При литье зубопротезных деталей самым важным является борьба с усадкой сплавов и восковых композиций. Этому подчинены все промежуточные операции; уменьшение усадки восковых композиций, создание специальных компенсационных формовочных масс, система и характер литников и методы плавления сплавов.
Все восковые композиции, а также сплавы металлов при переходе из жидкого состояния в твердое дают усадку: восковые композиции—0,5-2%, нержавеющая сталь —1,1—1,25% (1,2—2,2% у толстостенных изделий), золотые сплавы—1,25% (у сплавов золота с платиной несколько меньшая), серебряно-палладиевые сплавы —до 2%.
Усадку восковых композиций уменьшают путем создания смесей с введением карнаубского, монтанного и других восков, а также моделированием деталей не из расплавленной, а из размягченной смеси. Усадку сплавов компенсируют при помощи специальных компенсационных формовочных масс, которые имеют двойной коэффициент расширения: расширение в процессе затвердевания (0,8—1 %) и свойственное всем телам тепловое расширение при нагревании (0,6-0,75%). Чем больше удается уравновесить процент усадки восковых смесей и сплавов металлов расширением формовочных масс, тем точнее и качественнее получается литье.
Получение восковых моделей зубопротезных деталей описано в специальных разделах данного учебника, так как моделирование специфично для различных конструкции протезов. Процесс литья изложен в строгой последовательности, с объяснением всех манипуляций и применяемых для компенсации усадки сплавов средств.
Рис. 49. Расположение литьевых каналов при сложной конфигурации каркаса зубного протеза разновеликой толщины.

При всех способах литья в литейной форме, кроме формы металлической отливки, предусматривается и литниковая система, представляющая собой каналы, по которым жидкий металл подводится к отливке. Литниковая система создается путем подвода к восковой детали литникобразующих штифтов. Эти штифты могут быть металлическими и восковыми или металлическими, дополнительными восковыми.
Построение литниковой системы в точном литье по выплавляемым моделям определяется следующими принципами: 1) все участки отливки должны находиться в равных условиях при литье; 2) все толстостенные участки отливки должны иметь дополнительное депо жидкого металла для устранения усадочной раковины, рыхлости и пористости в металле; 3) к тонким участкам отливок должен быть подведен наиболее горячий металл.
Опыты показали, что не только длина и диаметр литьевого канала, но его направление и расположение имеют огромное значение для получения качественного литья.
Направление литьевых каналов должно соответствовать направлению полого пространства, чтобы расплавленный металл не менял резко направление, а применяемая при литье центробежная сила способствовала бы уплотнению металла (рис. 48). Расплавленный
Рис. 48. Расположение и ширина литьевых каналов при литье коронок (а) и тела мостовидного протеза (б).

Рис. 50. Расположение литникобразующих штифтов при небольшой протяженности детали и равнообъемных литьевых объектах.
металл должен течь от толстостенных участков к тонкостенным. Если деталь имеет несколько толстостенных участков, связанных посредством тонкостенных, то каждый толстостенный участок должен иметь свой литьевой канал (литникобразующий штифт) (рис. 49).
Толщина литникобразующего штифта должна быть даже у маленькой отливочной детали не менее 1,5 мм. Чем толще деталь или чем больше ее протяженность, тем большее количество литников большего диаметра должно быть к ней подведено. Не рекомендуется брать литникобразующий штифт диаметром больше 3—4 мм, так как может возникнуть опасность, что расплавленный металл под влиянием силы тяжести войдет в широкий канал еще до центрифугирования и забьет его. При получении большой детали (цельнолитой мостовидный или бюгельный протез) устанавливают один центральный литьевой канал, который затем разъединяется на более мелкие, подводимые к объемным деталям протеза (см. рис. 49).
Практически это осуществляется так. При отливке одиночной детали подбирают соответствующий прямой металлический штифт, слегка подогревают (чтобы пальцы ощущали тепло) и вводят в нерабочую часть модели. Если деталь имеет небольшую протяженность, то можно ввести 2 или 3 металлических штифта, скрестив их в одной точке (рис. 50). Такое же расположение предпочтительно и при отливке 2—3 деталей.
Как правило, при литье тонкостенных деталей толщиной 0,35— 0,55 мм (например, цельнолитые коронки и мостовидные протезы) на каждое звено должно быть установлено по одному литнику диаметром 2—2,5 мм (рис. 51).
Если приходится отливать сразу много деталей приблизительно одного и того же объема, штифты устанавливают следующим
Рис. 51. Литникобразующие штифты при литье тонкостенных деталей.
