
Рис. 3.7.5. Горячая обработка, известная под названием отпуск, для мертенситной стали для контроля ее механических свойств
Таблица 3.7.2 Три вида нержавеющей стали, применяющиеся в стоматологии
Возможности полученного сплава были признаны, и он был запатентован в 1917 году. Добавление хрома в углеродистую сталь улучшает устойчивость металла к коррозии за счет образования на поверхности защитного слоя из оксида хрома. Для максимальной эффективности содержание хрома в сплаве должно превышать 11%.
Клиническое значение.
Содержание хрома в стали должно быть более 11% для того, чтобы сталь считалась нержавеющей.
Аустенитная нержавеющая сталь.
Добавление 8% никеля при быстром охлаждении предотвращает превращение аустенита в мартенсит, и при комнатной температуре он становится стабильным. Медленное охлаждение способствовало бы формированию феррита и цементита, поскольку этот процесс регулируется скоростью диффузии, поэтому резкое охлаждение при закалке предотвращает образование этих фаз.
В целом, существуют три вида нержавеющей стали для применения в стоматологии (Таблица 3.7.2). Ферритные стали используются в основном для производства инструментов, в то время как аустенитные имеют весьма широкий спектр применения, включая изготовление ортодонтической проволоки, автоклавов, столешниц и т.д. Мартенситные стали в основном используются для изготовления режущих инструментов.
Отличительная особенность аустенитной нержавеющей стали заключается в том, что она очень пластична и, поэтому из нее легко изготовить разнообразные формы изделий различного назначения. Этот сплав нельзя подвергать нагреву для изменения свойств, как это делается с мартенситом и ферритом, но при его холодной обработке улучшается предел текучести (хотя и за счет ковкости). Тем не менее, именно возможность изготовления аустенитных сталей с широким диапазоном механических свойств при сохранении их устойчивости к коррозии в полости рта определила их применение в ортодонтии, как наиболее подходящего материала для ортодонтических аппаратов различного назначения.
Клиническое значение.
Аустинитные стали - основной вид стали для применения в полости рта; самым распространенным аустенитным сплавом является нержавеющая сталь марки 18/8, которая содержит 1 8% хрома, 8% никеля и 0,2% углерода.
Стабилизированная аустенитная нержавеющая сталь.
Практика показывает, что у большинства ковких сплавов можно добиться снижения внутренних напряжений путем их отжига, но аустенитные нержавеющие стали не поддаются закалке из-за микроструктурных изменений, происходящих при высокой температуре.
Образование карбидов хрома.
При температурах выше 500°С хром и углерод вступают в реакцию с образованием карбидов хрома, которые оседают по границам зерен, придавая сплаву хрупкость. При этом снижается также устойчивость к коррозии из-за снижения концентрации хрома в центре кристаллов, который перемещается к границам, образуя карбиды (Рис. 3.7.6).
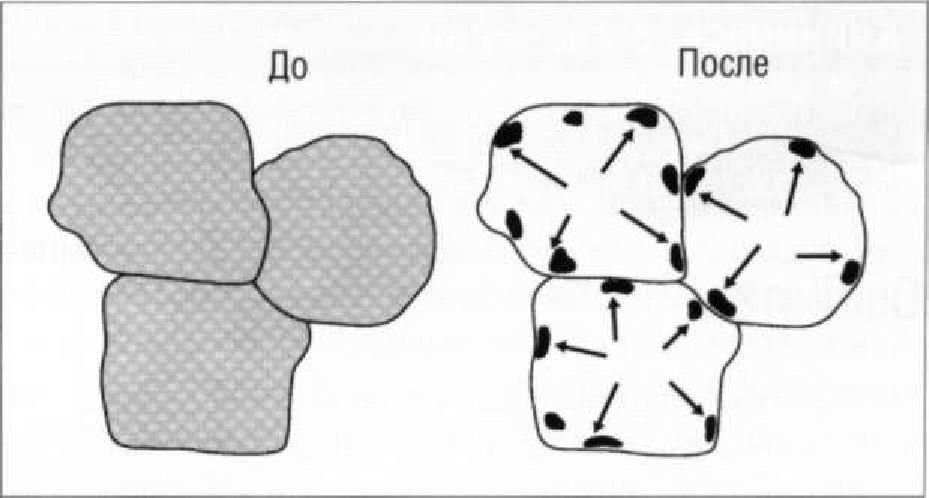
Рис. 3.7.6. Разрушение сварного шва в результате перегрева сплава
Этот процесс, известный как разрушение сварного шва, впервые был замечен при сварке листовой стали. Решается эта проблема путем добавления в сплав титана, с которым соединяется углерод, а хром остается в участках, где он наиболее эффективен. В результате образуется материал, который называют стабилизированная аустенитная нержавеющая сталь.
