1 Отсутствие гипсовых прибылей (натеков), особенно вдоль границы препарирования.
2 Отсутствие искажений.
3 Наличие доступа к краям воскового моделирования . Рабочая модель максимально точно воспроизводит весь зубной ряд и используется для воскового моделирования проксимальных контактов, щечных и язычных контуров, а также окклюзионного соотношения с противоположными зубами .
Штамп является моделью отдельно препарированного зуба . Существуют две основные системы рабочих моделей и штампов рабочая модель с отдельным штампом и рабочая модель со съемным штампом.
Рабочая модель с отдельным штампом.
Изготовление рабочей модели с отдельным штампом является самым простым методом, при котором не требуется никаких процедур, кроме отливки частичной модели и модели всего зубного ряда .
Помимо простоты изготовления. преимущество заключается в сохранении устойчивого и стабильного соотношения между опорными зубами Этот метод обеспечивает точное взаиморасположение моделей препарированных зубов, что способствует созданию реставраций, требующих минимальной припасовки . Стабильное состояние десны и других параметров облегчает создание гармоничного контура реставраций .
Одним из недостатков использования рабочей модели с отдельным штампом является необходимость переноса воскового моделирования с одной модели на другую . Недостаточно опытные зубные техники вынуждены это делать чаще, чем нужно, и в процессе этого нарушают определенную внутреннюю адаптацию воскового моделирования .
Рабочую и частичную модели можно получить по разным оттискам или при отливке двух полных моделей по одному эластомерному оттиску .
При двойной отливке первую модель используют для изготовления штампа .
К сожалению, по этой методике можно работать только с эласто-мерными оттисками, поскольку разрывы и значительная деформация гидроколлоида не позволяют получить вторую точную модель.
Принадлежности.
1.
Вакуумный смеситель с емкостью 500 мл и шланг вакуумного насоса.
2.
Вибростол.
3.
Мерник для воды.
4.
Большой и малый шпатели.
5.
Гипс для штампов (Силки-Рок, Вел-Микс, Silky-Rock, Vel-Mix).
б.
Камера с постоянной влажностью.
7.
Триммер для моделей.
8.
Прямой наконечник и грушевидная фреза для акриловой пластмассы.
9.
Зуботехнический нож с лезвием № 25.
10. Гладилка Таннера (Tanner).
11. Красный карандаш Колорбрайт (Colorbnte).
Заливка оттиска.
Штамп и модель должны иметь достаточно твердую поверхность, чтобы не стираться в процессе воскового моделирования .
Поэтому для изготовления штампов используют высокопрочный гипс IV типа (II класса, Densite) или высокопрочный гипс с высокой степенью расширения V типа .
Перед дезинфекцией в соответствующем растворе оттиск промывают под холодной проточной водой для удаления с поверхности возможных остатков слизи и слюны .
В пластиковую емкость вакуумного смесителя (Вак-У-Миксер. Уип Микс, Vac-U-Mixer) наливают отмеренное количество воды и добавляют соответствующее количество гипса для штампа .
.
Для отливки штампа можно использовать 50-70 г гипса .
Для полной модели необходимо около 200 г гипса .
Для получения правильного соотношения воды и порошка следуют инструкциям производителя . Это соотношение может влиять на многие параметры отверждения гипса, в том числе на время отверждения, пористость, расширение при отверждении и окончательную прочность .
Важно, чтобы методика была стандартизирована
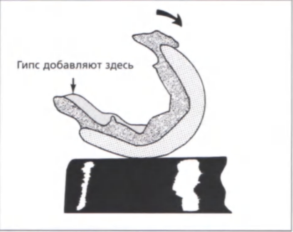
Рис. 18-1. Гипс добавляют малыми порциями над оттиском препарированного зуба
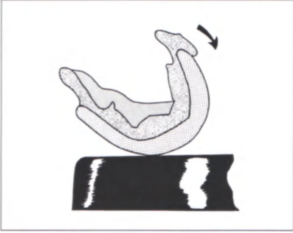
Рис. 18-2. Оттискную ложку наклоняют для заполнения препарированного зуба
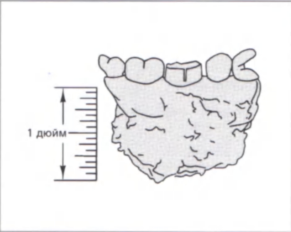
Рис. 18-3. Гипс добавляют до создания основания толщиной 2,5 см (1 дюйм)
Воду и гипс замешивают шпателем вручную до смачивания всего порошка .
Емкость накрывают крышкой, фиксируют к пластиковой крышке шланг вакуумного насоса и навинчивают гайку привода в верхней части емкости для смешивания в большом зажимном устройстве привода .
Вакуумное замешивание проводят в течение 15 с . Затем освобождают гайку привода от зажимного устройства привода, стряхивают гипс на дно емкости для смешивания и отсоединяют шланг вакуумного насоса .
С зластомерных оттисков удаляют лишнюю влагу. Смачиваемость или заполнение гипсом оттиска из гидрофобного оттискного материала можно улучшить с помощью сурфактанта . Нанесение сурфактанта в виде спрея позволяет уменьшить образование пор в модели .
Лишнюю влагу на поверхности гидроколлоидного оттиска также следует сдувать струей воздуха, не пересушивая оттиск .
Поверхность должна блестеть, но не иметь видимых следов воды .
Гидроколлоидный оттиск с матовой поверхностью является пересушенным, в результате чего может возникнуть определенная деформация .
Для заливки гипса в оттиск препарированного зуба используют мелкий инструмент .
Небольшой объем гипса наносят на боковую поверхность оттиска над препарированным зубом и удерживают оттиск на вибростоле до заполнения гипсом дна, те окклюзионной поверхности оттиска препарированного зуба (рис 18-1).
Оттиск наклоняют так. чтобы гипс медленно затекал на «дно» препарированного зуба, вытесняя по мере своего продвижения воздух (рис 18-2) .
Гипс добавляют малыми порциями . При использовании большого объема гипса попадает воздух, и в модели образуются поры . Гипс продолжают добавлять малыми порциями в одном месте до полного заполнения области препарирования изнутри . После заполнения препарированного зуба гипсом заливают оттиски зубов с обеих сторон Гипс наносят над препарированным зубом на высоту приблизительно 2,5 мм для достаточной толщины основания штампа (рис. 18-3).
Для отливки полной модели оттискную ложку удерживают на вибростоле, не опираясь на оттискный материал .
Небольшие порции гипса наносят в самом дистальном участке с одной стороны оттиска . Медленно поднимают дистальный край оттиска, чтобы гипс перемещался медиально. заполняя изнутри отпечаток каждого следующего зуба . Наклон оттискной ложки в разные стороны позволяет контролировать затекание гипса, избегая попадания воздуха . Добавляют гипс и удерживают оттискную ложку на вибростоле до заполнения всех зубов в оттиске . При отливке модели нижней челюсти оттиск помещают на рабочий стол и заполняют открытое язычное пространство влажной бумажной салфеткой . Это дает возможность отлить полное основание модели Оттиск не переворачивают до начала отвердевания . Залитый гипсом оттиск оставляют минимум на 1 ч, до истечения которого модель не отделяют от оттиска и не начинают обработку штампа . При работе с гидроколлоидным материалом оттиск на это время помещают в камеру с постоянной влажностью
Рис. 18-4. Сначала штамп обрезают на триммере
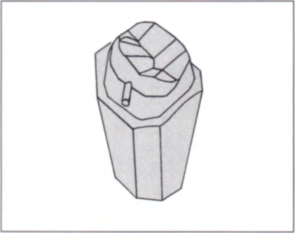
Рис. 18-5. Правильно обрезанный хвостовик штампа имеет немного больший диаметр, чем препарированный зуб
Изготовление штампа.
Осторожно отделяют отлитую модель от оттиска .
Поверхность препарированных зубов на модели можно покрыть материалом Супер-Сеп (Керр. Super-Sep) для защиты от эрозии или стирания в процессе обрезания модели .
Для этих целей также предлагается жидкость на основе вулканизированного латекса .
Перед срезанием лишнего гипса на триммере рабочие модели тщательно смачивают .
По периферии гипс не должен воспроизводить мягкие ткани за пределами десны, оставленной на модели .
При изготовлении штампа модель обрезают на триммере для удаления всех лишних участков гипса вокруг препарированного зуба (рис 18-4) .
