Перед наложением пластмассы проверяют прочность прикрепления проволок к рабочей модели. Вестибулярные щиты изготавливаются непосредственно из быстротвердеющей прозрачной пластмассы. Боко-
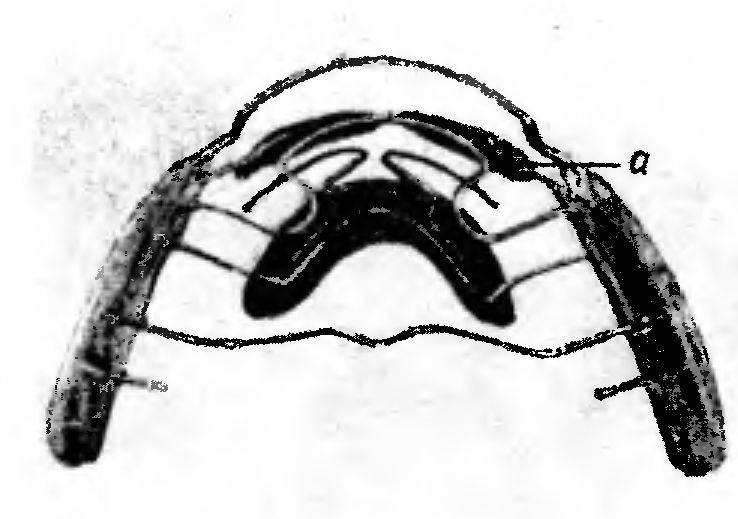
Рис. 251. Регулятор функции II типа с протрузионной дугой для передних зубов верхней челюсти (а)-, вид сверху.
Рис. 252. Регулятор функции III типа на модели нижней челюсти; вид сверху.
а —боковой щит; 6— пелот для верхней губы; в — вестибулярная дуга для резцов; г—проволока для пластмассовой окклюзионной накладки (д); е — небная дуга; ж — протрузионная дуга для передних зубов верхней челюсти.
вые восковые подкладки под щечными щитами верхней и нижней челюстей склеивают между собой во избежание попадания пластмассы между ними. Быстротвердеющую пластмассу типа «Редонт» или «Стадонт» разводят в количестве, чтобы из одной партии сформовать все пластмассовые части регулятора функции. Через мягкий целлофан пальцами равномерно формуют щиты, придавая им необходимые форму и толщину (не более 2,5 мм), укрепляют в фиксатор и помещают в полимеризатор, заполненный водой комнатной температуры. Полимеризацию проводят без нагрева под давлением до 2,5 атм в течение 30 мин. Обработка наружной поверхности и краев пластмассовых щитов и пелотов производится фрезами и карборундовыми камнями, при этом не касаются проволочных элементов. Исключение составляют концы проволоки внутренней поверхности боковых щитов, которые сошлифовывают на уровне пластмассы. Тщательно закругляют края губных пелотов, подъязычного и щечных щитов и полируют эти элементы до зеркального блеска.