей.
♦ УВМП (ультра — высокомолекулярный полиэтилен) волокна, нейтрального цвета, имеют низкую плотность, адекватную биосовместимость и хорошо поддаются поверхностной обработке для усиления адгезионной связи с полимером, однако требуют длительного времени для изготовления.
♦ Стекловолокна — весьма перспективный материал, который включается в состав пластмассы в виде коротких волокон или предварительно пропитанной ткани или волокнистого мата.
Однако ни одним из этих материалов еще не возможно заменить обычные акриловые пластмассы без наполнителей из-за сложности работы с ними. Поэтому предпочтение отдается упрочненным каучуком пластмассам, поскольку их рабочие характеристики похожи на традиционные ПММА пластмассы. Продолжаются исследования по разработке эффективного метода упрочнения базисов зубных протезов армирующими волокнами.
Клиническое значение.
Невысокая прочность и жесткость акриловых зубных протезов являются серьезным недостатком этих материалов, который может привести к разрушению почти 100% протезов в течение 3-х лет пользования ими.
Ползучесть с течением времени является проблемой акриловых пластмасс (в особенности холодного отверждения), так как они являются вязкоупругими материалами. Добавление сшивающих агентов для образования поперечных связей в полимерной структуре снижает степень ползучести, но полностью исключить это явление нельзя.
Физические свойства.
Теплопроводность.
4.
Теплопроводность ПММА примерно равна 6x10 кал/г см
2
. Это довольно низкий показатель, что может создавать проблемы при изготовлении протеза, поскольку вырабатываемое тепло не высвобождаясь, может приводить к перегреву изделия.
Для пациента, низкий коэффициент теплопроводности базиса протеза будет способствовать изоляции мягких тканей полости рта от температурного воздействия. Однако, это может привести к неосознанному потреблению пациентом слишком горячей пищи и напитков и ожогов слизистой полости рта и даже пищевода.
Коэффициент термического расширения.
Коэффициент термического расширения относительно высокий и находится в пределах 80x10 VC. Однако это не создает каких-либо проблем, за исключением того, что существует возможность постепенного ослабления крепления фарфоровых зубов в базисе зубного протеза и даже их выпадения, вызываемого различием размерных изменений при расширении и сжатии, вызванных изменением температуры.
Поглощение воды и растворимость.
Пластмасса ПММА имеет полярную природу и вследствие этого абсорбирует воду. Обычно показатель поглощения воды составляет 1,0-2,0% массовых. На практике это способствует компенсации незначительной усадки при изготовлении протеза. Однако, учитывая низкую скорость диффузии воды через пластмассу, ушло бы несколько недель выдержки протеза в воде для достижения им стабильного веса.
Хотя ПММА растворим в большинстве растворителей (например, в хлороформе), поскольку полимерная структура материала имеет лишь малое количество поперечных связей, тем не менее, он практически нерастворим в большинстве жидкостей, с которыми он может контактировать в полости рта пациента. Некоторая потеря веса все же произойдет из-за вымывания низкомолекулярных веществ, в особенности мономера, и возможно, некоторых пигментов и красителей.
Выводы.
Преимущества применения ПММА заключаются в том, что этот материал:.
♦ обладает превосходной эстетикой.
♦ удобен в работе и недорог.
♦ имеет низкую плотность (малый удельный вес). Недостатки материала сводятся к тому, что ПММА:.
♦ имеет недостаточные прочностные характеристики.
♦ склонен кдеформации.
♦ обладает низкой теплопроводностью.
♦ не обладает рентгеноконтрастностью.