При формировании хвостовика штампа модель обрезают, удерживая ее за основание .
При удерживании за препарированную область зуба во время обрезания хвостовика штамп может быть с ошлифован или сломан, что в дальнейшем приведет к неудовлетворительному прилеганию литой конструкции .
Хвостовик штампа должен быть немного большего диаметра. чем препарированная область зуба, и иметь восьмигранное сечение (рис 18-5), причем грани должны быть параллельны или иметь небольшой наклон к основанию .
Хвостовик делают параллельным продольной оси зуба
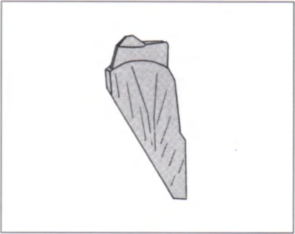
Рис. 18-6. Неправильно обрезанный штамп, хностовик которого наклонен к препарированному iy6y.
Расположение хвостовика под углом к продольной оси препарированного зуба затрудняет адаптацию края восковой модели (рис 18-6) .
Хвостовик должен иметь длину около 2,5 см (рис 18-7) .
Более короткий хвостовик труднее удерживать, когда на нем находится восковая модель . Грушевидной фрезой для обработки пластмассы обрезают штамп апикальиее границы препарирования (рис 18-8) .
Окончательное обрезание штампа начинают острым лезвием Мв 25 (рис 18-9) . Участок апикальнее границы препарирования сглаживают и удаляют грани дисковидной стороной моделировочного инструмента Таннера (5Т, Сьютер Дентал) (рис 18-Ю) . Неровности в гипсе будут повторяться на воске, когда инструмент для обработки края поднимается и опускается, следуя вдоль этих неровностей .
В этой части гипсового штампа также должен быть достаточный доступ для расположения гладилки при сглаживании краев (рис 18-11).
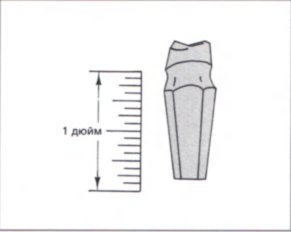
Рис. 18-7. Хвостовик должен иметь длину 2,5 см

Рис. 18-8. Штамп обрезают фрезой для обработки пластмассы
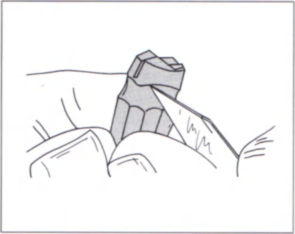
Рис. 18-9. Обработку хвостовика штампа в области границы препарирования завершают скальпелем
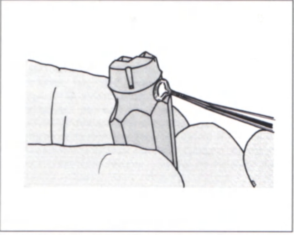
Рис. 18-10. Штамп апикальнее границы препарирования сглаживают дисковидной стороной моделировочного инструмента Таннера.
Контур штампа апикальиее границы препарирования должен соответствовать корню зуба для создания оптимального контура реставрации (рис 18-12) .
При наличии удовлетворительной границы препарирования отсутствует необходимость в поднутрении на поверхности штампа апикальнее этой границы . Поскольку инструмент для обработки краев восковой модели опирается на эту часть штампа, за счет поднутрения его наклон увеличивается, что приводит к увеличению толщины и неблагоприятному для десны контуру реставрации в при десневой области (рис 18-13).
После обрезания штампа границу препарирования отмечают острым красным карандашом Колорбрайт (рис 18-14) .
Это облегчает укорачивание краев восковой модели, если воск перекрывает границу препарирования . Маркировку границы препарирования проводят без избыточного усилия, во избежание ее сглаживания .
С этой целью не следует использовать черный графитовый карандаш .
При работе с обычным синим или зеленым воском для вкладок обозначенная черным цветом граница препарирования становится менее заметной и создает видимость неприлегающего, или открытого, края восковой модели по всей поверхности .
Кроме того, графит с его глиняной связующей может попасть в формовочную массу Остатки глиняной связующей могут контаминировать край литой конструкции .
На препарированную поверхность зуба на штампе наносят слой компенсаторного лака для создания пространства под цемент .
Окончательная толщина этого слоя зависит от числа нанесенных слоев, марки используемого материала и аккуратности нанесения . Со временем за счет испарения содержимое флакона сгущается, что требует периодического добавления растворителя Число слоев зависит от материала, но оптимальной считается толщина компенсаторного слоя 20-40 мкм. Препарированную поверхность зуба на штампе покрывают лаком, не доходя 0.5 мм до границы препарирования (рис 18-15) .
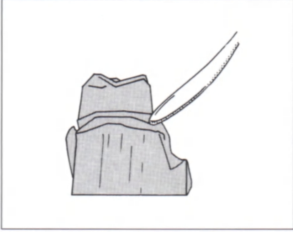
Рис. 18-11. Слишком короткий штамп не обеспечивает достаточного доступа для сглаживания краев

Рис. 18-12. Контуры штампа должны соответствовать естественному зубу
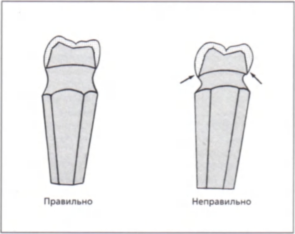
Рис. 18-13. Осевые контуры восковой модели зависят от обрезания штампа
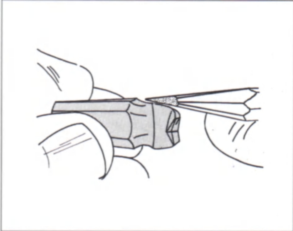
Рис. 18-14. Границу препарирования на штампе отмечают красным карандашом Коло>рбрайт
Между препарированным зубом и конструкцией, изготовленной на штампе с компенсаторным лаком, в полости рта имеется зазор .
При соблюдении осторожности этот лак можно использовать для покрытия проточек и других внутренних элементов препарирования, однако слишком густой лак может скапливаться по краям и углам проточек .
Наложение полных коронок с проточками происходит более полно при создании этого слоя независимо от того, наносился ли он в действительности в области проточек или нет .
Эта тема более подробно обсуждается в 22-й главе .
По границе препарирования на штампе можно нанести укрепляющий материал так на основе циаиакрилата или акриловой пластмассы) для профилактики повреждения инструментами в ходе воскового моделирования .
Однако такой материал следует использовать с осторожностью, он должен иметь низкую вязкость и наноситься в небольшом количестве .
Толщина слоя цианакрилата по границе препарирования может варьироваться от 1.0 до 25 мкм. а толщина акриловых лаков - 4,0-10 мкм .
При наличии слишком густого упрочняющего агента и (или) неаккуратном его нанесении создается слишком толстый компенсаторный слой вокруг границы препарирования, что ведет к неудовлетворительному краевому прилеганию готовой реставрации . При изготовлении цельнолитой конструкции несъемного частичного протеза без паяного соединения использование штампа в виде моноблока обеспечивает наиболее предсказуемый результат Это предполагает, что штампы всех препарированных зубов остаются соединенными между собой за счет общего основания (рис 18-16) .
Область дефекта зубного ряда гравируют для обеспечения хорошего визуального контроля и условий для обработки края .
Рабочая модель со съемным штампом

Рис. 18-15. Компенсаторный лак наносят на препарированную часть штампа
Рис. 18-16. Штамп в виде моноблока для изготовления несъемного частичного протеза с опорой на второй премоляр и второй моляр
Некоторое время назад возросла популярность методики изготовления штампов, которые можно снимать с рабочей модели .
Удобство заключается в том. что при переносе на рабочую модель восковые модели коронок или колпачков не нужно снимать со штампов .
Это особенно важно при изготовлении керамических реставраций, поскольку необожженный материал довольно хрупок .
При использовании съемных штампов исключается несоответствие между отдельным штампом и рабочей моделью в результате деформации или повреждения оттиска между отливанием моделей, а также при изготовлении модели и штампа по двум неидентичным оттискам .
При работе со съемными штампами также исключаются несоответствия, которые могут возникнуть при покрытии компенсаторным лаком только штампа или при разной толщине компенсаторных слоев на штампе и рабочей модели .
Основным недостатком системы со съемными штампами является риск погрешности при восковом моделировании в случае неточной установки штампа в рабочую модель.
При работе с системой со съемными штампами следует выполнять следующие требования.
