Положительными моментами съемных мостовидных протезов являются распределение жевательного давления на зубы и альвеолярный отросток, возможность объединения зубов в блок, косметический и гигиенический эффект.
Съемный мостовидный протез с опорно-удерживающими кламмерами (рис. 100, 101, 102). Изготовление такого протеза предполагает следующее: 1) получение слепков; 2) отливку моделей и фиксацию их в артикулятор; 3) проведение параллелометрии; 4) изготовление опорноудерживающих кламмеров и каркаса протеза; 5) припасовку каркаса и проверку его в полости рта; 6) расстановку искусственных зубов; 7) гипсовку протеза в кювету и замену воска пластмассой; 8) отделку и полировку.
По слепкам отливают модели из прочного гипса или получают комбинированную модель. Кламмеры в съемных мостовидных протезах могут быть изготовлены гнутые из стандартных заготовок, литые и комбинированные (плечи кламмера из проволоки, окклюзионная накладка, тело и отросток литые) (см. рис. 101, 102). Описание изготовления кламмеров приведено на с. 212. Седловидная часть съемного мостовидного протеза может быть изготовлена из пластмассы или металла, во втором случае получают цельнолитой каркас мостовидного протеза — кламмеры и базис протеза отливают одновременно.
Сначала техник проводит параллелометрию, определяя линию обзора или общий клинический экватор зубов, на которые надо изготовить опорно-удерживающие кламмеры. В соответствии с полученной линией изготавливают кламмеры, предварительно замоделировав твердым воском или гипсом места поднутрений с боковых поверхностей зубов, ограничивающих дефект. Если седловидную часть или базис протеза делают из пластмассы, то кламмеры фиксируют на модели и приступают к изготовлению промежуточной части. Хорошо размягченный воск вводят в промежуток между зубами и моделируют небольшой протяженности базис. Затем по центру альвеолярного отростка устанавливают валик из воска и расставляют зубы с учетом формы зубной дуги и соотношения с зубами-антагонистами. Модель гипсуют в кювету, заменяют воск на пластмассу, шлифуют и полируют протез.
Если изготавливают цельнолитой каркас съемного мостовидного протеза, то поступают следующим образом. После параллелометрии на очерченный врачом участок базиса протеза укладывают два слоя бюгельного воска. Полученные в матрице «Формодент» восковые заготовки кламмеров обжимают на опорных зубах в соответствии с ранее расчерченными границами. Кламмеры и базис соединяют. Если искусственные зубы будут из фарфора, то их притачивают и расставляют соответственно срединной линии альвеолярного отростка. Затем фарфоровые зубы удаляют из восковой композиции каркаса протеза. Если тело протеза будет комбинированным, т.е. облицованным пластмассой, моделируют ложе для пластмассы по типу комбинированной промежуточной части мостовидного протеза.
Как только смоделирована восковая композиция протеза, в нее устанавливают литники, за которые ее снимают с модели. Далее следует процесс литья. Полученный каркас припасовывают на модели и проверяют в клинике. Затем полируют и, если были использованы фарфоровые зубы, цементируют их в ложе. Если тело протеза выполняется комбинированным с пластмассой, то моделируют облицовку воском и заменяют ее на пластмассу известным способом.
