|
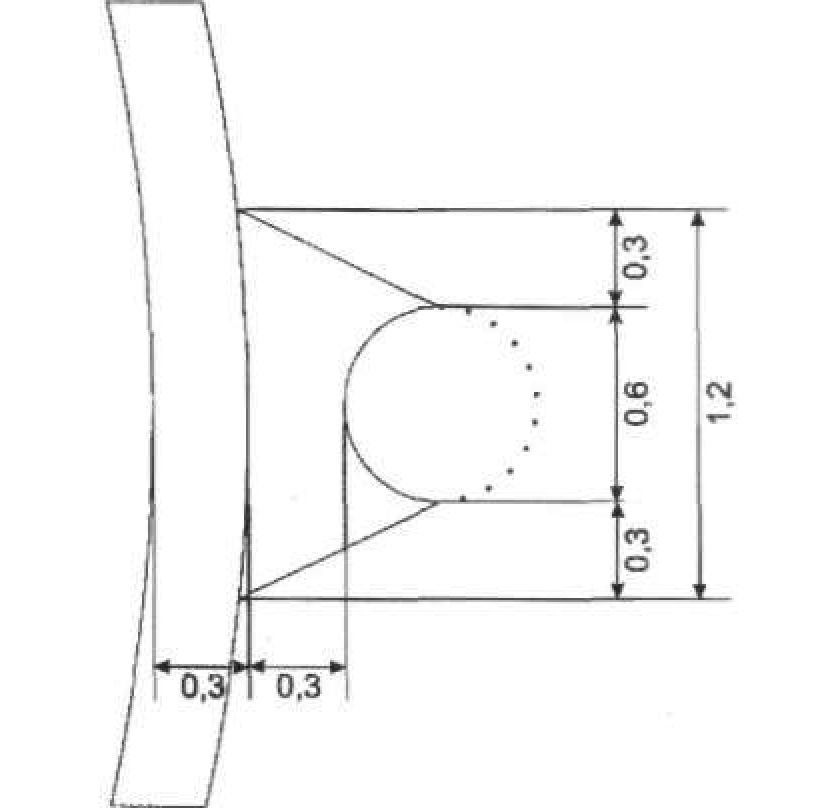
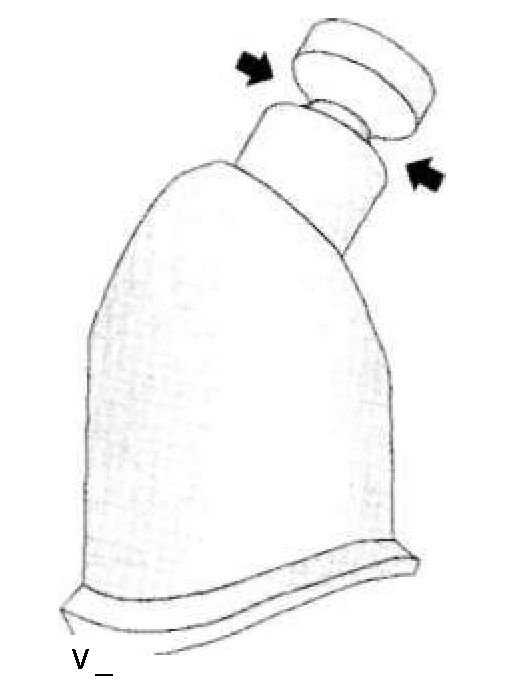
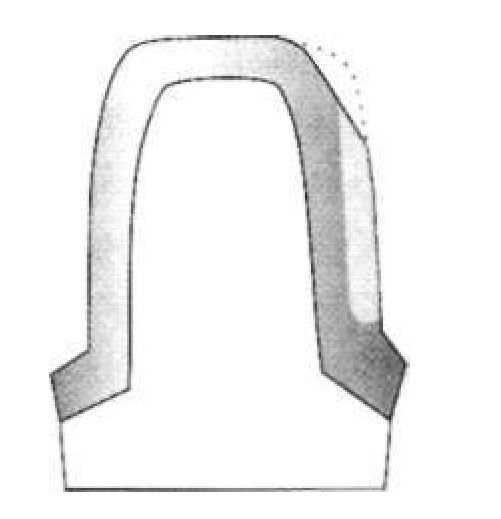
Даже минимальная усадка наглядно проявляется в образовании зазора, когда угол при вершине конуса очень незначителен. Например при среднем значении угла при вершине конуса в 6° зазор в десять раз превышает предшествующую усадку литья: если диаметр основания наружной коронки после литья уменьшается только на 10 мкм по сравнению с размером восковой модели, то есть если угол при вершине конуса составляет 6°, то зазор образуется в 1/10 мм, а при 1° он уже достигает нескольких миллиметров. Если лаборатория, в которой литье имеет сравнительно значительную усадку, изготавливает конусные коронки с очень небольшим углом при вершине конуса, то это может привести к возникновению дефекта: вторичная конусная коронка будет высокой, поскольку теперь зазор станет на несколько миллиметров больше. Высота окклюзионного зазора тем больше, чем больше усадка при литье и чем меньше угол конуса телескопической коронки. Для практического применения имеет значение следующее: если вторичная телескопическая коронка не обладает достаточной силой сцепления, это может означать, что она опирается на торец внутренней телескопической коронки. В этом случае необходимо с помощью грубого резинового диска отполировать торец первичной коронки так, чтобы боковые прилегающие поверхности контактировали друг с другом. Аналогичная проблема возникает, если вторичная телескопическая коронка упирается в первичную в пришеечной зоне до того, как соприкоснутся их боковые поверхности. Для пришеечной ступеньки действует тот же принцип, что и для окклюзионного зазора, но с отличием в том, что пришлифовывать эту ступеньку следует в наружной телескопической коронке. Для сплавов благородных металлов с типичным модулем сцепления |>« 0,2 (при полированной поверхности) оптимальное значение угла схождения составляет а ~ 5°-7°. Для сплавов неблагородных металлов при типичном для них модуле сцепления ц.. - 0,15 (и тщательном сглаживании поверхностей) оптимальный угол схождения составляет а « 2°-4°. Техника литья «металл на металл» Отдельные сплавы неблагородных металлов позволяют изготавливать вторичные детали в так называемой технике литья «металл на металл». Склонность сплавов неблагородных металлов к образованию оксидных пленок способствует применению этой техники литья. Образующийся окисный слой облегчает механическое отделение литых наружных частей от