1 Штампы должны точно возвращаться в свое исходное положение.
2 Штампы должны оставаться стабильными даже при переворачивании модели.
3 Модель со штампами должна легко устанавливаться в артикуляторе.
Можно использовать несколько методов репозиционирования штампа в рабочую модель с помощью специальных приспособлений (рис 18-17). Большинство из них можно ориентировать относительно оттиска до его заливания гипсом (метод до отливки) или прикрепить к нижней части уже отлитой модели (метод после отливки). Для расположения штампа препарированного зуба в рабочей модели перед отливкой или после нее можно использовать конический с плоской гранью латунный штифтовой хвостовик .
Также можно установить штифтовые хвостовики из нержавеющей стали с плоской гранью и проволочными направляющими . Стабильность другого типа одиночных хвостовиков обеспечивает их изогнутая форма (внешняя кривая. Уимблдон Мидвест. Outside Curve, Wimbledon Midwest) .
Вершина хвостовика выступает из модели сбоку, а не со стороны ее основания.
Одиночные хвостовики просты в использовании, но не обеспечивают такой антиротационной устойчивости, как двойные хвостовики (Твин Пин, Денерика, Twin Pin, Denerica Dental Corp. Джей-Пин, Нэшнл Кийстоун Продактс, J-Pin, National Keystone Products Со). Два отдельных хвостовика можно зацементировать в параллельных каналах, фрезерованных с нижней стороны модели с помощью специального фрезерного пресса (Пиндекс, Колтин Уэйлдент, Pmdex).
Существуют пластиковые ложки заданной формы с большим числом ориентировочных горизонтальных направляющих и вертикальных граней для повторной установки штампов в модели . Такие ложки особенно удобны при изготовлении литых штифтовых культееых реставраций, когда лабораторный штифтовой хвостовик может перфорировать препарированную поверхность корневого канала зуба на штампе, а также при изготовлении огнеупорных штампов для обжига керамических реставраций.
Ниже описаны четыре системы.
1. Прямой штифтовой хвостовик.
2 Изогнутый штифтовой хвостовик.
3 Система Пиндекс.
4 Ложка Дай-Ло« (Di-lock).
Еще одна система - Аккутрак (Accutrac) - представлена в 24-й главе в разделе изготовления виниров.
Прямой штифтовой хвостовик
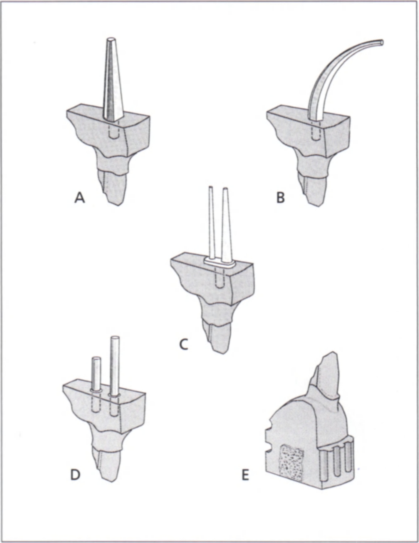
Рис. 18-17. Типы антиротационных приспособлении, используемых для съемных штампов:.
А - одиночный хвостовик с плоской гранью;.
В -одиночный изогнутый хвостовик;.
С - двойной прямой хвостовик с единой головкой;.
D - два отдельных параллельных хвостовика;.
Е -пластиковая наружная ложка с направляющими
Прямой штифтовой хвостовик для ориентирования штампов применяется уже в течение многих лет.л большинство других хвостовиков являются его модификациями .
Латунный штифтовой хвостовик считается одним из наиболее устойчивых к горизонтальному смещению и предпоследним из четырех систем съемных штампов по вертикальному отклонению .
Штифтовой хвостовик устанавливают над каждым препарированным зубом в оттиске .
Точное расположение хвостовика может являться проблемой при неаккуратной установке штифтовые хвостовики могут повредить края, ослабить штамп или затруднить отделение штампа от модели .
При маркировке нужного места расположения хвостовика по краю оттиска и последующем его произвольном введении после заливания оттиска гипсом возможно оседание хвостовика в гипсе .
Более точным расположение будет при предварительном размещении хвостовика и его стабилизации на месте до заливания оттиска гипсом . Существуют специально созданные приспособления для точного расположения хвостовиков перед заливкой оттиска гипсом .
В одном из них с помощью вязкой мастики оттиск точно удерживается в воспроизводимом положении на подвижном столике, при этом хвостовики подвешены над оттиском на магнитах неподвижного столика большего размера .
По периферии в оттиск вставляются проволочные зажимы, которые можно приобрести или изготовить из ортодонтической проволоки . Плоскую грань хвостовиков также можно стабилизировать по отношению к головкам горизонтальных прямых штифтов, выступающих из мастики вдоль края оттиска .
Штифт располагается в пространстве над каждым препарированным зубом .
К сожалению, в этой методике хвостовики направляются, но не фиксируются штифтами .
Она может использоваться опытным техником, но не рекомендуется начинающим

Рис. 18-18. Штифтовые хвостовики устанавливаются над оттиском с помощью заколок
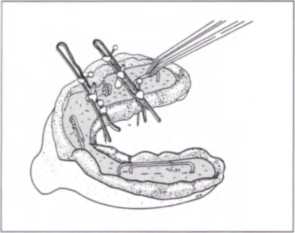
Рис. 18-19. В жидком первом слое гипса в несъемных участках модели устанавливают каниелярские скрепки для ретенции со вторым слоем гипса
Рмс. 18-20. Гига смазывают вокруг штифтовых хвостовиков
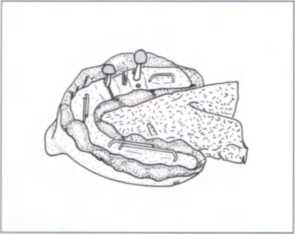
Рис. 18-21. Открытый центральный отдел оттиска можно заполнить влажной бумажной салфеткой.
Принадлежности к системе штифтовых хвостовиков.
13 Соболья кисточка.
14 Вазелин.
15 Триммер для моделей.
16 Лобзик с полотном.
17. Зуботехнический нож с лезвием Ns 25.
18 Прямой наконечник и грушевидная фреза для обработки акриловой пластмассы.
19 Красный карандаш Колорбрайт.
В зуботехнической лаборатории можно найти предметы, которые обычно используются для ориентирования хвостовиков иглы для шприцев, канцелярские скрепки, заколки и бумажные фитили .
Хвостовик помещают между плечами заколки, чтобы закругленная сторона хвостовика была направлена к волнистому плечу заколки, а плоская грань -к плоскому плечу Затем заколку располагают поперек оттиска в щечно-язычном направлении, чтобы хвостовик находился в проекции центра препарированного зуба .
Прямую булавку вводят между плечами заколки и в оттискный материал с вестибулярной и язычной стороны каждого зуба, над которым требуется установить хвостовик .
Липким воском стабилизируют хвостовик в заколке и саму заколку на прямых булавках (рис 18-18)
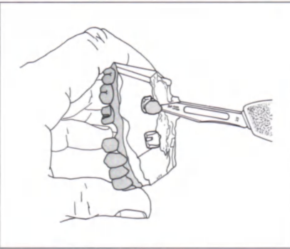
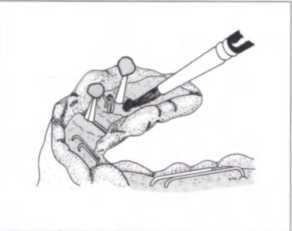
Рис. 18-22. Воск на вершинах хвостовиков удаляют
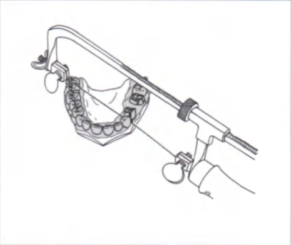
Рис. 18-23. Штампы отделяют от остальной модели тонкой пилой
Оттиск заливают гипсом для штампов, заполняя отпечатки зубов и перекрывая гофрированный край штифтового хвостовика .
Хвостовик должен быть параллелен длинной оси препарированного зуба и не касаться оттиска .
До отверждения в гипсе можно установить канцелярские скрепки или пружинные шайбы для ретенции цокольной части модели, которая будет добавлена в дальнейшем (рис 18-19) .
