По данным опроса 80 стоматологов в 1986 г., 70 % из них покрывают жевательные зубы пациентов металлокерамическими коронками в 70-100 % случаев, но те же стоматологи отдали предпочтение частичным золотым коронкам для собственной полости рта Металлокерамическая реставрация (МКР) состоит из литого металлического каркаса, колпачка, который покрывает препарированный зуб. и керамики, которая обжигается на колпачке .
Колпачок может выглядеть, как тонкий наперсток, или иметь четко различимые контуры литой коронки с уменьшением контура в определенной област . и Контуры в этой области будут дополнены керамикой, которая маскирует или скрывает металлический колпачок, восстанавливает нужный контур и делает реставрацию эстетически привлекательной .
Металлический колпачок металлокерамической реставрации покрывают три слоя керамики (рис 25-1).
1 Опаковая керамика покрывает металл, инициирует формирование цвета и играет важную роль в создании адгезии керамики к металлу.
2 Дентинная керамика, или тело, придает реставрации объем, в значительной степени влияя на основной цвет или оттенок.
3 Эмалевая, или резцовая, керамика обеспечивает прозрачность реставрации.
Другие керамические массы, например опаковые или дентинные модификаторы, или прозрачная керамика используются в пределах трех основных слоев для получения специальных эффектов или характеризации . Существует две основные причины использования металлокерамических реставраций .
Во-первых, они более устойчивы к переломам, чем традиционная цельнокерамическая коронка - фарфоровая макетная коронка (ФЖК). так как сочетание керамики и металла является более прочным, чем одна керамика .
Прочность металлокерамических реставраций зависит от адгезии керамики к подлежащей структуре металла, формы и жесткости металлического колпачка и совместимости металла и керамики Во-вторых. МКР является единственным надежным вариантом при изготовлении эстетичного несъемного частичного протеза. когда требуется покрытие полной коронкой одного или всех опорных зубов
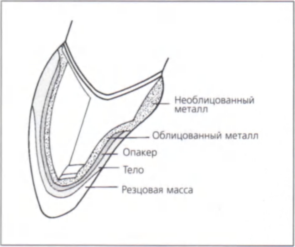
Рмс. 25-1. Послойное строение металл окера ми ческой реставрации.
.
Механизмы адгезии.
Описано четыре механизма, объясняющих адгезию керамической облицовки к металлической основе.
1 Механическое сцепление.
2 Силы сжатия.
3 Ван-дер-ваальсовые силы.
4 Химическая связь.
Механическое сцепление происходит при блокировании керамики в микронеровностях на поверхности металлического колпачка, которые образуются при шлифовании металла не загрязняющими головками или дисками и при воздушно-абразивной обработке .
По сравнению с необработанным металлом, на поверхности после шлифования улучшается соединение металла с керамикой . Воздушно-абразивная обработка улучшает смачиваемость, обеспечивает механическое блокирование и увеличивает площадь поверхности для химической связи. Использование адгезивного материала, например сферических частиц платины диаметром 3-6 мкм, также позволяет значительно повысить прочность соединения.
Силы сжатия внутри металлокерамической реставрации возникают при правильном моделировании колпачка и немного большем значении коэффициента термического расширения металла по сравнению с керамикой .
Эта небольшая разница коэффициентов термического расширения заставляет керамику «натягиваться» на металлический колпачок, когда реставрация охлаждается после обжига .
Ван-дер-ваальсовые с ялы подразумевают сродство на основе взаимного притяжения заряженных молекул .
Они способствуют адгезии, но являются незначительной силой, которая не так существенна, как считалось прежде . Несмотря на совсем небольшое влияние молекулярного притяжения на прочность сцепления в целом, оно имеет значение для инициации наиболее важного механизма, химической связи .
На химическую связь указывают образование на металле оксидного слоя и возрастание прочности соединения при обжиге в окислительной атмосфере . При обжиге на воздухе следовые элементы в сплаве золота, например олово, индий, галлий и железо, мигрируют на поверхность, образуя оксиды, и в дальнейшем связываются с аналогичными оксидами опакового слоя керамики .
Золотой сплав с незначительным содержанием олова и железа образует значительно более прочную связь с керамикой, чем сплав чистого золота .
Прочность истинной адгезии такова, что разрушение или перелом быстрее возникает в керамике, чем на границе керамика-металл четкое отделение керамики от металлического колпачка свидетельствует о разрушении связи из-за загрязнения поверхности колпачка или избыточного оксидного слоя .
Сплавы основных металлов легко образуют оксид хрома, который соединяется с керамикой без дополнительных следовых элементов .
Применяемые сплавы.
Невозможно учитывать свойства только керамики .
Применяемые для изготовления реставрации керамика и металл должны иметь совместимые температуры плавления и коэффициенты термического расширения . Традиционные сплавы золота имеют высокий коэффициент термического расширения , а обычная керамика обладает гораздо меньшим показателем .
Разница может создать достаточную нагрузку на сдвиг, чтобы разрушить соединение .
В то же время коэффициент металла можно уменьшить до 7 х 10 °С при добавлении палладия или платины .
Температура плавления сплава при отливке колпачка должна быть на 170-280 °С выше температуры обжига керамики .
Одинаковая температура плавления обоих материалов вызовет деформацию или расплавление колпачка при обжиге и глазуровании керамики Чем больше разница, тем меньше проблем возникает во время обжига . При нагревании до 980 *С колпачок из благородного металла подвержен растеканию, или оползанию .
Температура обжига применяемой керамики не должна значительно превышать этот уровень .
Наиболее широко применяемая для этой цели керамика имеет температуру плавления около 980 “С. а благородные сплавы плавятся почти при 1260 °С .
Для изготовления металлокерамических реставраций применяют многие сплавы .
Классификационная система Американской стоматологической ассоциации основана на содержании благородных металлов (см текст в рамке выше) . В высокоблагородных сплавах содержание благородных металлов (золото, платина, палладий) составляет более 60 %. причем золота не менее 40 % .
Благородные сплавы содержат минимум 25 % благородных металлов, и преимущественно основные сплавы содержат менее 25 % благородных металлов .
Для дальнейшего описания сплава используют также основные составляющие, например золото-палладиевый сплав .
Выбор сплава будет зависеть от множества факторов, включая стоимость, жесткость, литейные свойства, легкость шлифования и полирования, коррозионную стойкость. совместимость с конкретной керамикой и личное предпочтение .
Ни одна из систем сплавов не превосходит другие по всем параметрам .
Сплавы, признанные наиболее удачными для изготовления металлсжерамических коронок и несъемных частичных протезов, состоят из золота (44-55 %) и палладия (35-45 %) с малым содержанием галлия, индия и/или олова .
К наиболее частым недостаткам эолотолалладиевых сплавов относятся цена и несовместимость с некоторыми типами керамики .
Успешными также являются другие системы, разработанные за последние 20 лет .
Выбор сплава необходимо делать, взвесив все факторы .
Космическая скорость роста цен на золото в конце 1970-х гг. стимулировала разработку сплавов с низким содержанием золота или без него .
Логичным шагом стало применение материалов, широко использовавшихся для изготовления каркасов съемных частичных протезов, в несъемном протезировании .
Эти сплавы обладают оптимальными свойствами, например низкой стоимостью, повышенной прочностью и твердостью, высокой температурой плавления и повышенной устойчивостью к деформации во время обжига керамики .
Однако при использовании зтих сплавов как составной части металлокерамической системы изначально существуют проблемы .
К недостаткам относятся избыточное образование оксидов, сложность шлифования и полирования и сомнительная биосовместимость .
Бериллии, который добавляют в сплавы для контроля сжсидообразования. является канцерогеном . Он может представлять угрозу для персонала зуботехнической лаборатории при вдыхании им пыли при плохой вентиляции рабочего места . Примерно 5 всего населения имеет чувствительность к никелю, и эта чувствительность у женщин встречается в 10 раз чаще .
У некоторых пациентов существует риск контактного дерматита от никельсодержащих протезов .
В искусственной среде полости рта растворение и окклюзионный износ влияют на количество высвобождаемого никеля и бериллия .
В диагностике любых изменений в мягких тканях после наложения коронки следует учитывать чувствительность к никелю .
Еще одной альтернативой, снижающей стоимость, традиционным сплавам является модификация существующих сплавов благородных металлов с введением в сплав менее дорогих металлов, например меди или кобальта .
К сожалению, добавление этих элементов приводит к образованию темного оксида и низкой прочности при высоких температурах .
В последующих составах медь или кобальт заменили небольшим количеством золота и серебра .
Одним из наиболее частых недостатков серебросодержащих сплавов является вероятность цветового нарушения керамики, которое чаще всего описывается как позеленение .
Ни одна из систем не лишена недостатков как финансовых, так и технических.
Изготовление каркаса.
Металлический каркас (колпачок) является важной частью металлокерамической реставрации, которой, к сожалению, часто уделяют мало внимания .
Его конструкция может сыграть решающую роль в успехе или неудаче реставрации . Чтобы обеспечить структурную целостность в процессе функционирования. колпачок должен отражать уникальную взаимосвязь двух разнородных материалов применяемых для изготовления металлокерамических реставраций .
Для придания прозрачности содержание каолина должно быть снижено, поэтому стоматологическая керамика по своим свойствам больше напоминает стекло, чем истинную керамику .
Подобно стеклу, стоматологическая керамика более устойчива к сжатию, чем к растяжению.
Каркас должен обеспечивать керамике состояние сжатия. создавая поддержку в области режущего края, окклюзионной поверхности и краевых гребней . Иначе окклюзионные силы создадут ситуацию, аналогичную нагрузке на оконное стекло, расположенное между двумя опорами . Без подлежащей опоры стекло сломается, как и неподдерживаемая керамика в реставрации . При изготовлении металлического колпачка для металлокерамической реставрации учитываются четыре важных фактора.
1 Толщина подлежащего и прилегающего к керамике металла.
2 Расположение окклюзионных и проксимальных контактов.
3 Протяженность участков с керамической облицовкой.
4 Форма вестибулярного края.
Толщина металла.
Толщина керамики должна оставаться минимальной и одновременно допустимой для хорошей эстетики .
Максимальной прочностью обладает относительно тонкий слой керамики равномерной толщины, поддерживаемый жестким металлом . Абсолютная минимальная толщина керамики составляет 0,7, а оптимальная толщина - 1,0 мм . Дефекты режущего края, проксимальных участков или окклюзионной поверхности препарированного зуба вследствие кариеса или после предыдущих реставраций должны быть блокированы при препарировании или компенсированы дополнительной толщиной колпачка в этих участках.
Равномерно выпуклый контур в области облицовки наилучшим образом распределяет напряжение .
Следует избегать острых углов и поднутрений . Наружное соединение керамики с металлом должно быть под прямым углом, чтобы исключить приглаживание металла и последующий перелом керамики . На границе металл-керамика с острым углом более вероятно образование трещин, чем при угле 90° или 135° . С другой стороны, при скошенном или закругленном крае металла по линии соединения керамика-металл керамика будет иметь шпоночный край, через который будет просвечивать окисленный металл или опакер .
Максимальную прочность и долговечность реставрации обеспечивает жесткость колпачка . Металл не должен гнуться при наложении реставрации или под действием окклюзионных сил, так как при сгибании происходят натяжение и сдвиг керамики . Металл должен быть по возможности твердым, а форма колпачка - гарантировать оптимальный объем для жесткости.
Достаточная прочность и жесткость колпачка из благородного металла обеспечиваются при минимальной толщине 0.3-0.5 мм .
Толщина для сплава основных металлов с более высоким пределом текучести и повышенной температурой плавления может быть меньше, 0.2 мм .
В зависимости от конфигурации препарирования толщина колпачка может варьироваться . Указанные параметры относятся только к минимальной толщине для различных систем сплавов .
Конечной целью, которая будет определять толщину металлического колпачка, является создание равномерной толщины керамики приблизительно 1, мм.
Окклюзионные и проксимальные контакты

