Подготавливая зуб под полукоронку, врач препарирует боковые, язычную и жевательную поверхности или режущий край, а затем создает на боковых поверхностях строго параллельные пазы, глубина которых равна диаметру фиссурного бора Ns 1 или N« 2. Фиксация полукоронки обеспечивается этими пазами и точностью ее изготовления.
С зуба получают слепок при помощи кольца и термопластичной массы, а гипсом—со всего зубного ряда. По этим слепкам отливают комбинированную модель. Модель зуба делают из амальгамы. На амальгамовой модели гравируют шейку зуба (для этого ее можно вынуть из общей модели): острым режущим инструментом удлиняют на 1 мм шейку зуба, чтобы впоследствии полукоронка вошла на 0,3 мм в десневой карман (рис. 70).
При изготовлении полукоронки из золотоплатинового сплава рабочую часть модели смазывают очень тонким слоем масла, чтобы воск не прилип к модели. Затем по каплям на модель зуба наносят моделировочный воск. Равномерным его слоем толщиной 0,3—0,4 мм покрывают все четыре поверхности. Первыми порциями воска заполняют пазы на боковых поверхностях. Воск после нанесения следует осторожно прижать пальцами к модели, чтобы он под давлением затвердел. Необходимо следить за тем, чтобы воск не заходил на вестибулярную поверхность зуба, так как это впоследствии будет препятствовать снятию восковой композиции с модели и фиксации отлитой полукоронки на зуб. Моделировку жевательной поверхности и режущего края полукоронки производят под контролем окклюзионных движений.
По завершении моделирования полукоронки тщательно удаляют излишки воска в области шейки зуба и убеждаются в том, что восковую композицию можно снять с основания. Устанавливают в области перехода жевательной поверхности в язычную или у режущего края восковой композиции литникобразующий штифт, охлаждают воск холодной водой и без раскачивания, строго придерживаясь направления оси коронки зуба, снимают репродукцию полукоронки. Смоделированную репродукцию гипсуют в муфель и отливают из металла. После отливки полукоронку тщательно обрабатывают и припасовывают к модели. При обнаружении какихлибо дефектов полукоронка должна быть вновь смоделирована и отлита. При отделке следует помнить, что техник не должен истончать края полукоронки, так как это делает врач после припасовки и фиксации ее на зубе.
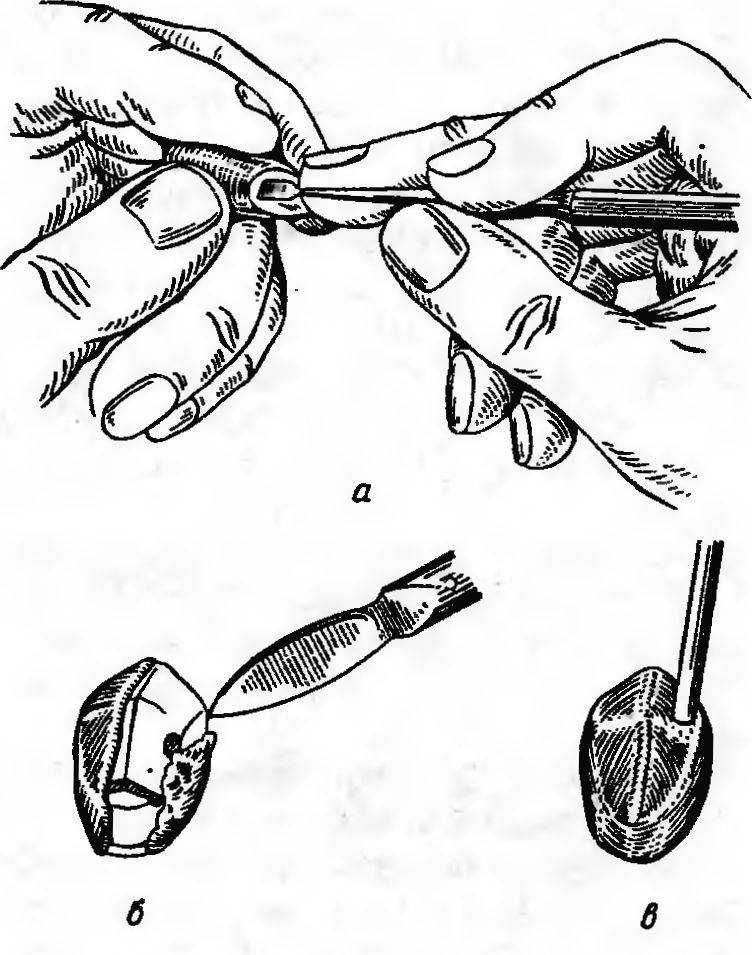
Рис. 70. Этапы изготовления полукоронки.
а — гравировка модели; 6 — наслоение воска; в — установка литника.
Если полукоронку изготавливают из нержавеющей стали, необходимо учитывать большую усадку ее по сравнению с золотоплатиновым сплавом. Чтобы компенсировать эту усадку, амальгамовую модель зуба надо со всех сторон обтянуть оловянной фольгой толщиной 0,02—0,03 мм (можно использовать алюминиевую фольгу). Полоску фольги прикладывают к язычной и жевательной поверхностям модели зуба и обжимают, переводя излишки на вестибулярную сторону. Образовавшиеся складки легко разглаживаются тупым металлическим инструментом. Для более плотного и равномерного прилегания фольги зуб следует обернуть тонкой фланелевой тряпочкой и дополнительно обжать в аппарате Паркера для наружной штамповки коронок, следя за тем, чтобы фольга не прорвалась. Если фольга порвется, необходимо взять новую пластинку и все повторить.
Обтянув фольгой зуб, равномерно увеличивают его объем с целью компенсации усадки, происходящей при литье нержавеющей стали. Моделировку восковой репродукции полукоронки проводят по описанной выше методике. Припасовку полукоронки ведут на амальгамовой модели зуба после того, как с нее удалена оловянная фольга.