Эти ретенционные элементы вводят в другие участки модели, которые не будут удаляться с готовой модели Последующее удаление штампа можно облегчить, сделав съемными зубы дистально от препарированного, при установке штифтового хвостовика в этом сегменте модели .
После отверждения гипса из оттиска удаляют прямые булавки и заколки На вершине каждого хвостовика помещают небольшой шарик из мягкого вспомогательного воска .
На вершине хвостовика также можно установить пластиковую трубку длиной 2.5 см с внутренним диаметром около 1,27 мм в качестве ориентира расположения хвостовика после отливания цоколя модели .
На каждом штампе вырезают V-образную вестибулярно-язычную направляющую проточку или круглое углубление для облегчения последующей полной и аккуратной установки штампа в процессе работы .
Затем гипс вокруг каждого хвостовика смазывают тонким слоем вазелина или специального сепарирующего средства для легкого отделения штампов от рабочей модели в дальнейшем (рис 18-20) .
Излишки смазочного материала удаляют .
В открытое язычное пространство помещают влажную бумажную салфетку .
Это позволяет отлить полное основание модели (рис 18-21) .
После отливания основания выступы и неровности гипса оставляют для ретенции монтажного гипса в последующем .
После отверждения гипса модель удаляют из оттиска и обрезают на триммере Острым ножом раскрывают сферы из вспомогательного воска и удаляют их (рис 18-22)
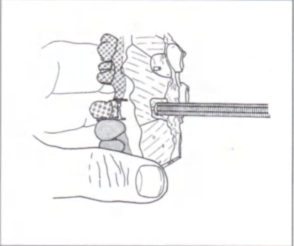
Рис. 18-24. После отделения штампов от модели, постукиванием по вершине хвостовика освобождают штамп от модели.
Необходимо тщательно удалять весь воск и избегать крошек гипса вокруг вершины штифтового хвостовика .
Гипс оставляют для отверждения на 24 ч .
После высыхания и отвердевания гипса лобзиком с тонким полотном производят распил через слой гипса для штампов (рис 18-23) Распилы должны окружать каждый штамп с медиальной и дистальной стороны и немного конвергировать в апикальном направлении .
Ручкой инструмента осторожно постукивают по вершине хвостовика и освобождают штамп (рис 18-24) .
Штамп снимают с модели и срезают излишки гипса с десневой стороны границы препарирования (рис 18-25) .
Обрезание штампа завершают зуботехническим ножом с лезвием № 25, после чего отмечают границу препарирования красным карандашом
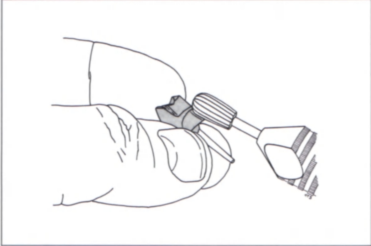
Рис. 18-25. Основание штампа обрезают фрезой для акриловой пластмассы
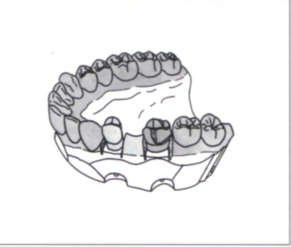
Рис. 18-26. Штампы вновь установлены в модели
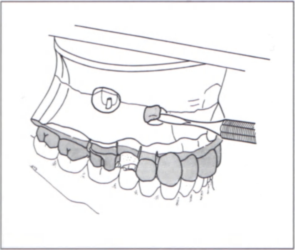
Рис. 18-27. После установки моделей в артикуляторе удаляют воск с вершин хвостовиков.
Процедуру повторяют для каждого штампа модели .
Следует убедиться в отсутствии загрязнения поверхности рабочей модели и конического канала для хвостовика, что является залогом успеха при любой методике работы со съемными штампами Неполное наложение штампа скорее всего связано с загрязнением направляющих каналов- и приводит к неточному восковому моделированию .
Затем повторно устанавливают штампы для проверки их припасовки и стабильности (рис 18-26).
Вновь помещают вспомогательный воск в углубления вокруг вершин хвостовиков, чтобы изолировать их от гипса .
Модель замачивают в воде и устанавливают в артикулято-ре с помощью монтажного гипса .
После отвердевания гипса удаляют воск, покрывающий вершины хвостовиков (рис 18-27) .
Повторно проверяют отсутствие частиц гипса или воска в этих углублениях .
Хвостовики этого типа также можно цементировать в углублениях, фрезерованных на плоской нижней стороне модели, которая уже отлитаV.
Изогнутый хвостовик.
Для установки в рабочей модели изогнутые хвостовики можно зафиксировать на оттиске перед отливанием модели или зацементировать в каналах, фрезерованных в ранее отлитой модели .
При установке хвостовиков до заливания оттиска гипсом изогнутый хвостовик сначала вводят в большое отверстие установочной направляющей .
Этот блок с установочной направляющей, ориентированный в вестибулярно-язычном направлении, располагают так. чтобы головка хвостовика погружалась в оттиск препарированного зуба на 1-2 мм .
Вершина хвостовика обычно направлена вестибулярно, однако при язычном расположении зуба направление хвостовика меняют для более простого извлечения .
Прямую булавку вводят в одно из трех отверстий в вестибулярной части установочной направляющей и в вестибулярную складку оттиска .
Другую булавку вводят через одно из отверстий в язычной части направляющей в язычную часть оттиска (рис 18-28) .
Хвостовик не должен касаться оттиска, а его головка должна быть почти параллельна длинной оси зуба .
Этот этап повторяют для всех препарированных зубов и в области промежуточной части несъемных частичных протезов .
При изготовлении несъемного частичного протеза хвостовик также должен быть установлен приблизительно в центре каждого сегмента с непрепарированными зубами .
Это позволит удалить эти сегменты гипсовой модели для создания лучшего доступа к придесневым краям восковых моделей опорных элементов
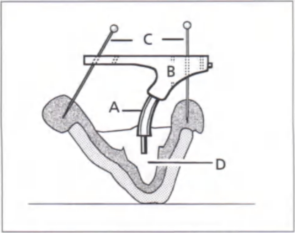
Рис. 18-28.
положение относительно оттиска изогнутого хвостовика (А), установочной направляющей. прямых булавок (С) и первого слоя гипса для штампов (О)
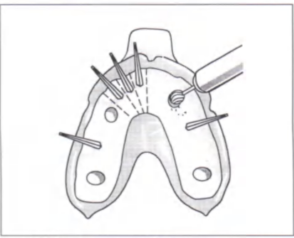
Рис. 18-29. Углубления около 2.0 мм создают с каждой стороны от хвостовиков в двух крупных сегментах модели с непрепарированными зубами. Пунктирные линии указывают направчение последующих распилов модели
На вибростолике гипсом для штампов заполняют оттиск для покрывания головок и 1-2 мм самого толстого шестигранного участка хвостовиков .
При этом оттиск заполняют, не доходя приблизительно 4 мм до при десневой границы препарирования .
После отвердевания гипса для штампов осторожно удаляют две прямых булавки и снимают установочную направляющую с каждого хвостовика .
Для упрощения локализации на модели каждого крупного сегмента с непрепарированными зубами большой фрезой для обработки акриловой пластмассы создают отверстия глубиной 2 мм с каждой стороны от хвостовика (рис 18-29).
Гипс смазывают вазелином для последующей изоляции от цокольной части модели (рис 18-30) кроме того, тонкий слой вазелина наносят на открытые участки хвостовиков .
Оттиск окантовывают воском, чтобы концевые участки хвостовиков немного выходили за пределы размягченного воска (рис 18-31) .
Окантованный оттиск заливают желтым стоматологическим гипсом .
Хвостовики должны быть покрыты слоем гипса толщиной не менее 2 мм, за исключением вершин, которые погружены в опалубный воск .
После отвердевания гипса опалубный воск удаляют и осторожно производят вертикальные распилы с обеих сторон от каждого штампа, чтобы не повредить границы препарирования (рис 18-32) .
Распилы должны полностью доходить до гипса подлежащей цокольной части .
Каждый сегмент отделяют от рабочей модели, нажимая или постукивая по выступающей вершине изогнутого хвостовика рукояткой ножа (рис 18-33).
Для установки хвостовиков после отливания модели оттиск заливают гипсом для штампов и получают рабочую модель в виде подковы .
На триммере основание модели делают плоским на расстоянии не более 10 мм от шеек зубов (рис 18-34) .
Тонкие модели легче распиливать, а короткие штампы стабильнее длинных .