Рис. 25-2. Окклюзионным контакт в пределах металла на язычной поверхности верхнего резца

Рис. 25-3. При слишком близком расположении металла к режущему краю возможен перелом керамики

Рис. 25-4. Окклюзионный контакт в пределах керамики на язычной поверхности верхнего резца
При изготовлении колпачка с окклюзионными контактами на необлицованных поверхностях металла возможен более точный контроль их расположения, а также покрываемой керамикой области с меньшей последующей стираемое тью противоположных зубов . Исследования и клинические наблюдения подтвердили выссжоабразивную природу стоматологической керамики и ее разрушительное влияние на эмаль зубов и золото. По данным Jacobi и соавт , утрата тканей противоположного зуба при контакте с глазурованной керамикой в 40 раз больше, чем при контакте с золотом .
Поэтому окклюзионные контакты следует по возможности располагать на металле, на достаточном расстоянии от линии соединения керамики и металла .
Контакт в области соединения может вызвать пластическую деформацию металла с последующим переломом керамики .
Соединение керамики и металла должно находиться на расстоянии 1.0 мм от окклюзионных контактов при максимальном межбугорковом положении (рис 25-2) .
Для уменьшения напряжения от окклюзионных контактов на язычной поверхности реставраций на верхних передних зубах соединение керамики и металла не следует располагать вблизи контактов с нижними зубами . Соединение керамики и металла не должно располагаться слишком близко к режущему краю . При этом будет нарушена прозрачность режущего края и значительно повысится вероятность переломов керамики из-за отсутствия поддержки металла . При воздействии окклюзионных сил керамика будет испытывать натяжение, которому не способна противодействовать (рис 25-3) .
Если вертикальное перекрывание не позволяет расположить контакт на металле, то соединение керамики и металла должно находиться на близком расстоянии с десневой стороны от контакта на керамике (рис 25-4). Постоянная повышенная нагрузка на сжатие в области линии соединения керамики и металла, независимо от угла его наклона, реже приводит к разрушению, чем нагрузка на керамику на расстоянии 1.0-2,0 мм от соединения .
Участие керамических поверхностей металлокерамических реставраций передних зубов в передней и боковой направляющих приводит к абразии естественных антагонистов .
Пациента следует предупредить о возможной реставрации противоположных зубов .
Ширина открытой полосы металла с язычной стороны должна быть не менее 3 мм .
На всех участках язычной поверхности с керамическим покрытием требуется дополнительное препарирование зуба . Проксимальные контакты в области передних зубов должны быть на керамике . Это обеспечивается за счет достаточного препарирования проксимальных участков . Косметический эффект улучшается при смещении границы металла в язычную сторону, чтобы керамике в проксимальных участках придать больше глубины и прозрачности . Металл на проксимальных поверхностях способствует затемнению иевосстаиавливаемых проксимальных поверхностей соседних зубов . Оптимальное распределение напряжения также происходит при расположении соединения керамики и металла с язычной стороны от проксимальных контактов .
Расположение облицованной поверхности.
Для расположения окклюзионных контактов на металле керамика от вестибулярной поверхности переходит через вершину бугорка приблизительно до середины язычного ската щечного бугорка на верхних премолярах (рис 25-5) и молярах (рис 25-6). Для поддержки керамики под щечным бугорком должен быть закругленный выступ металла (рис 25-7. А) .
Без поддерживающего выступа произойдет перелом керамики (рис 25-7, В) .
Такая конфигурация будет удовлетворять косметическим требованиям большинства пациентов и обеспечивать долговечность, если соединение керамики и металла находится вне окклюзионных контактов . Эта форма конструкции более устойчива к переломам. чем при расположении керамики до центральной фиссуры или перекрывании всей окклюзионной поверхности .
Вариантами для верхних зубов являются покрытие керамикой медиального краевого гребня до середины треугольного гребня (рис 25-8) и полное покрытие керамикой окклюзионной поверхности премоляров (рис 25-9) и моляров (рис 25-10) для пациентов, требующих абсолютной естетики .
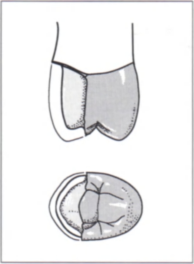
Рмс. 25-5. Стандартная металлокерамическая коронка верхнего премоляра. Вид с медиальной (вверху) и окклюзионной (внизу) сторон

Рис. 25-6. Стандартная металлокерамическая коронка верхнего первого моляра. Вид с медиальном (вверху) и окклюзионной (внизу) сторон
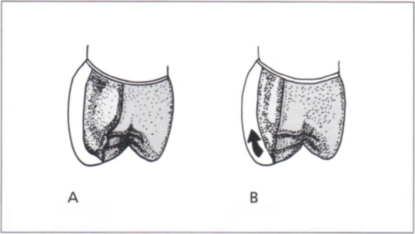
Рис. 25-7. Металлокерамическая коронка верхнего жевательного зуба с соответствующей поддержкой металла под щечным бугорком (Л) и без нее (В). Вид со стороны проксимальном поверхности
При изготовлении металлокерамических коронок на нижние первые премоляры необходимо полное покрытие керамикой окклюзионной поверхности (рис 25-11). Величина перекрывания керамикой окклюзионной поверхности металлокерамических коронок на нижних молярах и вторых премолярах будет зависеть от пожеланий пациента, окклюзионного соотношения с противоположным зубным рядом и наличия или отсутствия бруксизма . Чтобы больше окклюзионных контактов было на металле, дистальную половину премоляров (рис 25-12) и моляров (рис 25-13) можно не облицовывать, если пациент согласен с облицовкой, с естественным цветом зуба на медиальном краевом гребне, проксимальном контакте, в ямке и на скате бугорка .