8
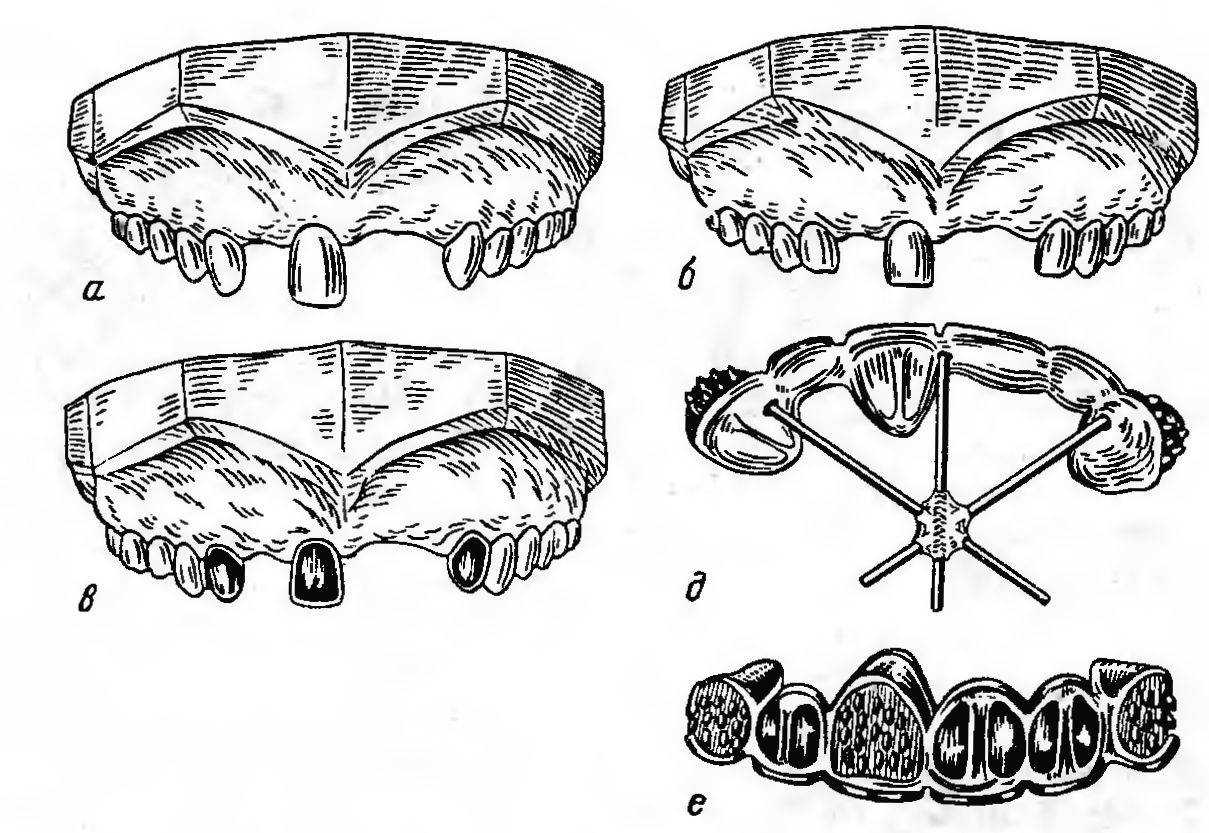
Рис. 100. Съемные мостовидные протезы с замковым (а. б) и кламмерным (в) креплениями.
Съемный мостовидный протез с замковым креплением. Типы замковых креплений несъемных мостовидных протезов различны (см. рис. 100 а, б), но принцип их построения один и тот же: муфта и входящий в нее якорь. Муфта крепится на опорном зубе, якорь — в теле протеза. Стандартные замковые крепления выпускаются промышленностью, но их можно изготовить в лабораторных условиях.
На обыкновенных плоскогубцах одну щечку спиливают и сошлифовывают так, как показано на рис. 103,1. Полоску золотоплатинового сплава или нержавеющей стали захватывают щечками плоскогубцев точно посередине. Концы полоски осторожно сжимают.
кусачками (рис. 103,2—6). Удаляют плоскогубцы и пользуются кусачками как наковальней, на которой молоточком сплющивают полое кольцо. Концы полоски спаивают один с другим и с одной стороны несколько спиливают ступенькой.
По изготовленному якорю начинают обжимать муфту из второй пластины. Конец полоски подводят к якорю, плоскогубцы в сомкнутом состоянии, пальцами левой руки загибают полоску на вторую половину. Излишки полоски срезают так, чтобы она накладывалась на вторую сторону под спиленным концом якоря. Затем муфту снимают с якоря и к стороне, где нет вреза, припаивают пластинку золота, одновременно запаивая и участок наложения концов муфты. Муфту можно отлить целиком из сплава, предварительно смоделировав ее из воска непосредственно по якорю. Если якорь свободно входит в муфту или в процессе пользования замок разрабатывается и ослабевает, то вдвижную часть можно несколько раздать, вставив заостренный конец проволоки в щель якоря и слегка ударяя молоточком (рис. 103, 7—11).