На основании модели фрезеруют отверстие глубиной 5 мм строго в проекции центра каждого препарированного зуба, в области промежуточной части и над сегментом с непрепарированными зубами (рис 18-35) .
Эти отверстия можно создать сверлом диаметром 2 мм (No 47) в наконечнике или с помощью фрезерного пресса (система Пиндекс). Если съемный сегмент превышает ширину двух зубов, гипс с каждой стороны от канала для хвостовика гравируют на глубину около 2 мм большой фрезой для обработки акриловой пластмассы (рис 18-36).
Проверяют, чтобы в каждом канале головка изогнутого хвостовика погружалась на всю длину .
При необходимости канал очищают сверлом .
По очереди цементируют хвостовики в каналах, нанося каплю цианакрилатного цемента в каждый канал (рис 18-37) .
Головки хвостовиков полностью погружены (рис 18-38), а вершины направлены вестибулярно (рис 18-39)
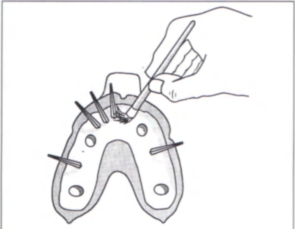
Рис. 18-30. Гипс и хвостовики смазывают вазелином
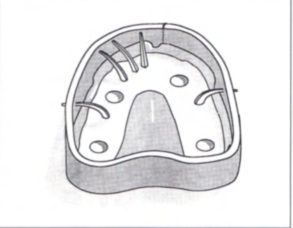
Рис. 18-31. Оттиск окружают опалубным воском, оставляя снаружи вершины хвостовиков
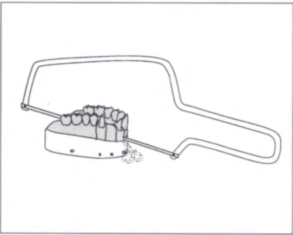
Рис. 18-32. Распилы в готовой модели
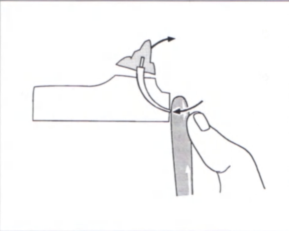
Рис. 18-33. Сегмент удаляют, надавливая на выступавшую вершину изогнутого хвостовика
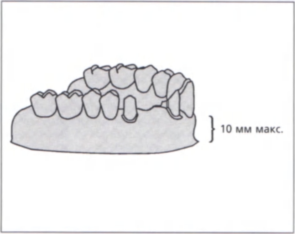
Рис. 18-34. Рабочая модель обрезана для установки цементируемых хвостовиков
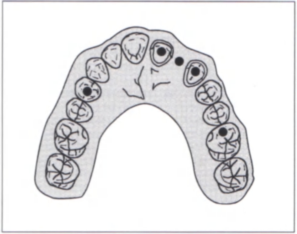
Рис. 18-35. На нижней поверхности модели фрезеруют каналы строго в отмеченных участках
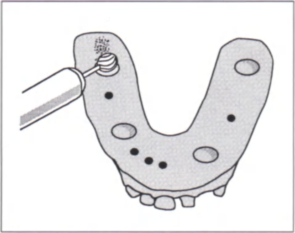
Рис. 18-36. Модель гравируют большой фрезой для обработки акриловой пластмассы
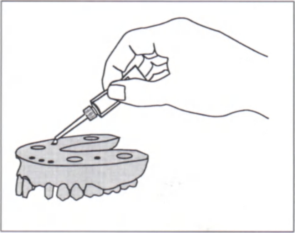
Рис. 18-37. В каждый фрезерованный канал вводят каплю цианакрилатного цемента
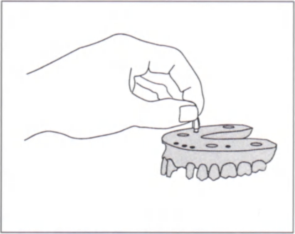
Рис. 18-38. В заполненном цементом канале устанавливают головку изогнутого хвостовика
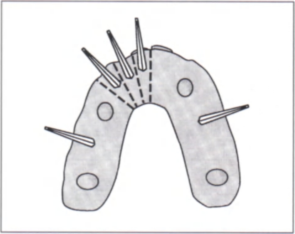
Рис. 18-39. Изогнутый хвостовик цементируют в каждой съемной части рабочей модели. Пунктирные линии указывают участки распила сегментов после отливания цокольной части модели.
После отверждения цемента тонким слоем вазелина покрывают плоскую поверхность модели и свободные участки хвостовиков .
Модель окантовывают воском, отливают цоколь и отделяют штампы, о чем говорилось ранее.
Система Пиндекс.
В системе Пиндекс используется обратный фрезерный пресс для изготовления рабочей модели со штампами, которые можно удалять и устанавливать повторно с большой точностью (рис 18-40) . Оттиск заливают гипсом без предварительного расположения и фиксации штифтовых хвостовиков .
Устройство точно фрезерует параллельные каналы снизу обрезанной модели .
Оттиск заливают обычным способом, добавляя приблизительно 20 мм гипса выше края оттискной ложки (рис 18-41).
Это обеспечивает достаточный объем гипса для дальнейшего обрезания модели до нужной толщины без необходимости добавления гипса для штампов .
Добавленный к цоколю гипс может отделиться от нижней поверхности штампов при установке хвостовиков или удалении штампов для обрезания .
После отвердевания гипса в течение 60 мин модель извлекают из оттиска и снова заливают оттиск для получения резервной модели .
Перед обрезанием модель тщательно смачивают - во избежание загрязнения препарированных зубов .
С помощью триммера сглаживают острые углы в задней части цоколя модели Затем обрезают основание модели, прижимая заднюю часть цоколя к столику триммера (рис 18-42) . Модель обрезают до удаления всех шероховатых, неровных участков и поднутрений на нижней поверхности .
Модель должна плотно прилегать к плоской поверхности рабочего стола, а расстояние от основания модели до границы препарирования должно составлять не менее 15 мм (рис 18-43). Плоское основание модели гарантирует параллельное фрезерование каналов для хвостовиков.
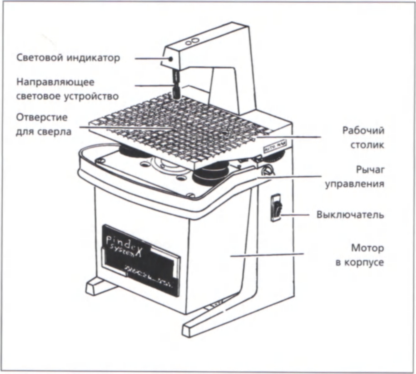
Рис. 18-40. Элементы устройства Пиндекс
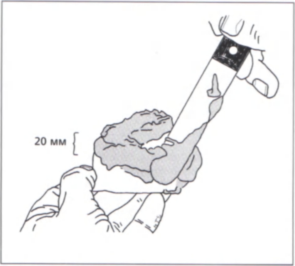
Рис. 18-41. Добавляют достаточный объем гипса для последующего обрезания
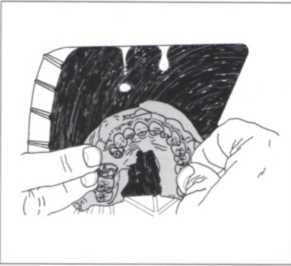
Рис. 18-42. На триммере обрезают основание модели
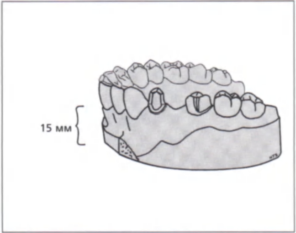
Рис. 18-43. Толщина модели должна составлять 15 мм без учета высоты зубов
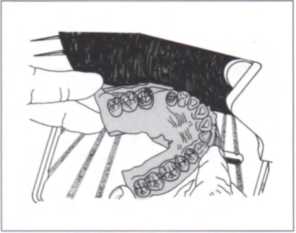
Рис. 18-44. На триммере обрезают края модели
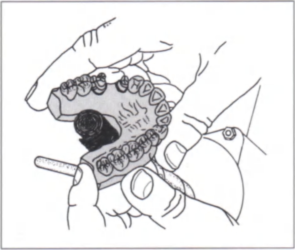
Рис. 18-45. Небную (язычную) часть сошлифовывают на шлифмоторе
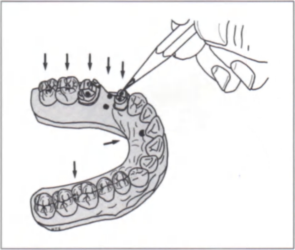
Рис. 18-46. Карандашом отмечают расположение каналов для хвое IОВИКОВ
С помощью триммера удаляют излишки гипса по краю модели (рис 18-44) .