Рис. 52. Расположение литникобразующих штифтов при отливке большого количества одинаковых по объему деталей (а) и последовательность соединения восковых заготовок с центральным каналом (б).
образом: на центральный металлический штифт диаметром 3—4 мм в разных направлениях «елочкой» приклеивают восковые штифты диаметром 1,5—2,0 мм и длиной 0,5 см, затем к каждому восковому штифту подводят смоделированную деталь и слабо разогретым шпателем, расплавляя воск штифта (а не модели), приклеивают к восковому штифту (рис. 52).
Восковые штифты устанавливают при литье на огнеупорных моделях и в дополнение к металлическим штифтам. Такие штифты удобны тем, что они могут быть подведены к любому участку детали и под любым углом, в то время как металлический штифт в эти участки подвести нельзя из-за невозможности его удаления перед отливкой из затвердевшей формовочной массы. Если отливают деталь сложной конфигурации разной толщины по протяженности (каркасы бюгельных протезов), то восковые литникобразующие штифты устанавливают не прямые, а несколько изогнутые (рис. 53). Такое расположение литников препятствует деформации отливаемой детали при затвердевании металла и охлаждении кюветы.
Качество деталей может сильно пострадать вследствие образования усадочных раковин. Отлитый в форму металл начинает затвердевать с наружных слоев, и некоторое время поверхность отливки представляет собой как бы твердую корку, под которой имеется жидкий металл. Естественно, что раньше затвердевает остаток металла, находящийся над поверхностью формы. Сокращаясь при охлаждении, он втягивает в себя частицу еще расплавленного металла, находящегося в глубине кюветы, или, уменьшаясь в объеме, не заполняет всего пространства формы (рис. 54).
Чтобы избежать образования усадочных раковин и снизить степень усадки детали, создают депо металла вне пределов детали, так называемые муфты. Усадочные раковины как бы перемещаются в эти муфты, так как последние дольше являются резервуаром расплавленного металла, и застывающее изделие, а также остаток металла на поверхности словно втягивают из муфты в себя жидкий металл. При этом, несомненно, должна быть предусмотрена последовательность затвердевания; вначале изделие, а затем муфта.
Рис. 53. Взаимоотношение литникобразующих штифтов с восковой композицией, разной по толщине и значительной по протяженности.
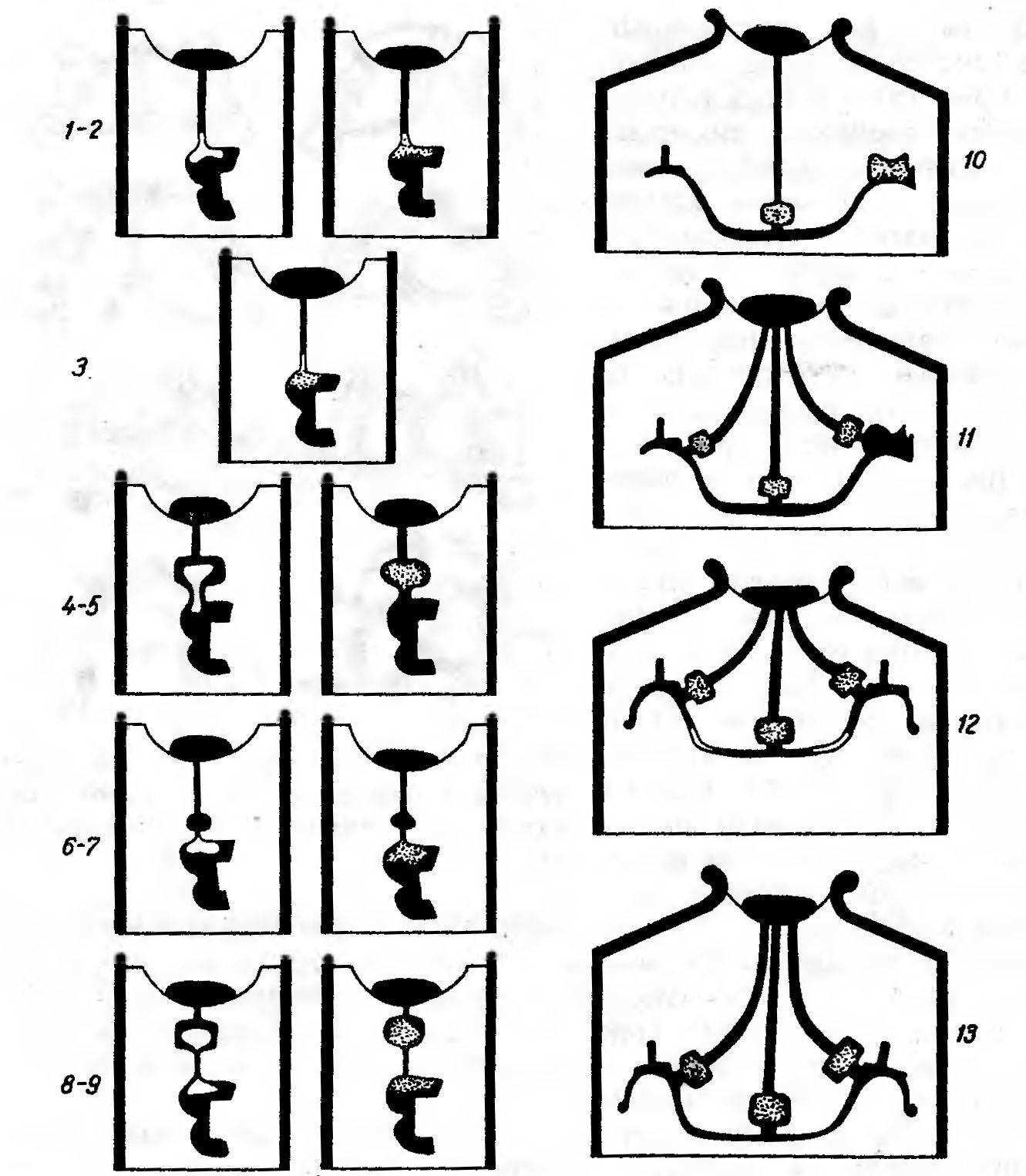
Рис. 54. Образование усадочных раковин и их положение в литниковой системе малых (слева) и больших (справа) по протяженности деталях. Объяснение в тексте.
Большую роль при этом играет правильный режим прогрева формы перед литьем.