В зависимости от метода соединения муфты замкового крепления с опорными элементами съемного мостовидного протеза различают
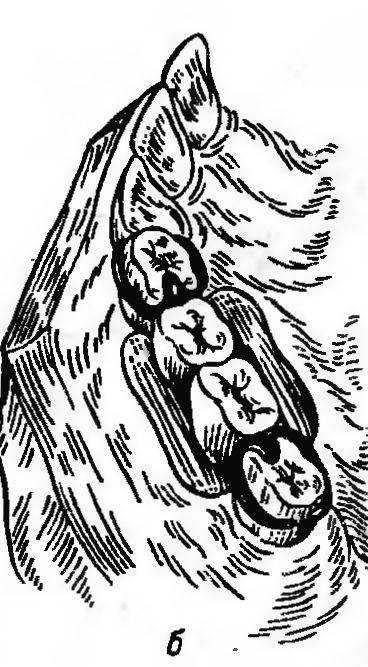
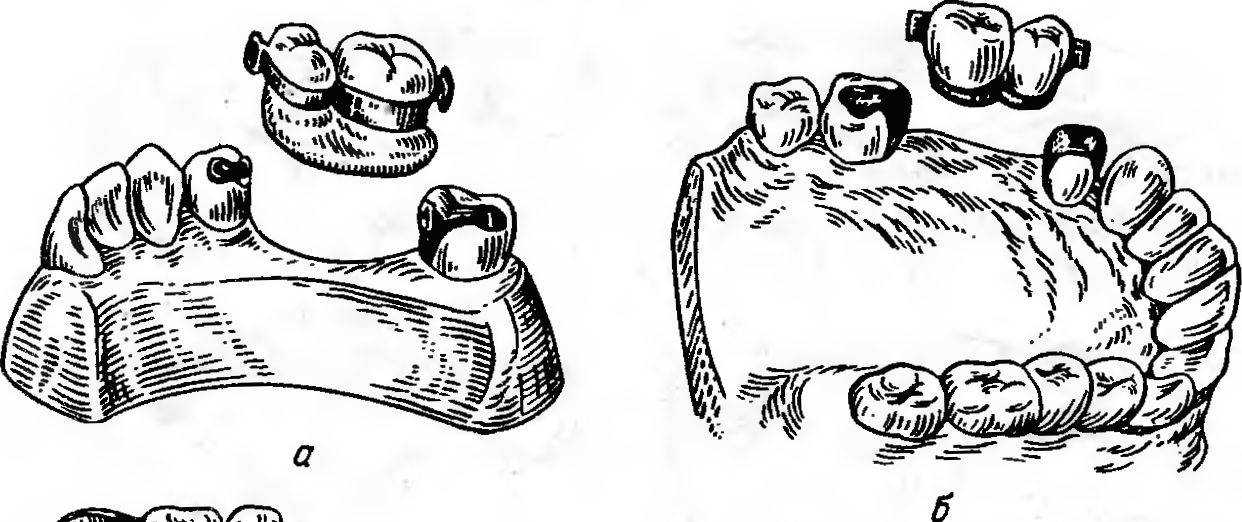
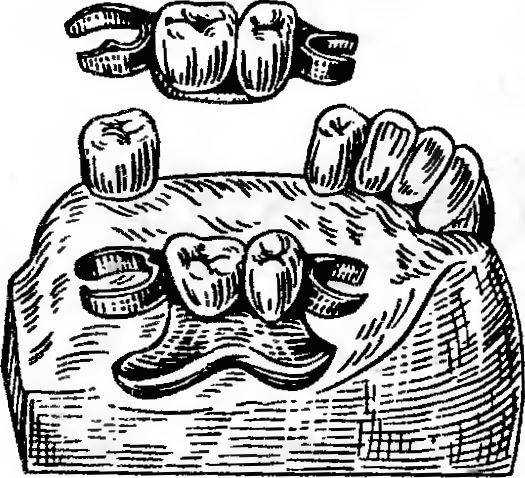
Рис. 101. Изготовление съемного мостовидного протеза с кламмерным креплением.
а — кламмеры из стандартны* заготовок; б — постановка зубов и моделирование базиса.