внутренних. Желательную подгонку двойных коронок можно получить путем специальной механической обработки внутренней поверхности наружной части. При современном уровне техники приходится мириться со слегка шероховатыми внутренними поверхностями наружных деталей. Это остается ограничением с точки зрения стремления к гигиене протеза, так как шероховатая поверхность увеличивает пищевую ретенцию. Совпадение отлитых деталей, как и отсутствие мест пайки и, не в последнюю очередь, значительная экономия времени при изготовлении протяженных конструкции за счет одной отливки делает технику литья к сочетании с применением сплавов недорогих неблагородных металлов особенно привлекательной. Техника изготовления комбинированного протеза с телескопическими коронками с фрикционными штифтами Работа зубного техника над комбинированным протезом с телескопическими фиксаторами начинается с анализа диагностических моделей совместно с врачом-ортопедом. После определения конструкции будущего протеза зубной техник, как правило, изготавливает временные протезы, которыми пациент будет пользоваться до момента изготовления постоянных конструкций, и индивидуальную ложку для снятия оттиска для изготовления съемной части комбинированного протеза. После получения от врача-ортопеда рабочего оттиска зубной техник изготавливает разборную рабочую модель из супергипса, на которой производит моделировку первичных коронок. Для достижения высокой точности моделировку первичного воскового колпачка лучше производить методом окунания в расплавленный в воскотопке воск. После этого воском для фрезерования следует увеличить объем восковой композиции. Фрезерование первичной коронки производится при низких оборотах до уровня десневого края восковой спиралевидной фрезой, имеющей конусность 2°, фрезерным устройством или восковым шабером в параллелометре при выбранном угле наклона модели. После этого восковой колпачок укорачивается по кругу на 1 мм от границы препарирования и дополняется пришеечным воском. Из специального силиконового материала на модели изготавливается искусственная десна и проводится повторное фрезерование восковой композиции с расположением края уступа на уровне десны (рис. 161). Ширина уступа должна быть не менее 0,6 мм. На месте запланированного размещения фрикционного штифта моделируется соответствующее вертикальное утолщение (рис.162). Утолщение должно быть с каждой стороны на 0,3 мм больше, чем диаметр штифта. После этого производится окончательное фрезерование.