Модель промывают для очистки от загрязнения .
Весь лишний гипс в язычной (небной) области удаляют на шлифмоторе (рис 18-45) . Язычный край модели должен быть слегка наклонен к основанию, чтобы в дальнейшем облегчить снятие штампов .
Вестибулярно-язычная ширина модели должна составлять приблизительно 20 мм . Требуемое расположение хвостовиков отмечают карандашом на окклюзионных поверхностях препарированных или других зубов . Устанавливают по два хвостовика для каждого штампа, каждого дефекта зубного ряда и каждого концевого сегмента с непрепарированными зубами (рис 18-46).
На боковой поверхности устройства нажимают включатель .
Светящийся красный индикатор указывает на включенное состояние .
Подготовленную модель устанавливают на рабочем столике, так. чтобы первая карандашная отметка совпала со светящейся точкой направляющего светового луча (рис 18-47) .
Большими пальцами обеих рук сильно прижимают модель вниз .
Остальными пальцами захватывают рычаг управления (рис 18-48) Это позволяет оператору стабилизировать модель, когда фрезерный блок движется вверх и создает каналы для хвостовиков .
Рычаг управления поднимают медленным плавным усилием, рассчитывая продолжительность цикла 3-5 с .
При достижении соответствующей глубины красный световой индикатор отключается, указывая на завершение фрезерования канала На рычаг управления усилие больше не оказывают Таким образом завершают фрезерование все каналов для хвостовиков .
Для получения лучших результатов модель следует слегка увлажнить, чтобы предупредить образование пыли и ее скопление вокруг каналов для хвостовиков .
Однако следует помнить, что влажный не означает мокрый . Струей сжатого воздуха и зубной щеткой очищают каналы для хвостовиков (рис 18-49) .
Ручной разверткой удаляют все оставшиеся в каналах частицы (рис 18-50) .
Перед цементированием проверяют погружение хвостовиков на нужную глубину .
Во избежание возникновения поднутрений шейка хвостовика должна быть на одном уровне с основанием модели . Несколько минут, потраченных на проверку перед цементированием, позволяют предупредить разрушение модели при цементировании . Для фиксации хвостовиков в каналах можно использовать любой цианакрилатный цемент Модель следует тщательно просушить .
Небольшое количество цемента наносят на край каждого хвостовика (рис 18-51) Избыточный объем цемента при плотном прилегании хвостовика к каналу может создать значительное гидравлическое давление, препятствующее полному введению Процесс установки хвостовиков упрощается при введении в первую очередь коротких хвостовиков в язычные (небные) каналы (рис 18-52) .
При расположении длинных хвостовиков в вестибулярных каналах вершины хвостовиков более доступны для извлечения после установки моделей в артикуляторе .
После застывания цемента на хвостовиках устанавливают втулки, так. чтобы плоские грани у их основания были направлены одна к другой (рис 18-53) Белые втулки устанавливают на длинных хвостовиках, а серые - на коротких .
Основание модели покрывают тонким слоем вазелина (рис 18-54) .
Излишки вытирают ватной турундой. пальцем или сухим ватным аппликатором .
При наличии видимых излишков смазывающего материала между моделью и ее цокольной частью образуется зазор, что приводит к погрешностям в расположении штампов при их повторной установке после отделения от модели
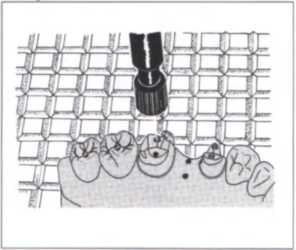
Рис. 18-47. Маркировка располагается под светящейся точкой

Рис. 18-48. Большие пальцы стабилизируют модель во время поднимания остальными пальцами рычага управления
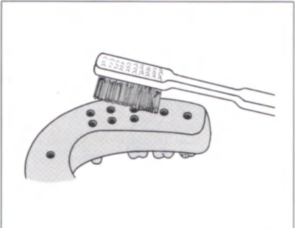
Рис. 18-49. Каналы для хвостовиков очищают от загрязнения
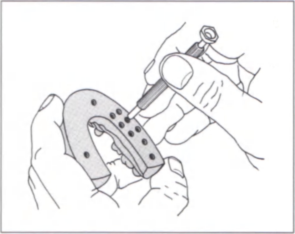
Рис. 18-50. Каналы для хвостовиков прочищают с помощью ручной развертки
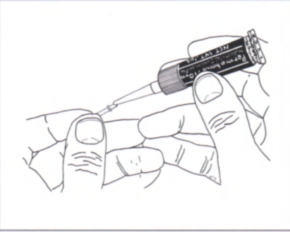
Рис. 18-51. При фиксации вершины хвостовиков покрывают цианакрилатным цементом
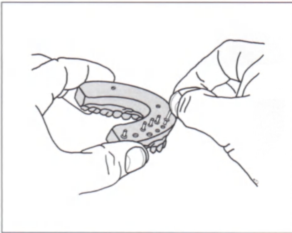
Рис. 18-52. Вначале устанавливают короткие, а затем длинные хвостовики
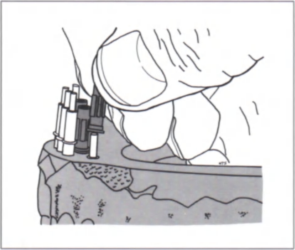
Рис. 18-53. Белые втулки устанавливают на длинных хвостовиках, а серые - на коротких
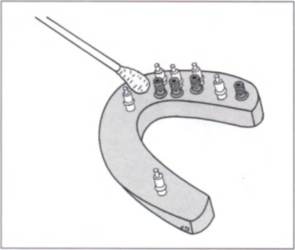
Рис. 18-54. Основание модели покрывают тонким слоем вазелина
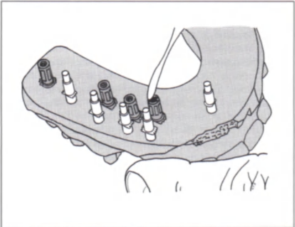
Рис. 18-55
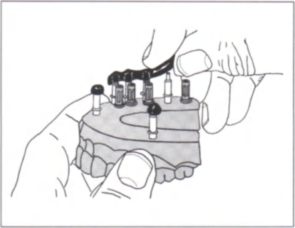
Рис. 18-56. Вершины длинных хвостовиков покрывают вспомогательным воском
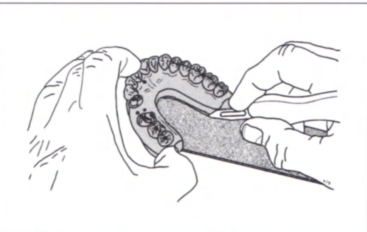
Рис. 18-57. Из опалубного воска вырезают заполнитель небного (язычного) пространства
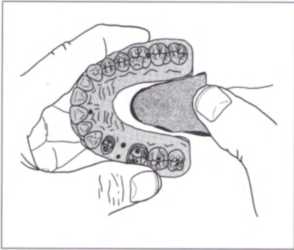
Рис. 18-58. Заполнитель помешают на модель
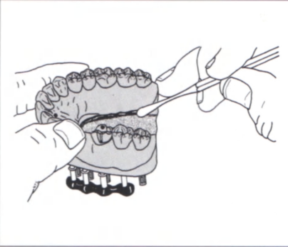
Рис. 18-59. Заполнитель фиксируют на модели
На вершины коротких втулок наносят небольшое количество размягченного воска, чтобы не залить их гипсом при изготовлении вторичного цоколя (рис 18-55) .
Вдоль вершин длинных хвостовиков накладывают полоску вспомогательного воска для облегчения удаления штампов в дальнейшем (рис 18-56) . Небольшие шарики воска помещают на вершины одиночных хвостовиков на противоположной стороне модели . Цокольную часть модели можно изготовить двумя способами .
Первый является традиционным методом окантовывания модели . Используя модель как шаблон, из полоски опалубного воска вырезают участок для заполнения небного (язычного) пространства (рис 18-57) и-образную пластинку воска помещают в соответствующее пространство (рис 18-58) и фиксируют ее к модели из гипса для штампов горячим шпателем № 7 (рис 18-59).