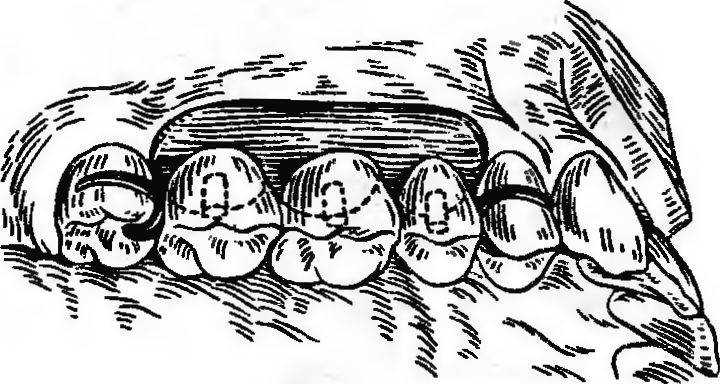
Рис. 102. Металлический базис съемного протеза для фарфоровых (трубчатых) зубов. Пунктиром обозначены штифты от литого базиса, входящие в трубки искусственных зубов.
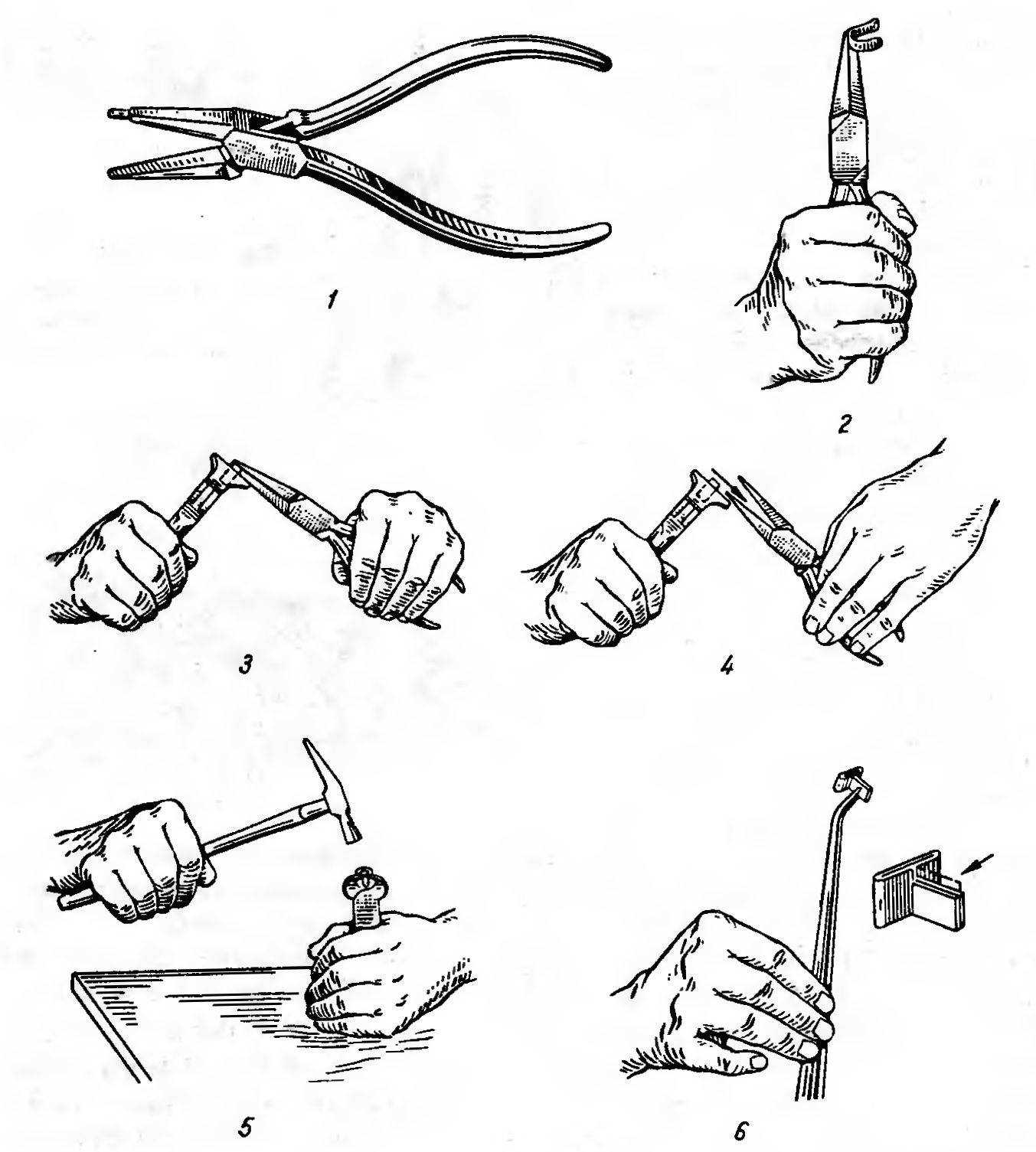
Рис. 103. Последовательность изготовления замкового крепления. Объяснение в тексте.