Трансформирование в феррит и цементит.
Аустенитная структура образуется при быстром охлаждении нагретого до высоких температур сплава, с тем, чтобы предотвратить образование цементита и феррита. Подъем температуры способствует более активной диффузии атомов и, следовательно, создает условия для образования других фаз.
Процесс образования других фаз носит необратимый характер, пока материал не нагреют до температуры выше эвтектоидной и затем не охладят резко до комнатной температуры, чтобы опять образовать аустенитную сталь. Однако такой процесс закалки приводит к рекристаллизации и образованию карбидов хрома, которые ухудшают коррозионную стойкость сплава.
Рекристаллизация.
При температуре выше эвтектоидной, начинается процесс рекристаллизация металла, и вытянутые, напоминающие волокна зерна, получаемые в результате технологических процессов прокатки и волочения, превращаются в большие равноосные зерна. Если такое случилось, то материал становится более мягким, а пружинистые свойства проволоки исчезнут, и их уже невозможно будет восстановить. Скорость, с которой протекает этот процесс, зависит от времени и температуры.
Стоматологические изделия из нержавеющей стали не следует нагревать выше 723°С.
Свойства.
Аустенитные нержавеющие стали рекомендованы для использования в ортодонтической практике благодаря их высокой устойчивости к коррозии в биологической среде, широкому спектру механических свойств, и легкостью их соединения паянием или контактной электросваркой.
Механические свойства.
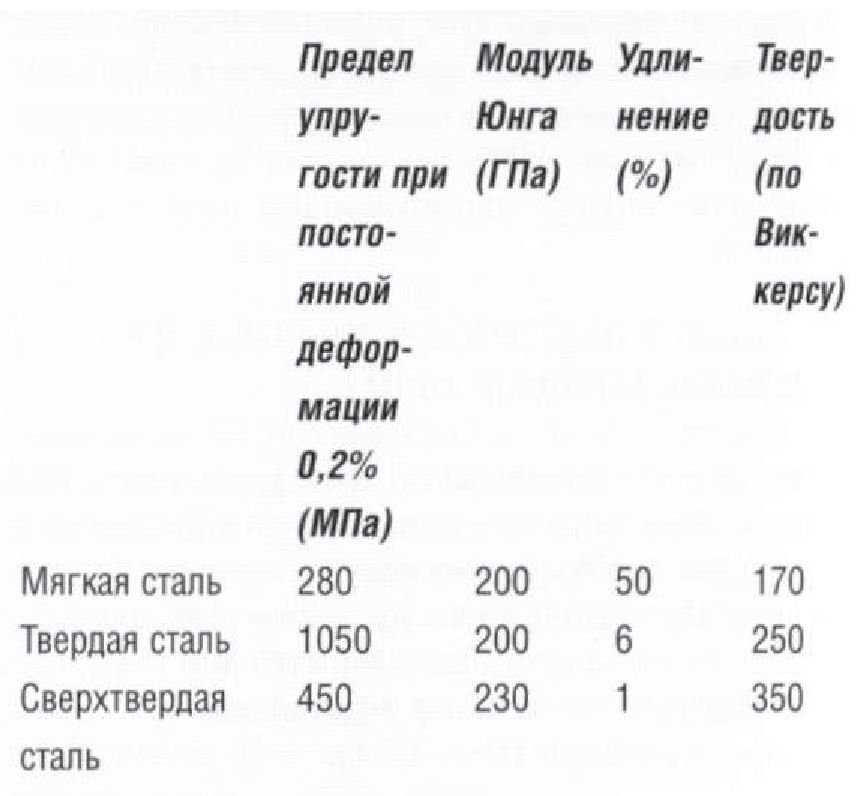
В зависимости от степени холодной обработки, которую проводят при изготовлении ортодонтической проволоки, можно получить сплавы с механическими свойствами в некотором диапазоне (Таблица 3.7.3). Поэтому важно заранее выбрать проволоку нужного типа, соответствующую условиям ее применения в конкретном случае.