Полоску опалубного воска обжимают вокруг края модели и фиксируют горячим инструментом (рис 18-60) .
Плотно адаптируют вспомогательный воск, чтобы не допустить протекание гипса в зубодесневые борозды и на осевые поверхности зубов .
Цоколь отливают из гипса III типа (Микростоун, Уип-Микс. Microstone) .
Начиная с области расположения хвостовиков, добавляют малые порции гипса до полного их покрытия (рис 18-61).
Для второго метода используют специальные формирователи цоколя для полной и частичной моделей . Глубина формы соответствует длине длинных хвостовиков .
Для отливки цоколя также используют гипс Микростоун . На вибростолике гипсом заполняют основание формы цоколя (рис 18-62). Небольшое количество гипса добавляют на основание модели, осторожно нагнетая его между хвостовиками (рис 18-63).
Модель переворачивают и медленно погружают ее в форму цоколя до контакта воска на вершинах хвостовиков с основанием формы (рис 18-64)
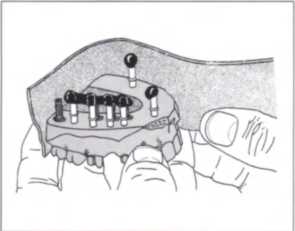
Рис. 18-60. Опалубныи воск обжимают вокруг модели
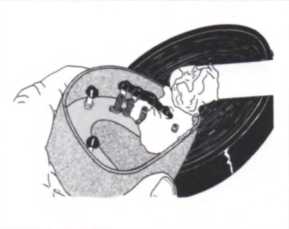
Рис. 18-61. Цоколь отливают из гипса III типа
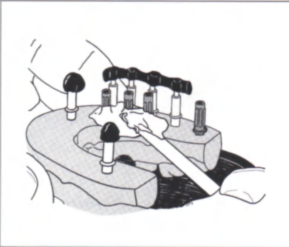
Рис. 18-61. Гипс нагнетают вокруг оснований хвостовиков
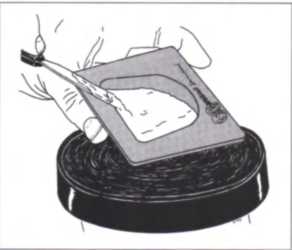
Рис. 18-62. Основание формы цоколя иполняют гипгом III типа.
Необходимо следить, чтобы модель не утонула в гипсе . Излишки гипса удаляют по мере его появления по краю модели .
Отверждение цоколя происходит не менее 30 мин .
После удаления воска или формы цоколя модель смачивают и обрезают на триммере . Край модели обрезают до появления ровного и четкого соединения гипса для штампов и цокольного гипса . Перед распилом штампов модель оставляют для высыхания . Модель с хвостовиками можно отделить от цоколя одним блоком, что позволяет разделить ее на штампы снизу .
Это особенно удобно при ограниченном межзубном пространстве и возможном вследствие этого повреждении границы препарирования .
Для обычного несъемного частичного протеза из трех единиц распил штампов, как правило, можно выполнить с окклюзионной стороны .
При таком доступе видны границы препарирования, поэтому этот метод предпочтителен для начинающего специалиста.
При другом методе разделения штампов на первом этапе удаляют вспомогательный воск, находящийся на вершинах длинных хвостовиков (рис 18-65). Затем карандашом отмечают нужное расположение распилов с вестибулярной и язычной стороны модели (рис 18-66) .
Для удаления модели единым блоком рукояткой инструмента осторожно постукивают по всем выступающим хвостовикам (рис 18-67) . Это продолжают до освобождения модели от цоколя . Модель удаляют и продляют карандашные линии на нижнюю сторону модели для маркировки расположения нужных распилов . Разделение штампов проводят снизу лобзиком (рис 18-68) Распил должен заканчиваться на расстоянии 1-2 мм от границы препарирования .
Окончательное разделение проводится осторожным прижиманием двух сегментов одного к другому . Таким образом между сегментами происходит аккуратный перелом без повреждения границы препарирования Для разделения штампов с окклюзионной стороны медленно начинают распиливание, осторожно обходя границы препарирования (рис 18-69)
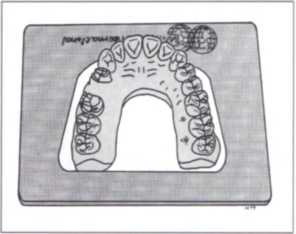
Рис. 18-64. Модель помешают на основание формы цоколя

Рис. 18-65. Воск нал длинными хвостовиками удаляют
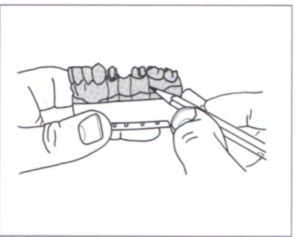
Рис. 18-66. Линии распила отмечают карандашом
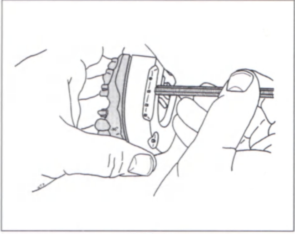
Рис. 18-67. При постукивании по хвостовикам ручкой инструмента происходит отделение модели
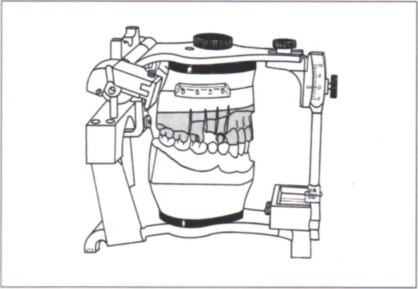
Рис. 18-68.
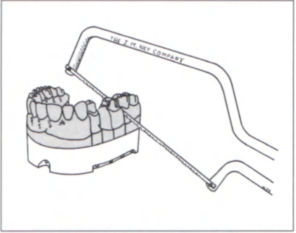
Рис. 18-69. Разделение штампов также можно выполнить с окклюзионной стороны модели
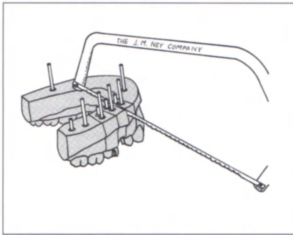
Рис. 18-70. Освободить штампы также можно с помощью большого штопфера для амальгамы
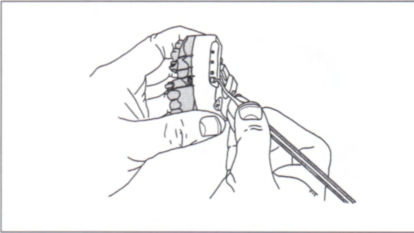
Рис. 18-71. Готовая модель в артикуляторе.
.
Во избежание повреждения зубов с противоположной стороны зубного ряда, первый распил производят медиально от сегмента с препарированными зубами.
Нерабочий сегмент или квадрант удаляют для обеспечения хорошего доступа и свободы перемещения при распиливании штампов.
До удаления штампа следует сделать распил через всю толщину гипса.
Для удаления одиночных штампов большим штопфером для амальгамы или ручкой инструмента нажимают на выступающий край хвостовика до отделения штампа от цоколя (рис 18-70).
Для облегчения извлечения штампов в ходе последующих этапов распил должен быть параллелен или немного конвергировать с хвостовиком . Если основание штампа шире препарированного зуба, то штамп блокируется и утрачивается основное преимущество съемных штампов.
После разделения штампов их обрезают обычным образом.
Красным карандашом отмечают границы препарирования.
Упрочняющий и компенсаторный лаки наносят на штамп согласно инструкции производителя.
Перед монтажом модели и еще до замешивания монтажного гипса оценивают высоту цоколя в артикуляторе.
Слишком высокий цоколь ограничивает закрывание артикулятора . При необходимости уменьшения цоколя перед его с ошлифовывай ием на триммере с модели удаляют сегменты с хвостовиками.
Затем вновь соединяют две части модели и помещают небольшое количество вспомогательного воска на вершины хвостовиков . Это исключает блокирование монтажным гипсом доступа к хвостовикам.
После отвердевания монтажного гипса удаляют воск с хвостовиков.
Модель готова для воскового моделирования (рис 18-71).