I — плоскогубцы для изготовления аттачмена; 2—11 — этапы изготовления аттачмена.
два способа изготовления протеза. Первый — соединение опорного элемента и муфты замка паянием, второй — одновременное изготовление опорного элемента и муфты.
Первый способ. Предварительно изготавливают опорный элемент: вкладку, полукоронку, каркас коронки с облицовкой.
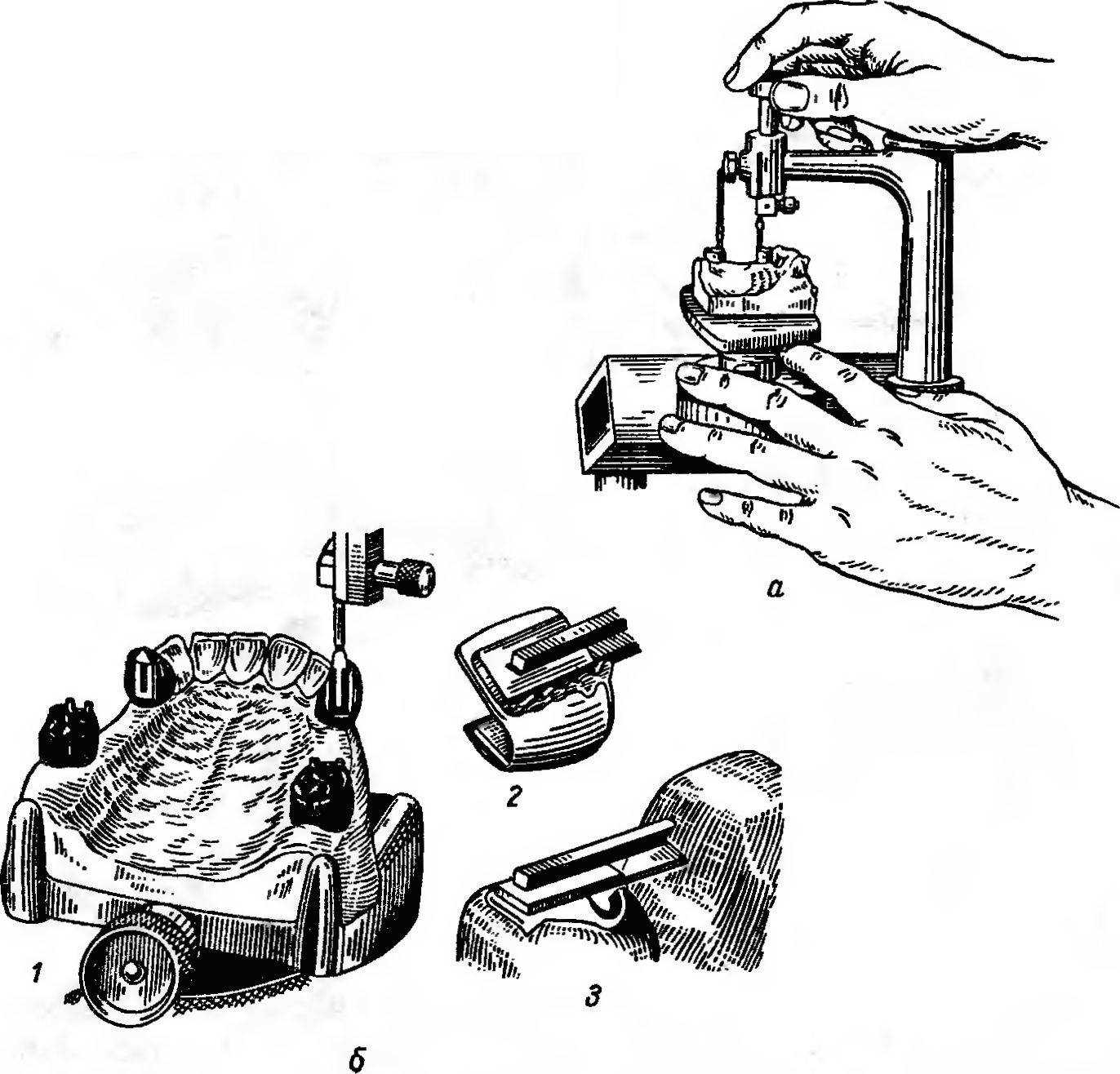