Рис. 25-8. Модифицированный металлический каркас на верхнии премоляр. Вид с медиальной (вверху) и окклюзионной (внизу) сторон

Рис. 25-9. Металлокерамическая коронка верхнего премоляра при полном покрытии керамикой окклюзионной поверхности. Вид с медиальной (вверху) и окклюзионной (внизу) сторон
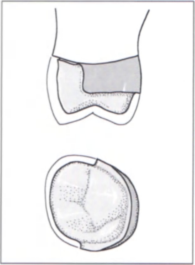
Рис. 25-10. Металлокерамическая коронка верхнего первого моляра при полном покрытии керамикой окклюзионнои поверхности. Вид с медиальной (вверху) и окклюзионной (внизу) сторон

Рис. 25-11. Форма металлического каркаса на нижнии премоляр (стандартная для первого премоляра, вариант для второго премоляра). Вид с окклюзионной (вверху) и медиальной (внизу) сторон
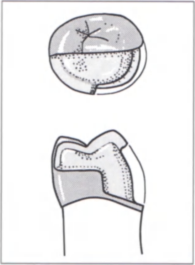
Рис. 25-12. Стандартная металлокерамическая коронка нижнего второго премоляра. Вид г окклюзионнои (вверху) и медиальной (внизу) сторон
При исключительной важности хтетики для пациента окклюзионные поверхности нижних моляров можно покрыть керамикой (рис 25-14) . На вестибулярной поверхности можно создать металлическую гирлянду шириной 1,0-2,0 мм для уменьшения деструкции тканей зуба при препарировании вестибулярного уступа .
Пациент должен быть информирован о потенциальной опасности для противоположных зубов и необходимости более деструктивного препарирования под коронку с целью создания места для керамики .
В конечном счете зубы и окончательное решение принадлежат пациенту .
Необходимо только обеспечить его информированность.
При изготовлении коронок на жевательные зубы с покрытием керамикой окклюзионной поверхности следует создать металлическую гирлянду 3 мм с язычной стороны и поддержку металлом под краевыми гребнями . Несмотря на облицовку керамикой значительной части коронки, ее моделируют из воска до полного контура, а затем гравируют для создания равномерной толщины керамики и правильных контуров .
Результатом изготовления колпачка «наперстка» будут отсутствие поддержки и вероятность перелома керамики

Рис. 25-13. Стандартная металлокерамическая коронка нижнего первого моляра. Вил с окклюзионном (вверху) и медиальном (внизу) сторон
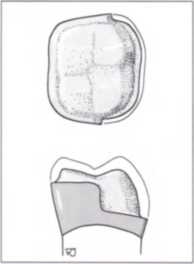
Рис. 23-14. Вариант формы металлического каркаса на нижний первый моляр. Вид с окклюзионном (вверху) и медиальной (внизу) сторон
Вестибулярные края.
В течение многих лет традиционным вестибулярным краем металлокерамической коронки была узкая полоска металла . Чтобы избежать нехтетичного проявления металла у зубов, расположенных в видимой зоне, вестибулярную границу препарирования часто располагали под десной, что иногда способствовало хроническому десневому воспалению или развитию более серьезных пародонтальных проблем .
Рецессия десны может возникнуть от травмы при препарировании зуба, получении оттиска или неправильном контуре провизорной реставрации .
После цементирования поддесневой край в 60 % случаев становится видимым в течение двух лет . Четко доказана связь между поддесневым расположением краев коронок и вредными последствиями для пародонта .
Для скрытия непривлекательного металлического края керамику наносили непосредственно на него .
Это могло быть причиной чрезмерно увеличенного придесневого контура, тонкого слоя керамики, который подвержен переломам. или не диагностированного открытого края .
От традиционной металлической гирлянды с неудовлетворительным эстетическим результатом перешли к использованию цельнокерамического вестибулярного края, который может быть на уровне, или даже немного выше уровня десны .
Приятной неожиданностью было улучшение паро-донтологического состояния . Улучшение эстетики и здоровое состояние пародонта обеспечили популярность цельнокерамического края, и спрос вызвал много предложений по его созданию .
Первое было заимствованием из технологии фарфоровых жакетных коронок, где матрица из платиновой фольги поддерживает керамический край во время обжига . В другой методике для поддержки керамического края при обжиге используется огнеупорный штамп .
Чтобы еще больше упростить изготовление цельнокерамического края была предложена методика непосредственного подъема .
После восстановления полного контура коронки по краю добавляют «корректурную керамику». Ее прижимают для конденсации и проводят обжиг для создания окончательного контура края .
В 1979 г Vyronis описал метод для которого требовались препарирование зуба с уступом 90° по границе препарирования и изготовление металлического колпачка, который заканчивался у внутреннего линейного угла уступа .
Опаковую керамику наносят на металлический колпачок и уступ изолированного гипсового штампа, формирующего край .
После создания удовлетворительного края добавляют дентинную и эмалевую керамические массы для придания коронке окончательного контура . Для оформления края использовали смесь дентинной и эмалевой керамических масс .
Однако при последующих обжигах края из обычной керамики закругляются и оседают из-за одинаковой температуры плавления .
Для решения этой проблемы производители разработали специальные плечевые массы, содержащие глиноземную керамику, которая плавится при температуре на 30-80 *С выше, чем дентинная или эмалевая керамическая масса Тугоплавкая керамика позволяет повторять обжиги коронки без изменения оформленного края .
Кроме стабильности во время обжига плечевые массы обладают большей прочностью на изгиб по сравнению с обычными керамическими массами, что делает край более устойчивым к переломам .
В ряде исследований подтверждена приемлемая точность цельнокерамических краев . В ранних исследованиях для моделирования края использовались обычные керамические массы .
В последних исследованиях с плечевыми массами и методикой непосредственного подъема достигнут устойчивый уровень краевого прилегания при среднем значении краевого зазора 15-23 и 8-11 мкм . Приемлемая точность керамического края при широком ассортименте методик, керамических масс и связующих материалов указывает на то, что качество края непосредственно зависит от навыка керамиста .
Без талантливого и добросовестного керамиста изготовление цельнокерамического вестибулярного края определенно противопоказано .
Восковое моделирование одиночного колпачка.
Перед изготовлением колпачка для металлокерамической коронки из воска моделируют весь контур окончательной реставрации (рис 25-15) . Затем гравируют участки керамической облицовки .
Только таким образом можно создать плавный переход язычных и проксимальных контуров необлицованного металла в керамику .
Без полного воскового моделирования участков, где металл не будет облицован, трудно обеспечить соответствие контуров необлицованной части колпачка контурам керамики (рис 25-16).
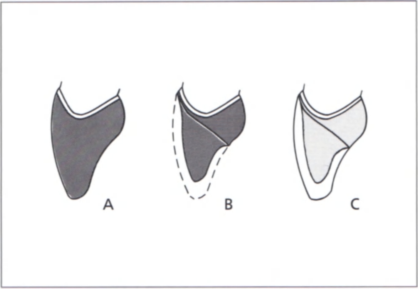
Рис. 25-15. Правильная последовательность изготовления металлокерамической реставрации: А -восковое моделирование полного контура; В - гравирование воскового колпачка; С - покрытие металлического колпачка керамикой
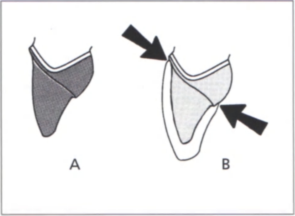
Рис. 25-16. Если восковое моделирование сразу начинается с формы колпачка (А), в окончательной реставрации возможно несоответствие керамической облицовки контурам необлицованной части колпачка (В)
Принадлежности для воскового моделирования.
1. Инструменты для воскового моделирования РКТ (Томаса) (N 1, 2, 3. 4 и 5).
2 Гладилка в форме бобрового хвоста.
3 Шпатель для воска № 7.
4 Дисковидная гладилка.
5 Большой ложкообразный экскаватор.
6 Кисточка из меха соболя.
7 Карандаш № 2.
8 Зуботехнический нож с лезвием N 25.
9 Микрометр Айвонсона (Iwanson).
10. Пинцет.
11 Газовая горелка и спички.
12 Литьевой воск для вкладок.
13. Стеарат цинка.
14 Смазывающее средство для штампов
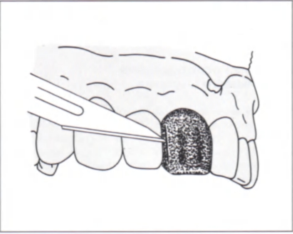
Рис. 25-17. Проксимальным контур отмечают острием ножа