На рис. 54, I показана отливка без компенсирующей муфты. Светлая часть отливки под литником — участок незатвердевшего металла. По мере дальнейшего затвердевания в этом участке концентрируется усадка, выявляемая после извлечения детали в виде углубления на поверхности (рис. 54, 2, 3). На рис. 54, 4, 5 показано, как при помощи муфты компенсируется усадка. Внутренняя часть муфты и прилегающей части отливки еще не затвердела. При дальнейшем охлаждении отливка втягивает незатвердевший металл из муфты и тем самым усадка как бы перемещается в муфту.
Если компенсирующая муфта недостаточна по объему, то металл в этом участке затвердевает раньше, чем в отливке, и, следовательно, усадка и пористость остаются в самой отлитой детали (рис. 54, 6, 7). Если муфта расположена на большом расстоянии от отливки (больше 2,0—2,5 мм), то металл в соединяющем их канале затвердевает раньше, чем отливка, в результате прекращается доступ расплавленного металла из муфты. В этом случае поры будут как в муфте, так и в отлитой детали (рис. 54, 8, 9).
При получении большой по протяженности и разнообъемной детали вдали от литника и муфты также может образоваться усадочная раковина (рис. 54, 10). Устранить это явление можно, как показано на рис. 54, 11, путем создани дополнительного литьевого канала с муфтой. Если восковая композиция детали гипсуется в верхней части опоки, то воздух в момент заливки металла не успевает выйти из формы, так как он должен пройти через толстый слой формовочного материала. Это ведет к образованию недоливов или пор в литье (рис. 54, 12). Чтобы избежать это, при гипсовке расстояние между деталью и дном опоки должно быть около 0,8—1,2 см (рис. 54, 13).
Муфта обязательно должна быть нанесена на каждый литникобразующий штифт. Это делается или путем постепенного наслоения по каплям расплавленного воска, или предварительным изготовлением штифта с муфтой из размягченного воска. Чтобы при литье тонкостенных деталей или деталей большой протяженности и разной толщины не образовывалось недоливов, в литниковую систему необходимо ввести отводные каналы для воздуха (рис. 55). После установки литникобразующих штифтов и размещения восковой композиции детали на подопочный конус от тонких участков к конусу устанавливают штифты из воска толщиной до 1 мм. Создание отводных каналов значительно улучшает качество литья, так как газопроницаемость многих формовочных масс недостаточна. Для правильной работы необходимо иметь набор восковых и металлических штифтов.
После установки литниковой системы приступают к созданию литейной формы.