После припасовки опорных элементов в полости рта получают слепки. Техник размещает опорные элементы в слепке и отливает модель. Для размещения муфты модель помещают на столике параллелометра (рис. 104) и проверяют параллельность боковых сторон. Если параллельности нет, то стенки опорных элементов стачивают. Когда параллельность достигнута, на плоский штифт параллелометра
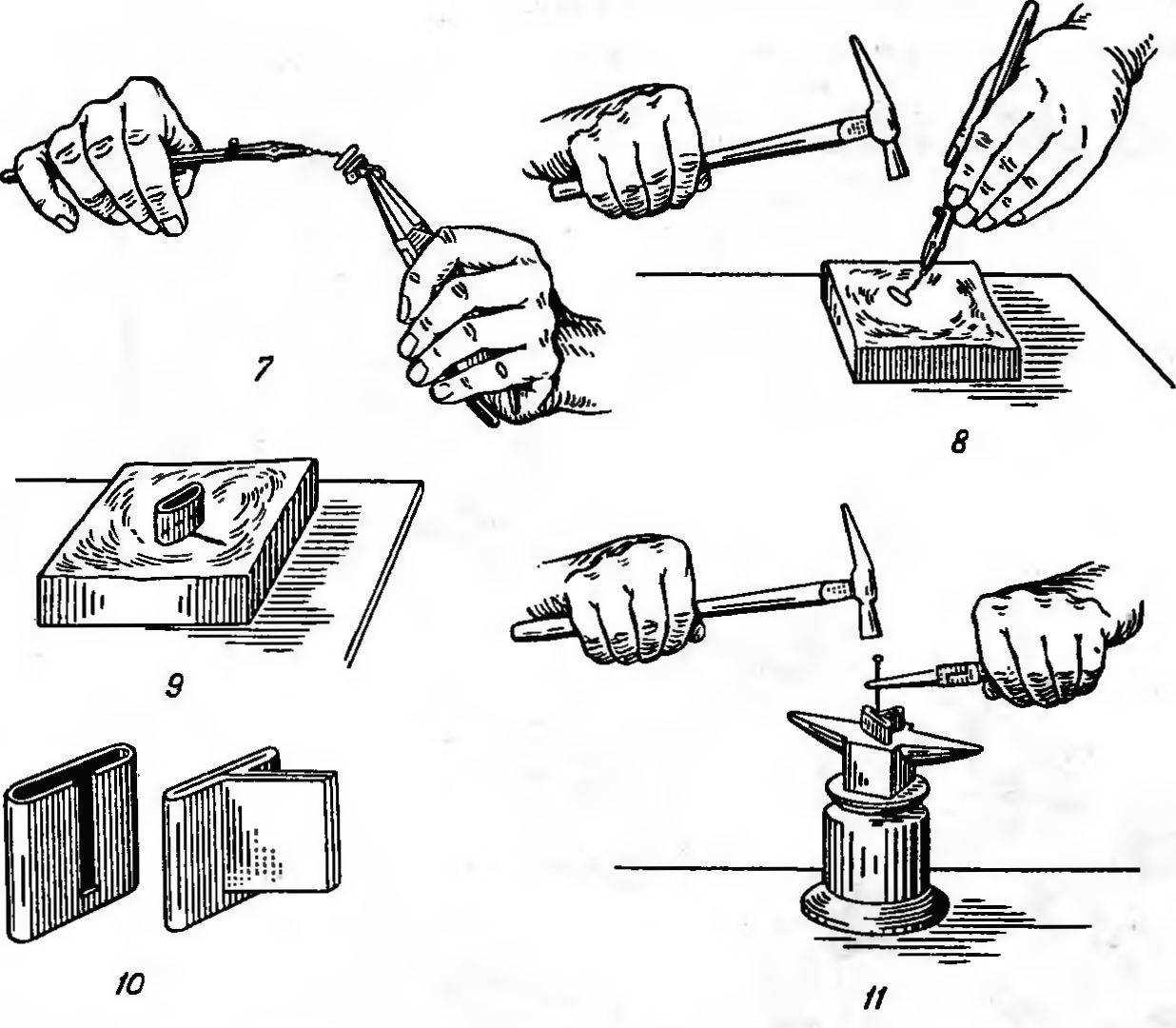
Рис. 103. Продолжение.