Рис. 25-18. Резцовую часть восковой модели срезают на 1,5 мм
Методика моделирования одним воском.
Вначале на смазанный штамп наносят воск горячим шпателем для воска N 7 .
Края воска обрезают до границы и восковой наперсток переносят на рабочую модель в артикуляторе .
Восстанавливают осевые контуры, включая проксимальные контакты, в гармоничном соотношении с соседними зубами . Устанавливают правильные окклюзионные соотношения с противоположными зубами .
При восковом моделировании жевательного зуба с хорошим окклюзионным контактом инструментами РКТ восстанавливают окклюзионную поверхность с помощью конусов и гребней (см главу 19).
После завершения моделирования получают оттиск восковой коронки с полными контурами зластичным конденсационным силиконовым оттискиым материалом высокой вязкости .
По этому оттиску отливают гипсовую модель, которая будет зрительным ориентиром нужных контуров, или оттиск можно разрезать горизонтально для оценки объема и контуров гравирования .
Первым этапом оформления области облицовки является схематическое изображение контура этого участка на восковой модели .
Лезвие ножа № 25 помещают на проксимальную поверхность соседнего зуба .
Используя его как направляющую, на проксимальной поверхности восковой модели как можно ближе к язычной поверхности гравируют линию (рис 25-17)
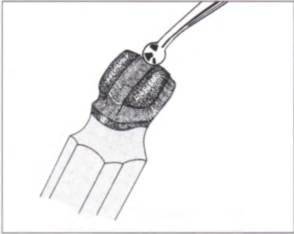
Рис. 25-19. В восковой модели дисковидной гладилкой гравируют ориентировочные желобки.
После нанесения контуров на восковой модели ее помещают на штамп .
На восковой модели коронки переднего зуба режущий край гравируют ножом на 1,5 мм (рис 25-18) . Проксимальное соединение керамики и металла смещают на 0,5 мм в язычную сторону от проксимальных контактов (оно будет располагаться приблизительно на 1.0 мм с язычной стороны от ранее нанесенной проксимальной линии) .
Дисковидной гладилкой сглаживают воск в области соединения керамики и металла на проксимальной поверхности На середине вестибулярной поверхности дисковидной гладилкой гравируют вертикальный желобок (рис 25-19) .
Аналогичные желобки формируют медиально и дистально Со стороны режущего края эти желобки должны иметь глубину около 1,0 мм .
Они используются для калибровки глубины воска, удаляемого в области облицовки .
Форму вестибулярного края следует выбрать до препарирования зуба, так как от нее будет зависеть вестибулярная граница препарирования . Для металлической гирлянды объем воска срезают ножом, оставляя у вестибулярного края полоску воска шириной 1.0 мм для обеспечения прочности в процессе формовки и сохранения достаточного объема отливки по краю (рис 25-20) . Металлическая гирлянда будет сужена приблизительно до 0.3 мм . При создании цельнокерамического вестибулярного края восковая модель должна заканчиваться у соединения вестибулярной осевой стенки с вестибулярным уступом (рис 25-21) .
Края адаптируют теплой гладилкой в форме бобрового хвоста .
Микрометром проверяют толщину восковой модели .
В области облицовки она должна быть 0,4-0,5 мм .
После отливки ее истончают приблизительно до 0,3 мм .
При слишком тонком моделировании деталь может полностью не отлиться .
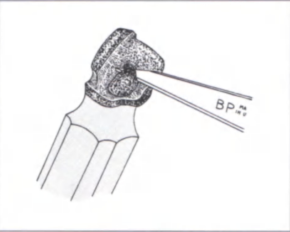
Рис. 25-20. Воск срезают острым ножом на нужную глубину
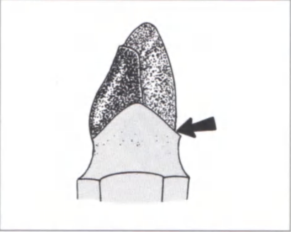
Рис. 25-21. Вестибулярная осевая стенка восковой модели коронки с цельмокерамичесм.
.
Методика использования пластикового колпачка.
При истончении воска в участках керамической облицовки могут возникнуть проблемы .
Воск становится очень хрупким и легко ломается, усилие при гравировании может нарушить прилегание воска, и будет трудно оценить толщину воскового колпачка .
Использование пластикового колпачка позволяет решить проблемы, возникающие при восковом моделировании одиночных реставраций и несъемных частичных протезов .
Методики использования пластиковых колпачков для формирования подлежащей структуры восковой модели применяют около 25 лет .
Колпачки для большого числа штампов можно изготовить с помощью устройств, обжимающих пластиковые колпачки сжатым воздухом или вакуум-формовочных аппаратов .
Колпачки для единичных штампов можно оформить без специальных устройств ручным способом с помощью рамки .
Еще одним удобным и надежным методом изготовления пластикового колпачка является прессование пластиковой пластины к штампу (Адапта, БЕГО, Adapta. BEGO GmbH & Со) . Эта методика особенно подходит для небольших лабораторий или тренировочных программ. где объем работы не требует изготовления сразу большого числа колпачков .
Выпускаемый фирмой набор содержит материал для колпачков в виде пластин, более тонкие пластины для компенсации слоя цемента, рамку для удерживания материала во время нагревания и формовочный аппарат с силиконовой мастикой .
Принадлежности для пластиковых колпачков.
В дополнение к перечню для воскового моделирования можно указать.
1 Диски 4 см для компенсации.
2 Диски 4 см для колпачков.
3 Проволочный удерживающий каркас.
4 Емкость, заполненную мастикой.
5 Ножницы.
Методика изготовления пластиковых колпачков является простой и легкой .
Компенсационный диск диаметром 4 см толщиной 0.1 мм помещают на диск для колпачков диаметром 4 см толщиной 0,6 мм (рис 25-22) . Компенсационный и колпачковый диски фиксируют в проволочной удерживающей рамке (рис 25-23) .
Медленно и равномерно нагревают диски, располагая их приблизительно в 10 см над пламенем газовой горелки (рис 25-24) .
Пластиковые пластинки горючи, поэтому материал следует нагревать с осторожностью .
Материал вначале коробится, а затем провисает, становясь прозрачным .
Разогретые колпачковый и компенсационный диски помещают над формовочным аппаратом, пластиковой емкостью, заполненной силиконовой мастикой Компенсационный диск должен располагаться сверху (рис 25-25).

Рис. 25-22. Компенсационный диск располагают над колпачковым диском
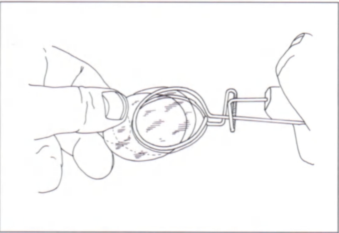
Рис. 25-23. Оба диска помешают в удерживающую рамку
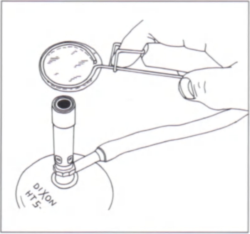
Рис. 25-24. Два диска нагревают над пламенем газовой горелки
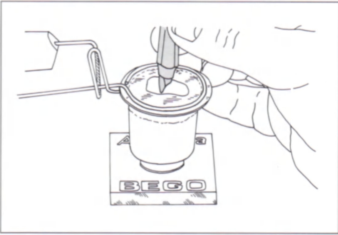
Рис. 25-25. Диски удерживают над емкостью с силиконом
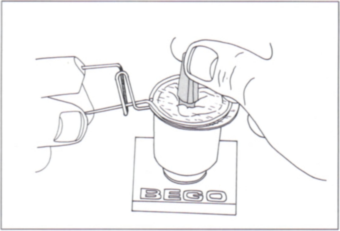
Рис. 25-26. Штамп препарированного зуба погружают в мастику через разогретые, размягченные диски
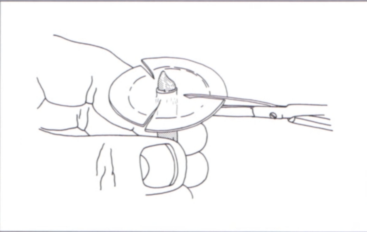
Рис. 25-27. По неадаптированному краю дисков ножницами делают три разреза
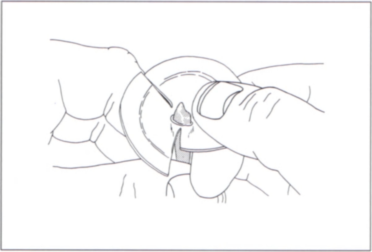
Рис. 25-28. Лиски удаляют со штампа препарированного зуба
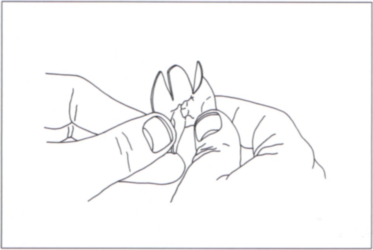
Рис. 25-29. Из колпачка извлекают компенсационный диск

Рис. 25-30. Лишний материал по краю срезают на уровне 1 мм выше границы препарирования