Если не требуется значительного изменения формы проволоки, т.е. достаточно простого изгибания при холодной обработке, следует использовать твердые или супертвердые нержавеющие стали. И, наоборот, при создании более сложной формы, следует начинать работу с мягкого сплава, так как он будет упрочняться при изгибании.
Клиническое значение
II
Чрезмерно твердая проволока может ломаться при изгибании из-за потери ковкости.
ратурой плавления типа Sn — Pb. Паяние твердым припоем можно применять для коррозионностойких славов золота или серебра. Припой для золотосодержащих сплавов должен включать, по крайней мере, 45% золота для гарантии получения достаточно низкой температуры плавления. Учитывая высокую стоимость золота, предпочтительнее применять серебряные припои. Состав серебросодержащих сплавов, используемых в ортодонтии, содержит примерно 50% серебра, по 16% меди, кадмия и цинка и 3% никеля.
Существует два основных метода плавления припоя: с использованием газовой паяльной лампы и контактной электросварки. Паяние газовой лампой имеет преимущество в том, что для этого требуется недорогое оборудование. Аппарат для контактной электросварки более дорогой и требует специальной профессиональной подготовки для работы с ним. В то же время преимущество контактной электросварки в том, что воздействие высоких температур более локализованное.
Важно помнить, что взаимодействие между серебряным припоем и нержавеющей сталью носит больше механический характер, нежели эффект сплавления металлов. Поэтому необходимо использовать оптимальное количество припоя и избегать чрезмерного шлифования и полирования паянного шва, так как это может нарушить место соединения.
Точечная сварка.
При прохождении электрического тока через металл происходит его нагревание. Точечная сварка основа-.
Таблица 3.7.3 Механические свойства нержавеющих сталей, применяемых в ортодонтических аппаратах
Паяние и сварка.
Так как при изготовлении ортодонтических аппаратов или протезов часто необходимо соединить отдельные детали конструкций с помощью паяния или сварки, повышенные температуры могут весьма отрицательно сказаться на свойствах нержавеющей стали. Поэтому технология этих процессов должна быть такая, чтобы исключить продолжительное воздействие высокой температуры на стальные детали.
Паяние твердым припоем.
Детали из нержавеющей стали обычно спаиваются твердым припоем в отличие от паяния мягким припоем, которое применяют для сплавов с низкой темпе-
на на локализованном воздействии высоких температур на соединяемые части конструкций, путем использования высокой силы тока при низком напряжении. Если, в то же самое время приложить давление в точке соприкосновения двух частей, в этой области в направлении поперечном шву произойдет рекристаллизация, и две части соединятся.
Обратите внимание, что сам металл не плавится. Фактически, если металл чрезмерно нагревается и происходит его плавление, соединение значительно ослабляется. Чтобы избежать этого, а следовательно и предупредить коррозию сварного шва, время сварки должно выдерживаться в пределах 1/50 секунды.
В целом, сварочное устройство — это набор электродов, которые под давлением прикладывают к месту соединения, и которые непосредственно подключены к вторичной обмотке импульсного трансформатора. Для ограничения продолжительности цикла сварки используется таймер.
Большинство отдельных элементов несъемных ортодонтических аппаратов соединяется методом точечной сварки, хотя за последние годы потребность в этом снизилась с появлением комплектов предварительно собранных конструкций. Тем не менее, как точечная сварка, так и паяние до сих пор широко применяются для изготовления и ремонта различных видов протезов и аппаратов.
да ковких сплавов для ортодонтических проволок, представлены в Таблице 3.7.4.
Твердость зависит как от диаметра проволоки, так и модуля упругости материала, и от их величины зависит сила, воздействующая на зуб. Для материалов с высоким модулем упругости могут использоваться более тонкие проволоки, чем для материалов с низким модулем упругости. Однако, чем тоньше проволока, тем больше вероятность постоянной деформации и утраты воздействующей силы. Высокая твердость желательна тогда, когда требуется приложение значительных сил для перемещения зуба. В то же время, для обеспечения воздействия небольших сил, при необходимости постепенного медленного перемещения зуба, требуется применение гибких проволок.
Упругость проволоки — мера ее способности подвергаться сильному изгибу, не проявляя при этом постоянную деформацию. Такое свойство возможно при определенном соотношении предела текучести и модуля упругости, наиболее подходящим будет сочетание низкого модуля упругости с высоким пределом текучести.
Клиническое значение.
Выбор ортодонтической проволоки соответствующей жесткости имеет большое значение.