устанавливают муфту—вкладочную часть замка и подводят к апроксимальной стенке опорного элемента. Под контролем параллелометра (рис. 104, б, 1) муфту замка прикрепляют к опорному элементу разогретым липким воском. Вкладку снимают с зуба и в муфту замка вводят графит, имеющий точную форму якорной части замка, или ее заполняют увлажненным асбестом (рис. 104, б, 2), чтобы исключить возможность затекания припоя в полость замка. Вкладку или полукоронки вместе с муфтой загипсовывают для пайки (рис. 104, б, 2, S). После пайки графит или асбест удаляют, стачивают излишки припоя и опорный элемент устанавливается на место в зубе.
Для укрепления якорной части замка в теле протеза к его отростку со стороны, прилежащей к дефекту зубного ряда, припаивают проволоку (только в нижней части замка). Затем моделируют восковой базис протеза, расставляют зубы Произведя проверку всех деталей протезов во рту, заменяют воск пластмассой и отделывают протез. Можно изготовить и цельнолитую седловидную часть. В этом случае якорную часть соединяют с воском композиции седловидной части и, сняв с модели, отливают.
Второй способ. Подготовив полости или отпрепарировав зубы, получают комбинированный слепок, который состоит из слепка с каждого опорного зуба и общего слепка. Изготавливают комбинированную модель.
Рис. 104. Изготовление вкладок с замками.
а — определение параллельности между вкладками; б —подготовка к спайке вкладки и муфты аттачмена; I — установка муфты аттачмена к вкладкам; 2 — в муфту введен графит; 3 — части загипсованы для спайки.
Следующий этап — моделирование из воска вкладок, полукоронок, коронок и подготовка в воске ложа для муфты замка. После моделирования опорного элемента на его боковой стенке создают углубление, близкое по форме к замку, — аттачмен. Под контролем параллелометра в эти углубления устанавливают нагретый замок (рис. 105). Замок нагревают для того, чтобы он легко вошел в воск, а муфта надежно, без затворов, закрепилась в нем. Если при этом в воске образуются пустоты, то их необходимо устранить и тщательно отмоделировать вкладку. Затем якорную часть замка удаляют, а в каждой восковой композиции остается муфта—металлическое ложе замка, вместе с которым отливается восковая композиция. Отлитые детали устанавливают на модели, в муфту вводят якорную часть и приступают к моделированию базиса. Дальнейшее изготовление съемного мостовидного протеза производят по описанной выше методике. Для лучшей фиксации протеза его конструкцию можно дополнить двуплечим кламмером, который спаивают с якорной частью замка.