Рис. 25-31. Обрезанный колпачок устанавливают на штампе. Края колпачка укорочены приблизительно на 1 мм от границы препарирования
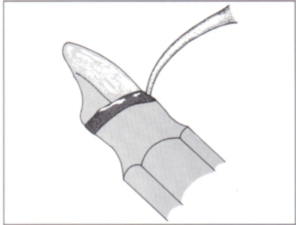
Рис. 25-32. Зазор 1 мм между колпачком и границей препарирования заполняют воском
С усилием вдавливают обрезанный штамп в размягченные компенсационный и колпачковый диски до полного погружения границы препарирования (рис 25-26) .
При этом два диска плотно прижимаются к препарированной поверхности зуба .
Сохраняют давление штампа на диски, пока пластинки станут матовыми, то есть приблизительно 10 с При нагревании и адаптации колпачковый диск растягивается до нужной толщины 0,3 мм . Резким движением удаляют штамп с адаптированными компенсационным и колпачковым дисками из силиконовой мастики формовочного аппарата . Маленькими острыми прямыми ножницами делают три-четыре боковых разреза по неадаптированному краю колпачкового диска ipnc 25-27) . Адаптированный колпачковый и компенсационный диски снимают со штампа (рис 25-28) . Колпачковый материал хорошо адаптирован к препарированной поверхности зуба, поэтому удаление происходит с некоторым сопротивлением .
Отделяют компенсационный слой с внутренней стороны колпачка (рис 25-29) . При необходимости для этого используют пинцет или кровоостанавливающий зажим.
Важность этого этапа связана не только с тем, что компенсационный колпачок обеспечивает пространство для цемента в готовой реставрации, но и потому, что он не выгорает .
Ножницами обрезают край колпачка (рис 25-30) . При этом край должен быть приблизительно на 1 мм короче придесневой границы препарирования, когда колпачок находится на штампе (рис 25-31).
Зазор между краем колпачка и границей препарирования заполняют воском (рис 25-32). При затекании воска под колпачок его снимают со штампа и очищают .
Воск должен контактировать со штампом только в пределах полосы шириной 1 мм непосредственно в окклюзионном направлении от границы препарирования .
При любом другом контакте нарушается рельеф, созданный ранее компенсационным диском . Теперь хорошо адаптированный колпачок готов к нанесению воска.
Завершают обычное восковое моделирование до полного контура (рис 25-33) и изготавливают силиконовую матрицу . Определяют и отмечают на восковой модели контур гравируемого участка . Гладилкой РКТ № 4 удаляют воск до уровня пластикового колпачка в участках, где в дальнейшем будет нанесена керамика (рис 25-34) . Большой ложкообразный экскаватор идеально подходит для создания глубокого желобка по линии соединения керамики и металла вокруг области керамической облицовки (рис 25-35) При изготовлении цельнокерамического плеча осторожно удаляют восковой край в при десневом участке вестибулярной поверхности зуботехническим ножом с лезвием №25 (рис 25-36) . Преимущество от использования пластикового колпачка становится очевидным на этапе гравирования . Пластиковый колпачок обеспечивает жесткость и препятствует деформации при удалении воска . После завершения гравирования его глубину проверяют с помощью силиконовой матрицы, полученной по восковой модели с полным контуром .
Края адаптируют теплой гладилкой в форме бобрового хвоста (рис 25-37) и сглаживают восковую модель .
Восковую модель тщательно проверяют, обращая особое внимание на язычные края (рис 25-38) .
Затем прикрепляют литниковый штифт и деталь формуют обычным способом . Полученная отливка должна иметь хорошее внутреннее прилегание с равномерным просветом для цемента

Рис. 25-33. Восковое моделирование до полного контура

Рис. 25-34. Гладилкой РКТ N 4 до колпачка гравируют участки, которые в дальнейшем будут облицованы керамикой
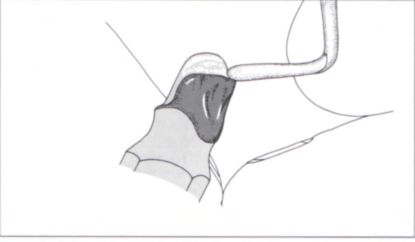
Рис. 25-35. Большим ложкообразным jkc каватором на воске оформяют линию соединения керамики и металла
Обработка металлическом поверхности.
Покрываемые керамикой поверхности колпачка должны быть соответствующим образом обработаны, чтобы обеспечить прочную адгезию и хороший хтетический результат .
На поверхности отливки могут оставаться неровности и мелкие частицы формовочной массы .
В процессе шлифования можно удалить большую часть этих остатков, одновременно создавая равномерные насечки в одном направлении для снижения вероятности поглощения газа во время начальных циклов обжига
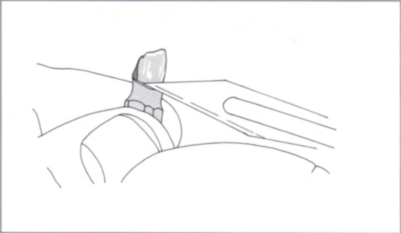
Рис. 25-36. При создании иельнокера-мического плеча гравируют воск, покрывающий уступ
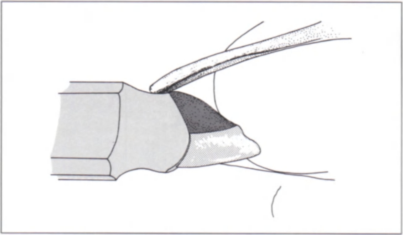
Рис. 25-37. Край расплавляют и адаптируют к остальной части восковой модели горячей гладилкой в форме бобрового хвоста; приглаживание продолжают до охлаждения инструмента

Рис. 25-38. Проверяют краевое прилегание язычной поверхности готовой восковой модели
Принадлежности для обработки поверхности.
1 Прямой наконечник.
2 Карборундовый сепарационный диск на дискодержателе.
3 Сепарационный диск из оксида алюминия на дискодержателе.
4 Головки из оксида алюминия.
5 Диск Крейтекс (Craytex) на дискодержателе.
6 Диск Бурлью на дискодержателе.
7 Тонкий сепиевый диск на дискодержателе.
Колпачок устанавливают на штампе .
Литник удаляют карборундовым селарационным диском .
Для шлифования покрываемой керамикой поверхности используют только новые чистые боры и незагрязняющие головки и диски Инструменты, которые прежде использовались для обработки металлов других типов, будут загрязнять область облицовки .
Для грубого шлифования в области облицовки используют головки из оксида алюминия (абразивы Форум Браун, Юнитек, Forum Brown Abrasives. Unitek Corp; или лабораторная серия коралловых головок. Шофу, Lab Series Coral Stones) (рис 25-39). Используемые диски также должны быть из оксида алюминия, так как он не загрязняет участок облицовки (диск Дьюра-Тин, Нэшнл Кейстоуи Продактс, Dura-Thm Disc. National Keystone Products Со). Граница между покрываемой и непокрываемой керамикой в области колпачка должна быть четкой, с наружным углом 90° и закругленным внутренним углом .
Микрометром проверяют толщину металла в области облицовки (рис 25-40) .
У литых каркасов из благородных металлов она должна быть не менее 0.3 мм. а у колпачков из сплавов основных металлов она может составлять 0,2 мм .
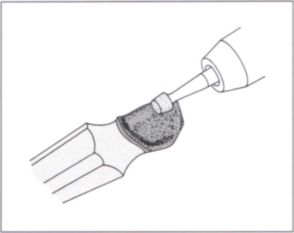
Рис. 25-39. Область облицовки обрабатывают головками из оксида алюминия
Рис. 25-40. Толщину колпачка проверяют микрометром Айвонсона
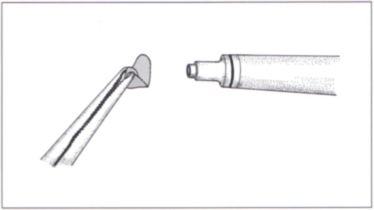
Рис. 25-41. Заключительным этапом подготовки металлической поверхности является удаление оксидного слоя на участке колпачка, который будет облицован керамикой, воздушно-абразивной струей частиц оксида алюминия размером 50 мкм
Пришеечную гирлянду, если она есть, сужают от 1 мм приблизительно до 0.3 мм .
Необходимо следить, чтобы инструмент не выходил за край .
Непокрываемую керамикой поверхность обрабатывают дисками Крейтекс и Бурлью. а поверхность гирлянды шлифуют тонким сепиевым диском .
Полировочные смеси не используют, так как они могут контаминировать поверхность металла, которая будет в дальнейшем облицована . Начинающим специалистам целесообразно проводить примерку литого каркаса в полости рта .
Опытные врачи обычно пропускают этот этап, если только не проводится одновременное изготовление большого числа одиночных реставраций или несъемного частичного протеза большой протяженности .
Проверяют краевое прилегание литого каркаса и при необходимости проводят коррекцию окклюзии или контуров.
Термическая обработка.
Все оставшиеся на поверхности отливки частицы формовочной массы или абразивных материалов могут окисляться и в процессе обжига выделять газы . Кожные выделения, оставшиеся после нахождения металлического каркаса в руках, представляют еще одну серьезную форму контаминации «Острый пар» является эффективным средством удаления остаточного загрязнения поверхности абразивными частицами
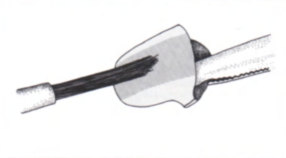
Рис. 25-42. Облицовываемую поверхность колпачка смачивают дистиллированном водой или специальной жидкостью, рекомендованной производителем
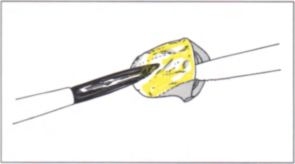
Рис. 25-43. Кисточкой наносят тонкий смачивающий слой опаковой керамической массы