Ложка для замыкания штампов Дай-Лок (Di-Lok)
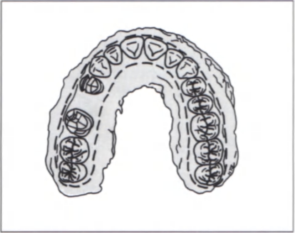
Рис. 18-72. Отлитая модель имеет U-образную форму без гипса в центре

Рис. 18-73. Язычную сторону модели обрезают на шлиф-моторе
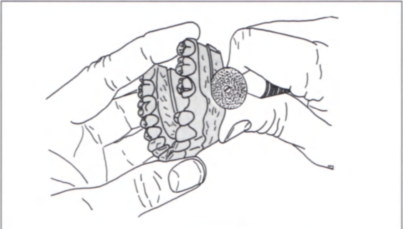
Рис. 18-74. На цоколе создают горизонтальные проточки для ретенции
Для соединения рабочей модели и штампов также можно использовать разборную пластиковую ложку с внутренними направляющими проточками и пазами.
Использование такой ложки приводит к минимальной вертикальной погрешности.
Как и при работе с другими системами Сьемных штампов, особое внимание следует уделять чистоте и максимально точной припасовке элементов.
Перед использованием ложки проверяют наличие для нее пространства по установленным в артикуляторе диагностическим моделям.
При необходимости монтажа модели близко к верхней раме артикулятора или шарнирной оси следует использовать альтернативную методику.
Принадлежности к оттискной ложке Дай-Лок.
1 Вакуумный смеситель с емкостью 500 мл и шлангом вакуумного насоса.
2 Вибростолик.
3.
Мерник для воды.
4 Большой и малый шпатели.
5 Гипс для штампов (Силки-Рок, Вел-Микс).
6 Камера с постоянной влажностью 7. Ложка Дай-Лок.
8 Триммер для моделей.
9 Абразивный круг на шлифмоторе.
10 Прямой наконечник, сепарационный диск на дискодержателе, грушевидная фреза для обработки пластмассы.
11. Лобзик с тонким полотном.
12 Красный карандаш Колорбрайт
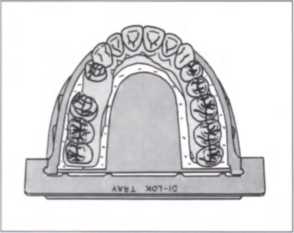
Рис. 18-75. Модель погружают в ложку с гипсом
Оттиск зубного ряда полностью заливают гипсом для штампов .
Гипс остается в пределах U-образной дуги толщиной около 2,5 см .
Гипс не должен попадать в открытое язычное пространство, допускается лишь минимальное наличие гипса на вестибулярном валике оттиска .
Модель отделяют от оттиска после отвердевания гипса в течение 1 ч U-образную модель с открытым язычным пространством обрезают, чтобы она поместилась в ложку Дай-Лок (рис 18-72).
На триммере обрезают вестибулярную поверхность модели с наклоном к ее основанию .
Модель тщательно просушивают. затем обрезают язычную поверхность модели абразивным кругом на шлифмоторе (рис 18-73) и проверяют прилегание модели в ложке Дай-Лок .
Сепарационным диском в прямом наконечнике делают проточку на цсжоле модели (рис 18-74) . С внутренней и наружной стороны модели наносят одну или две горизонтальные проточки для создания поднутрений для ретенции модели в гипсе, заполняющем ложку .
Цокольную часть модели замачивают в воде приблизительно на 5 мин .
Замешивают гипс и на вибростолике вводят его в ложку, наполняя ее примерно на три четверти .
Модель погружают в гипс раскачивая ее для исключения воздушных пор .
После установки модели пришеечный край зубов должен находиться приблизительно на 4 мм выше края ложки Выступившие вдоль края модели и на уступе ложки излишки гипса аккуратно вытирают .
Таким образом модель в ложке оказывается окружена споем гипса (рис 18-75) . Гипс оставляют для отвердевания и высыхания .
Для заключительного этапа изготовления штампов модель извлекают из ложки .
Ложку разбирают, подняв заднюю часть и затем выдвинув вперед щечный сегмент (рис 18-76) .
Модель легко освобождается при резком постукивании по переднему краю основания ложки рукояткой зуботехнического ножа (рис 18-77) . Немного сместив модель, ее перемещают вперед и отделяют от основания ложки.
Лобзиком с тонким полотном производят распил между препарированным и соседним зубами (рис 18-78) .
Распил начинается в области межзубного сосочка и идет вниз с небольшим наклоном . В медиодистальном направлении штамп должен быть немного шире у основания, чем у придесневой границы препарирования зуба .
Распиливание с окклюзионной стороны проводят приблизительно на три четверти толщины гипсового цоколя .
Пальцевым нажатием от модели отламывают штамп и расположенные на нем зубы (рис 18-79) . Таким же образом отделяют штамп от другой части модели .
Этот небольшой фрагмент гипса, находящийся в плотном контакте с соседними сегментами, а также вертикальные грани ложки обеспечивают точное соотношение штампов и модели .
Процедуру повторяют для каждого препарированного зуба .
В области десневой границы препарирования грушевидной фрезой для обработки пластмассы удаляют излишки гипса (рис 18-80) .
Обработку и сглаживание вогнутого участка вблизи границы препарирования завершают зуботехническим ножом с лезвием N 25 . Непосредственно границу препарирования отмечают красным карандашом, чтобы облегчить ее нахождение в процессе воскового моделирования . В ложке проверяют наличие тонких затеков гипса, оставшихся после погружения модели в гипс .
Все частицы гипса из ложки удаляют, тщательно вычищая ее жесткой зубной щеткой, а затем просушивают струей сжатого воздуха .
В чистой ложке соединяют штампы и остальные фрагменты модели .
Вестибулярную часть ложки плавно перемещают вдоль основания спереди .
Опускают заднюю часть вдоль выступов, блокируя ложку (рис 18-81) . По возможности. для крепления ложки Дай-Лок в артикуляторе модель устанавливают в лицевой дуге или в окклюзии с предварительно установленной диагностической моделью .
Монтажный гипс наносят на кольцо артикулятора и основание ложки с поднутрениями .
После отвердевания гипса установленная модель в ложке Дай-Лок готова для воскового моделирования (рис 18-82)
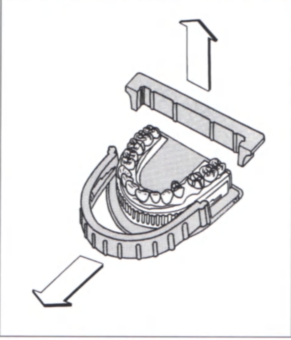
Рис. 18-76. Раскрытие модели

Рис. 18-77. Модель отделяют от основания ложки, постукивая по передней части основания

Рис. 18-78. Распил производят с каждой стороны препарированного зуба
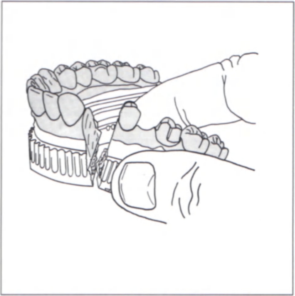
Рис. 18-79. Препарированный зуб вручную отламывают от модели. Для разделения нельзя использовать рычаг
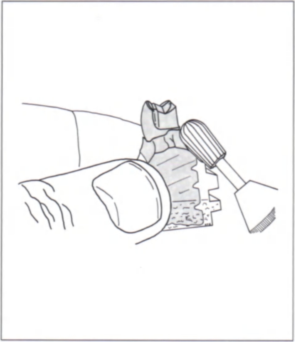
Рис. 18-80. Апикальнее границы препарирования штамп подрезают фрезой для обработки пластмассы
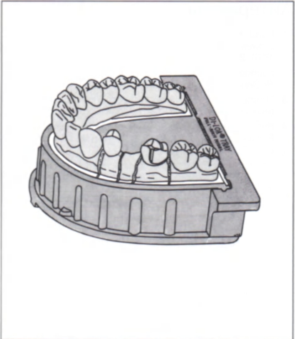
Рис. 18-81. Модель и штампы вновь соединены в ложке
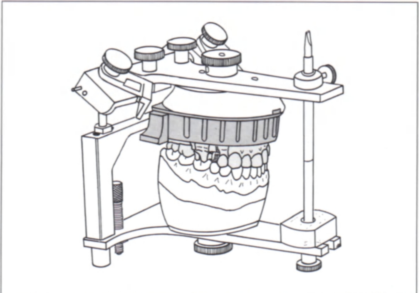
Рис. 18-82.