Одновременная отливка восковой композиции с муфтой обеспечивает большую точность. В восковой композиции можно не оставлять заготовленную или стандартную муфту замка. В этом случае тща-
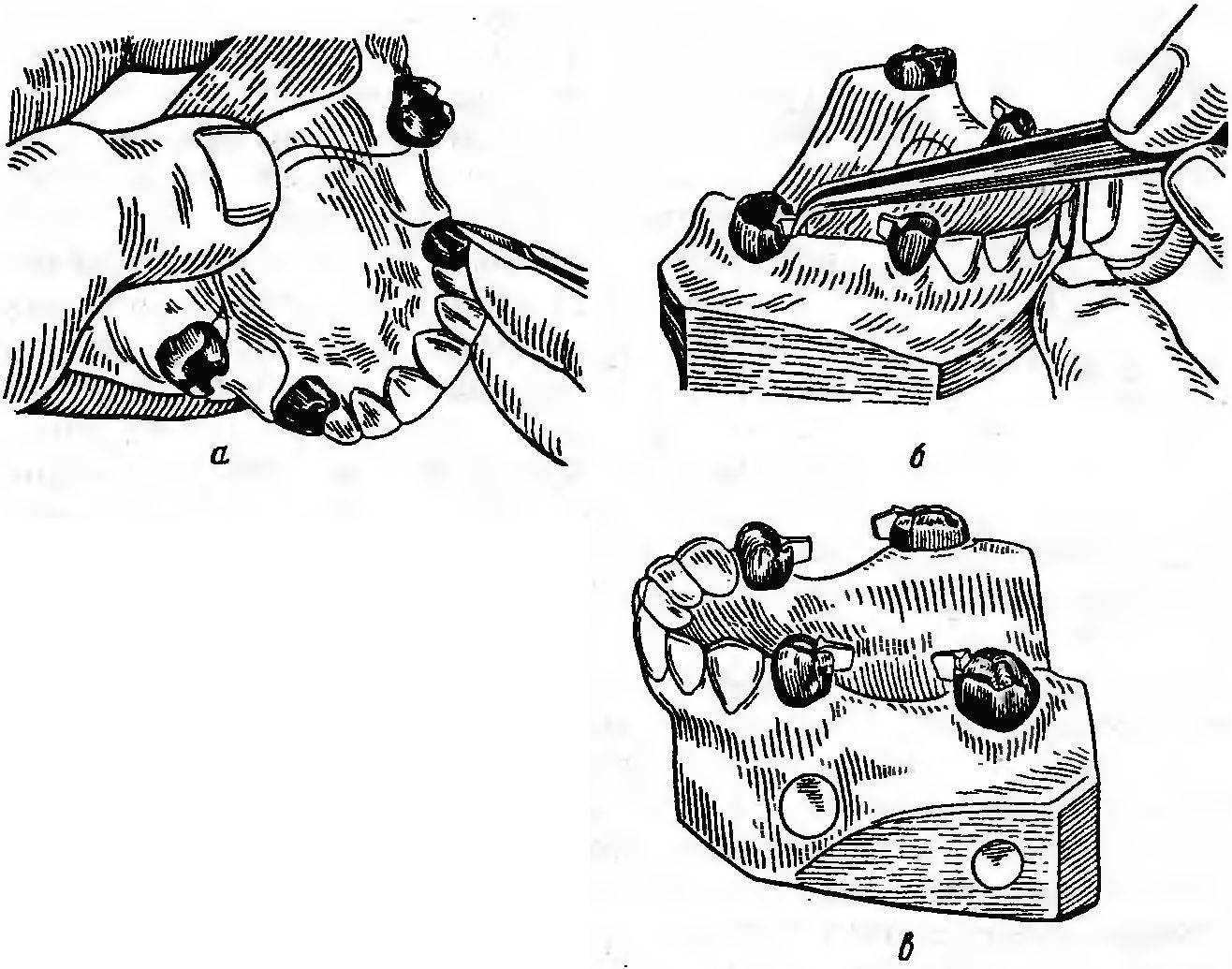
Рис. 105. Последовательность изготовления вкладок (коронок) с замками.
тельно отполированную и смазанную маслом. якорную часть слегка разогревают и под контролем параллелометра вводят в смоделированную боковую стенку восковой композиции. После охлаждения воска излишки его удаляют и извлекают якорную часть замка. Таким образом, муфта замка и опорный элемент будут цельнолитыми. После литья проверяют точность соединения муфты и якорной части замка, и проводят припасовку опорных элементов в клинике. Затем следует этап изготовления седловидной части и тела протеза.