Рис. 25-44. После обжига первого слоя опакера наносят второй слой для полного скрытия металла.
Колпачок подготовлен для окислительного цикла .
Обработка металлической поверхности индивидуальна для каждой комбинации керамика-сплав и должна выполняться в соответствии с рекомендациями производителя .
Прочность связи зависит от обработки поверхности . Необработанные после отливки золото-палладиевые и серебряно-палладиевые образцы обладают низкими показателями адгезии . Обычно колпачок помещают в печь при относительно низкой температуре, которая повышается до 300-400 °С с заданной скоростью возрастания .
Атмосфера (воздух или вакуум) во время этого процесса нагревания, а также продолжительность температурного режима зависят от сплава .
Термическая обработка сплавов благородных металлов приводит к образованию оксидов следовых элементов, например олова, галлия, индия и цинка, которые усиливают сцепление с керамикой . С другой стороны, сплавы основных металлов легко окисляются, поэтому образование оксидов должно тщательно контролироваться . После окисления для большинства сплавов требуется воздушно-абразивная обработка частицами оксида алюминия 50 мкм для уменьшения оксидного слоя (рис 25-41), так как избыток оксидов ослабляет адгезию керамики к металлу .
Окисление является только одной из функций начального обжига .
В процессе литья в расплавленный металл проникает водород .
Этот газ, оставшийся в колпачке, может ослабить сцепление между керамикой и металлом,- вызывая образование пузырей в керамике .
Водород высвобождается в процессе окислительного цикла, при котором сплав дегазируется, и формируется важный оксидный слой .
Нанесение керамики.
Нанесение керамической массы требует мастерства, которое появляется при очень большом опыте .
Поэтому ниже представлено очень краткое описание с ознакомительной целью .
Нанесение опаковой керамической массы.
Теперь металлический каркас подготовлен для непосредственного нанесения керамики .
Вначале наносят опаковую керамическую массу для маскировки металла, придания основного цвета реставрации и инициации сцепления керамики и металла . На подготовленный колпачок кисточкой наносят тонкий слой дистиллированной воды или специальной жидкости (рис 25-42) . Небольшое количество соответствующего порошка опакера смешивают с дистиллированной водой или специальной жидкостью до образования жидкой массы, которую наносят кисточкой тонким слоем (рис 25-43) .
Не следует пытаться тщательно скрыть металл этим первым слоем .
Он предназначен для полного смачивания металла и заполнения углублений, оставшихся после шлифования . Колпачок просушивают и обжигают под вакуумом при соответствующей температуре .
Вакуум отключают и колпачок выдерживают при температуре на воздухе в течение 1 мин .
Второй слой опаковой керамической массы наносят для маскировки металла (рис 25-44) .
Порошок и жидкость замешивают до сметанообразной консистенции и наносят на колпачок вибрирующим движением кисточки .
Опаковый слой должен быть как можно тоньше, только чтобы скрыть металл .
Осторожно совершают вибрацию колпачка для конденсации керамики и лишнюю воду удаляют сухой тканью .
Второй слой опакера обжигается при том же режиме обжига .
Толщина опакового слоя составляет приблизительно 0.3 мм .
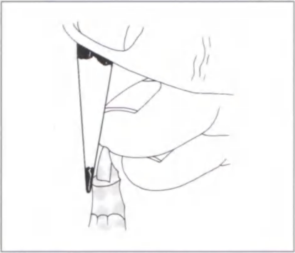
Рис. 25-45. Красным карандашом отмечают границу препарирования в области вестибулярного уступа.
Создание цельнокерамического края.
После нанесения опакера реставрация с металлической гирляндой по вестибулярному краю теперь готова для нанесения дентинных и эмалевых керамических масс .
При изготовлении реставраций с цельнокерамическим вестибулярным краем необходимо выполнить несколько дополнительных этапов .
Это дополнительное время и навыки, требуемые для создания керамического края по методике непосредственного подъема, часто отражаются в более высокой стоимости лабораторных этапов изготовления .
Для изготовления цельнокерамического края по методике непосредственного подъема на штампе отмечают уступ на границе препарирования гранью красного карандаша (рис 25-45). Затем на пористую поверхность гипсового штампа кисточкой наносят специальный изоляционный материал (Цера-Сил, Бель де Сэмт Клер, Cera-Seal, Belle de St Claire) или в области границы препарирования на штампе прижимают тонкий слой цианакрилатного цемента (Пермабонд 910 Адгезив, Баффало Дентал, Permabond 910 Adhesive, Buffalo Dental Mfg Со) (рис 25-46) .
Лишнюю жидкость удаляют сжатым воздухом для создания равномерного тонкого слоя герметика (рис 25-47).
На вестибулярный уступ изолированного штампа кисточкой наносят специальное смазывающее средство, или разделительный материал для керамики (Цера-Сеп, Бель де Сэнт Клер, С era-Sep) (рис 25-48) . Затем на штампе устанавливают колпачок, покрытый опакером Порошок плечевой керамической массы смешивают с дистиллированной водой или жидкостью, рекомендованной производителем . Существуют методики использования жидкости для высокотемпературной формовки в качестве связующей при создании керамического края непосредственным подъемом . По мере высыхания керамической смеси на штампе жидкость формовочной массы твердеет, что облегчает удаление колпачка со штампа без перелома в области края . Однако после обжига остаточные частицы оксида кремния действуют как примеси в керамике, ослабляя ее и делая более подверженной переломам . На вестибулярный уступ добавляют первый слой плечевой керамической массы, она покрывает колпачок приблизительно на 2-3 мм (рис 25-49) .
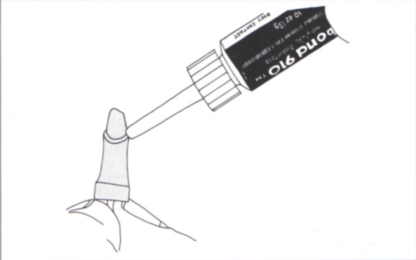
Рис. 25-46. Для герметизации штампа в области вестибулярного уступа наносят цианакрилатный цемент

Рис. 25-47. Лишний цемент удаляют струей воздуха для создания тонкого равномерного слоя
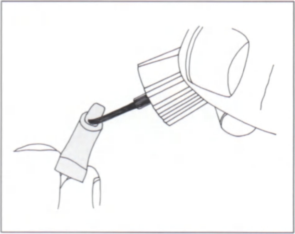
Рис. 25-48. Средство для изоляции керамики наносят на штамп вокруг вестибулярного уступа для предупреждения прилипания керамики к штампу
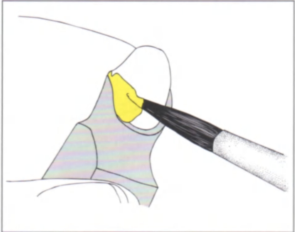
Рис. 25-49. Первый слой плечевой керамической массы кисточкой наносят на вестибулярный уступ штампа. Она должна перекрывать металлический колпачок на 2-3 мм
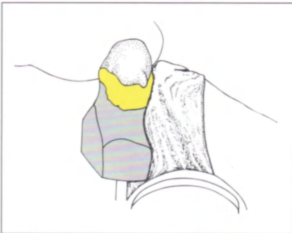
Рис. 25-50. Для конденсации керамику просушивают впи-тываюшеи тканью, чтобы жидкость больше не выступала на поверхности
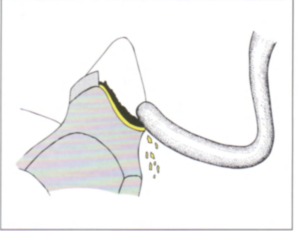
Рис. 25-51. Лишнюю зеленую плечевую керамику удаляют большим ложкообразным экскаватором или дисковиднои гладилкой. Оставляют только материал непосредственно над уступом и участок небольшой ширины (1,0 мм или меньше) на колпачке
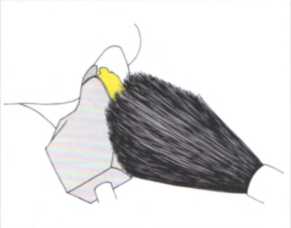
Рис. 25-52. Большой кисточкой N 10 из меха соболя сглаживают край и удаляют лишний объем материала
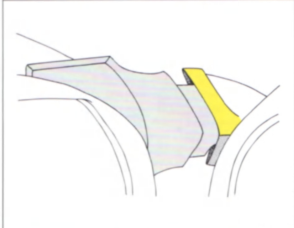
Рис. 25-53. Колпачок осторожно удаляют от штампа и проверяют наличие дефектов на плечевой керамике
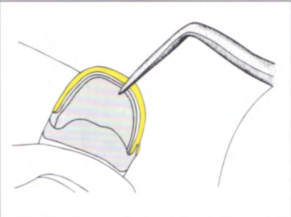
Рис. 25-54. Удаляют все видимые частицы керамики на внутренней поверхности колпачка
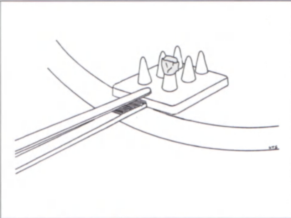
Рис. 25-55. Колпачок устанавливают на триггере и просушивают около печи
Керамику конденсируют и просушивают, промокая тканью (рис 25-50) .
Керамику гравируют большим ложкообразным экскаватором или малой каплевидной гладилкой (cleotd) (рис 25-51) для создания легкого скоса или неполного контура . При этом возникает пространство для узкого слоя дентинной керамической массы над плечевой керамикой . По краю слегка сглаживают плечевую керамическую массу конденсирующей кисточкой № 10 из меха соболя (рис 25-52) . Аккуратно снимают колпачок со штампа (рис 25-53) . Проверяют и удаляют частицы керамики на внутренней поверхности литого каркаса (рис 25-54) . Их также можно с ошлифовать после обжига, но легче обнаружить и удалить до обжига . Осторожно помещают колпачок на триггер (рис 25-55).
Керамику тщательно просушивают около печи . Затем проводят обжиг под вакуумом при температуре приблизительно на 30 °С выше, чем для соответствующих дентинной и эмалевой керамической масс . При проверке первого слоя плечевой керамики на штампе после обжига у вестибулярного края можно обнаружить небольшой зазор (рис. 25-56) . В области неплотного прилегания коронки к штампу можно еще добавить плечевую керамическую массу .
Зазор заполняют, совершая вибрацию маленькой вибрирующей кисточкой из меха соболя .
Некоторые керамисты для исправления неточности края предпочитают добавлять очень малое количество плечевой керамической массы жидкой консистенции с десневой стороны обожженного края (рис 25-57) .
Колпачок вновь устанавливают на штамп, поочередно совершая выраженное накладывающее усилие (рис 25-58) и выполняя вибрацию штампа .
Проверяют полное прилегание металлического края с язычной стороны литого каркаса . При его отсутствии колпачок снимают со штампа и гравируют часть только что наложенной «корректурной керамики» . Керамику конденсируют и сглаживают (рис 25-59) Для корректурного обжига используют тот же режим, что и для начального слоя . При удовлетворительном краевом прилегании (рис 25-60) наносят дентинную и эмалевую керамическую массы .
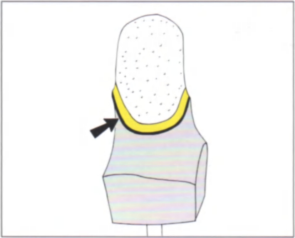
Рис. 25-56. После первого обжига плечевой керамической массы из-за усадки керамики образуется небольшой краевой зазор (стрелка)
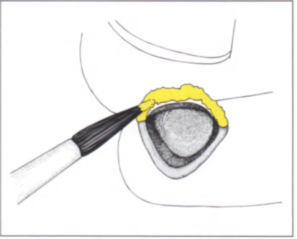
Рис. 25-57. Кисточкой наносят равномерный слой плечевой керамической массы с нижней стороны уже обожженной керамики
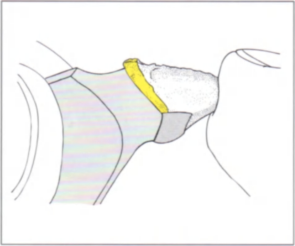
Рис. 25-58. Колпачок устанавливают на штампе, регулируя направление, до полного наложения
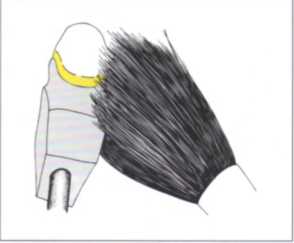
Рис. 25-59. Корректурный слой керамики конденсируют и сглаживают большой конденсирующей кисточкой
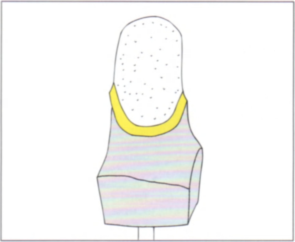
Рис. 25-60. Краевой зазор между плечевой керамикой и границей препарирования должен быть закрыт до последующего моделирования
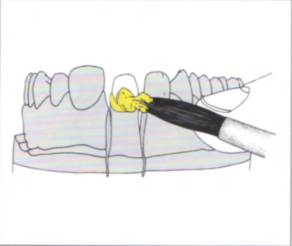
Рис. 25-61. Нанесение дентинной керамической массы начинают кисточкой
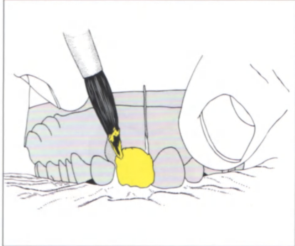
Рис. 25-62. Моделирование дентинной керамикой продолжают кисточкой, удерживая ткань позади режущего края для впитывания воды
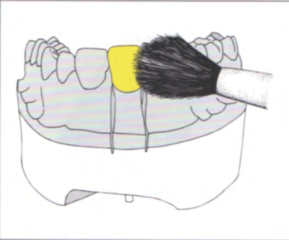
Рис. 25-63. Окончательную конденсацию выполняют кисточкой N*10 MS меха соболя
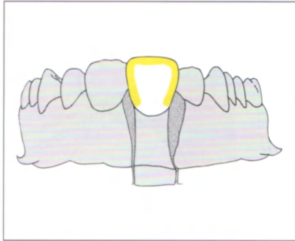
Рис. 25-64. Моделирование из дентиннои керамической массы слегка превышает предполагаемый окончательный контур коронки.
Нанесение дентинной и эмалевой керамической массы.
Дентинную керамическую массу смешивают с дистиллированной водой или жидкостью, рекомендованной производителем до сметанообразной консистенции .
Затем ее наносят на опакер кисточкой из меха соболя или небольшим шпателем, начиная от вестибулярного при-десневого края колпачка, находящегося на рабочей модели (рис 25-61) . Вначале с помощью кисточки моделируют полный контур коронки из дентинной массы . Для конденсации керамики совершают вибрацию, промокая жидкость тканью (рис 25-62) .
Затем сглаживают конденсационной кисточкой NbIO из меха соболя (рис 25-63) . Законченное моделирование должно быть с увеличенными контурами (рис 25-64) После конденсации керамики и просушивания до консистенции влажного песка дентинный слой гравируют, создавая место для эмалевой керамической массы .
Объем и локализация гравирования зависят от желаемой схемы прозрачности Обычно оно имеет определенную форму скоса на режуще-вестибулярном сегменте смоделированной дентинной массы (рис 25-65) Часто срезы в области режуще-проксимальных углов совмещаются посередине (рис 25-66) Для восстановления полного контура реставрации наносят эмалевую керамическую массу (рис 25-67). Гравирующими инструментами или кисточками придают керамике окончательные контуры (рис 25-68) Керамику конденсируют, промокая с язычной (рис 25-69, А) и вестибулярной сторон (рис 25-69, В).
Выпускаемые керамические массы обладают значительной линейной усадкой в процессе обжига, причем металлокерамическая коронка на обычный центральный резец дает усадку 0,9 мм по режущему краю Перед обжигом реставрация должна быть немного больше в направлении режущего края для компенсации этой усадки (рис 25-70) В общем, коронка должна на 1/5 превышать нужный размер для компенсации 20%-ной усадки во время обжига (рис 25-71).
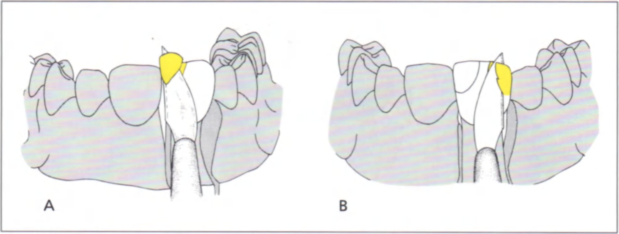
Рис. 25-65. Дентинную керамическую массу срезают для дальнейшего нанесения резцовой массы (А). Объем и локализация зависят от желаемой схемы прозрачности реставрации. Для этого может потребоваться только удаление массы в области углов (В)
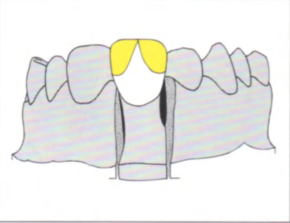
Рис. 25-66. Завершено гравирование для нанесения резцовой керамической массы
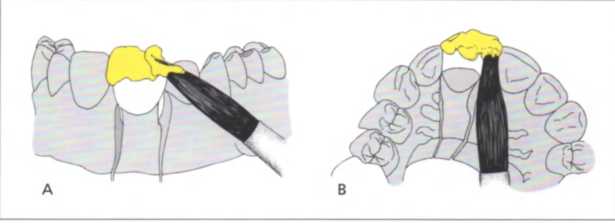
Рис. 25-67. В области гравирования кисточкой наносят эмалевую керамическую массу: вид спереди (А) и со стороны режущего края (В)
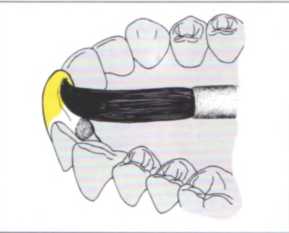
Рис. 25-68. Эмалевую керамическую массу наносят на язычную поверхность. Кисточкой оформляют язычную ямку
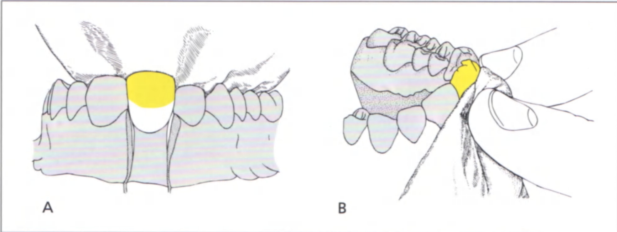
Рис. 25-69. Только что нанесенную керамическую массу промокают с язычной (А) и вестибулярной сторон (В)
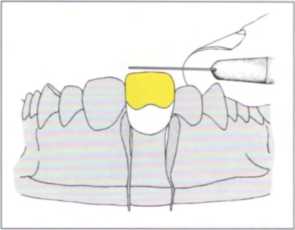
Рис. 25-70. Эмалевую массу наносят с небольшим избытком для компенсации усадки во время обжига
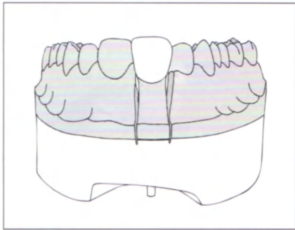
Рис. 25-71. Завершенное керамическое моделирование на рабочей модели. Вид с вестибулярной стороны

Рис. 25-72. Штамп извлекают из модели и небольшое количество керамики добавляют на обе проксимальные поверхности

Рис. 25-73. Добавленный с проксимальной стороны материал сглаживают с вестибулярными и язычными контурами
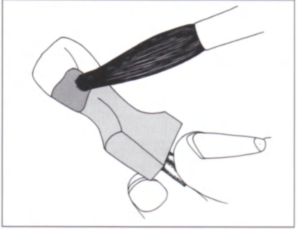
Рис. 25-74. Перед обжигом удаляют всю керамику, попавшую на открытый металл
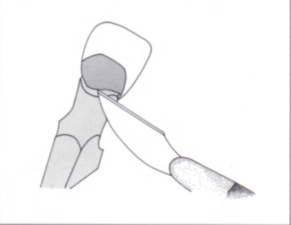
Рис. 25-75. Окончательно смоделированную коронку осторожно удаляют со штампа
Осторожно удаляют реставрацию с рабочей модели и добавляют керамическую массу в проксимальных участках (рис 25-72) .
Добавленный в проксимальной области материал сглаживают с окружающими контурами коронки (рис 25-73) .
Удаляют лишнюю керамику на необлицовываемом металле у соединения керамики и металла (рис 25-74) .
Коронку отделяют от штампа, поместив вершину острого инструмента под язычный металлический край (рис 25-75) .
При удалении коронки избегают повреждения керамического края .
Для заключительной конденсации совершают вибрацию зажима, удерживающего коронку, вдоль рифленой поверхности гладилки Роуча (Roach) (рис 25-76) .
Промокают всю влагу, выступившую при этом на поверхность .
Кисточкой удаляют все частицы керамики, попавшие в коронку (рис 25-77) . Первично смоделированную коронку просушивают около печи несколько минут и затем проводят обжиг под вакуумом при температуре, установленной производителем данной керамики .
Вновь примеряют реставрацию на рабочей модели и оценивают контуры . Проксимальные контакты часто бывают открытыми (рис 25-78) . Для коррекции недостаточного объема контуров можно добавить соответствующую керамическую массу . Коронку удаляют со штампа и удерживают в области необлицовываемого металла щечками модифицированного гемостатического зажима москит, чтобы не повредить край . Добавляют керамику на проксимальные контакты и сглаживают контуры (рис. 25-79) . Проводят обжиг реставрации при температуре приблизительно на 10-20 “С ниже начального обжига . Эти последующие обжиги не должны влиять на более тугоплавкую керамику, формирующую вестибулярный край
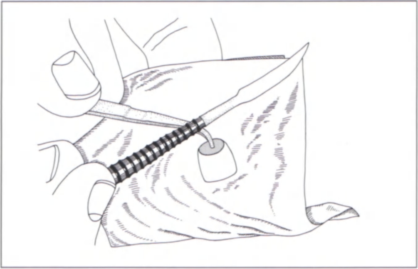
Рис. 25-76. Конденсацию керамики завершают, используя ткань для впитывания лишнеи влаги
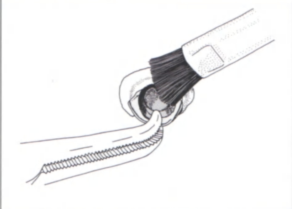
Рис. 25-77. Сухой кисточкой удаляют всю керамику, попавшую внутрь коронки
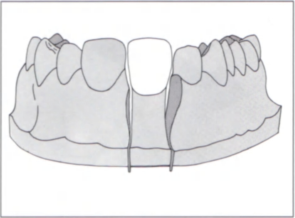
Рис. 25-78. После начального обжига коронку вновь устанавливают на модели и проверяют все контуры

Рис. 25-79. Небольшое количество керамики добавляют на проксимальных поверхностях для восстановления контакта
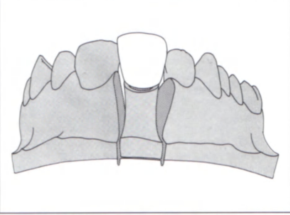
Рис. 25-80. После корректурного обжига может потребоваться минимальная обработка, например выраженного проксимального контакта, представленного здесь
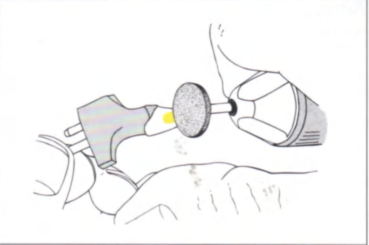
Рис. 25-81. Для оформления контуров керамики используют чистым зеленый камень или алмазную головку.
После корректурного обжига керамики коронка может или не накладываться полностью, или иметь другие мелкие недостатки (рис 25-80) .
Обработку керамики проводят алмазными дисками, головками из оксида алюминия или карборундовыми головками (рис 25-81).
Обработка керамическом поверхности.
После создания необходимых контуров и окклюзионных контактов проводят обработку поверхности реставрации .
.
Тремя распространенными методами обработки являются.
1 - естественное или самоглазурование,.
2 - нанесение наружной глазури.
3 - полирование.
Для полирования керамики выпускают наборы из прорезиненных абразивов и полирующих составов .
Керамика способна глазуроваться самостоятельно, находясь при температуре плавления в атмосфере воздуха в течение 1-4 мин .
Многие керамисты предпочитают этот метол считая, что он сохраняет характер и текстуру поверхности керамики .
При нанесении на поверхность реставрации наружной глазури, тонкого слоя легкоплавкой прозрачной керамики, обжиг проводят при значительно более низкой температуре, чем обжиг дентинной и эмалевой керамической масс .
Поскольку после многократных обжигов керамика утрачивает способность формировать естественную глазурь, нанесение наружной глазури может быть показано при изготовлении протяженных реставраций, для которых требовалось несколько корректурных обжигов .
Однако следует проявлять осторожность, чтобы не произошел пережог керамики .
Она может вернуться в более кристаллическое состояние и приобрести молочный или матовый цвет .
Это состояние известно как расстеклование .
Расстеклование приводит к утрате естественного внешнего вида, и никакая обработка поверхности не сможет оживить керамику . Полирование подходит для обработки относительно небольших участков, например проксимальных контактов и ограниченных участков окклюзионного контакта . Традиционно считается, что полированная керамика имеет более шероховатую поверхность, чем глазурованная .
Однако последние результаты качественного и количественного анализа поверхности полированной керамики подтвердили. что удовлетворительное состояние поверхности можно создать при использовании выпускаемых полировочных систем (Труластер, Брасселер, Truluster и набор для обработки керамики. Шофу. Porcelain Adjustment Kit) .
По данным Jacobi и соавт. полированная керамика является менее деструктивной в отношении тканей противоположных зубов, чем глазурованная керамика .
Шлифование и цементирование.
Обработка и шлифование металлической части представлена на с 397 Обработка керамической поверхности в основном соответствует цельнокерамическим реставрациям При вероятности значительной модификации контуров или цвета в процессе примерки глазурование реставрации можно не проводить до завершения исправлений Недостаточные проксимальные контакты и краевые зазоры можно исправить в клинических условиях, в противном случае реставрацию направляют в лабораторию.
Модификация цвета.
Слишком темный цвет металлокерамической коронки (очень низкий уровень яркости) почти невозможно сделать светлее с помощью индивидуального нанесения красителей, не сделав зуб слишком опаковым. Однако слишком светлый цвет (очень высокий уровень яркости) можно модифицировать . Для придания более естественного внешнего вида также можно имитировать линии трещин и участки цветового нарушения