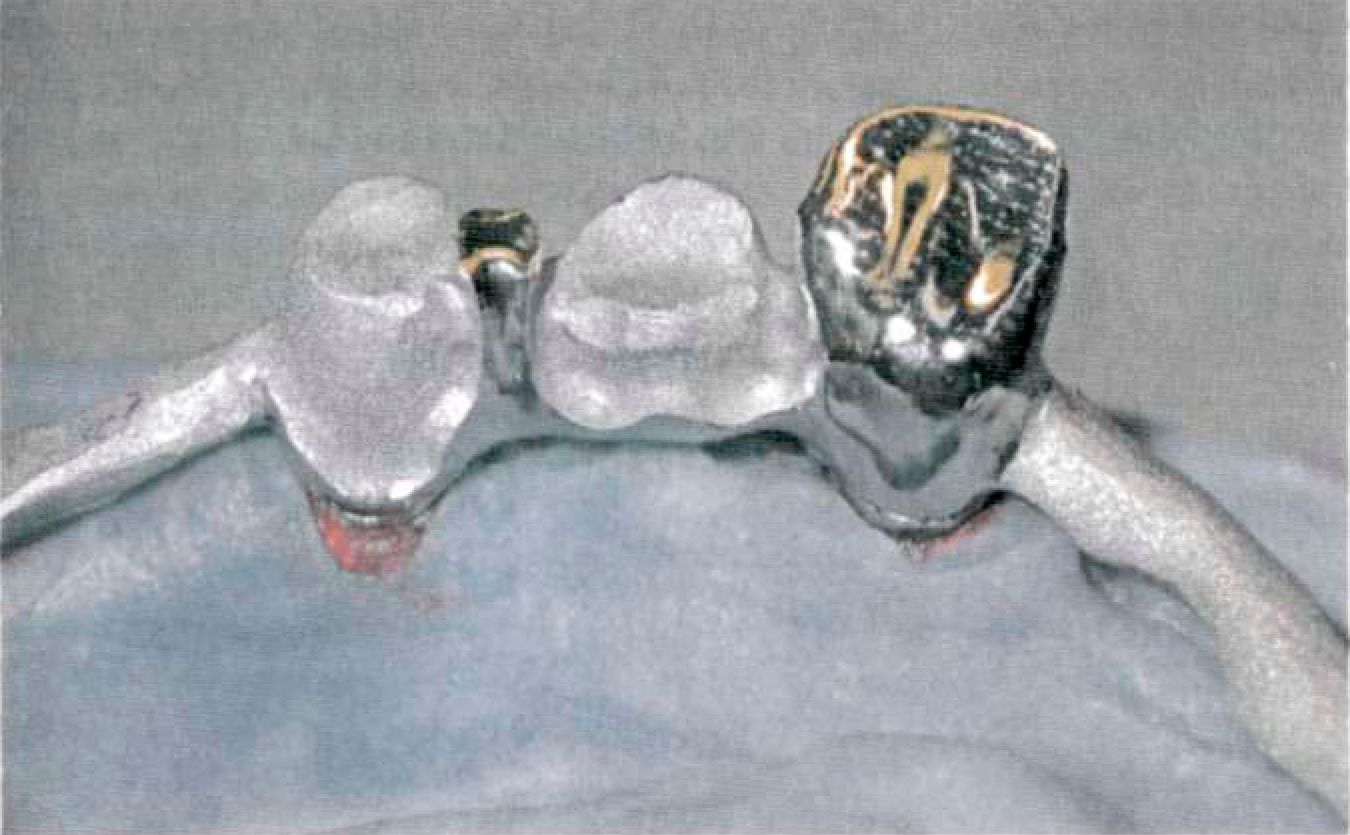
Чаще всего применяют по одному фрикционному штифту на одну телескопическую коронку. Правилом является расположение штифта на наиболее длинной (высокой) поверхности опорного зуба, так чтобы эффективная длина штифта составляла не менее 4 мм. Расположению фрикционного штифта на вестибулярной поверхности может препятствовать последующее увеличение контура опорного зуба с этой поверхности и, соответственно, при расположении этого зуба во фронтальной области — нарушение эстетики. При одинаковой длине (высоте) опорного зуба со всех сторон фрикционный штифт располагают на дистальной или медиальной, обращенной к дефекту, поверхности опорного зуба. Отмоделированную восковую композицию штифтуют, используя питатели 1 уровня диаметром 1,5 мм, 2 уровня диаметром 3 мм, основной питатель диаметром 5 мм. Литники лучше располагать на окклюзионной поверхности коронок. Восковую композицию помешают в «елочке» на середине опоки по высоте по кругу, избегая горячего центра опоки, в соответствии с рекомендациями по литью металлов. Литье рекомендуется проводить на вакуумной литейной машине центрифужным методом с горизонтальным вращением. Для первичных коронок и каркаса покрывного протеза лучше использовать один и тот же кобальтохромовый стоматологический сплав. После литья охлаждают опоку на воздухе до комнатной температуры, освобождают от формовочной массы, припасовывают первичные коронки на модели. При этом на поверхности коронки оставляют литники длиной 1-2 мм, дополнительно изготавливая на них ретенционные пункты (рис. 163). Первичные коронки слегка смазываются вазелином и заполняются беззольной пластмассой. В качестве ретенции пластмассовых
В клинике врач припасовывает первичные коронки на опорных зубах и индивидуальной ложкой снимает оттиск для изготовления металлического каркаса и пластмассовой облицовки всего покрывного протеза. Зубной техник подготавливает новую рабочую модель, где четко должны прослеживаться границы будущего покрывного протеза. В зафиксированные в оттиске первичные коронки вставляются заранее изготовленные пластмассовые культи, и оттиск заливается супергипсом. Проводится черновая обработка поверхности первичных телескопов (удаление литников), и модель с первичными коронками с помощью специального приспособления устанавливают на площадке для фрезерования в прежнем наклоне. Фрезерование производят на фрезерной установке со скоростью вращения 35-50 тысяч оборотов в минуту твердосплавными фрезами с конусностью 2° и закругленным торцом. Сначала следует использовать перекрестнозубчатые фрезы для рационального и эффективного удаления материала, затем фрезы с мелким напылением и на оборотах 9-10 тысяч в минуту. Получается параллельная и блестящая поверхность. Затем уступы скашиваются перекрестно-зубчатой фрезой, полируются и доводятся до высокого блеска тонкодисперсной алмазной пастой. Верхнюю часть коронок можно обработать резиновым полиром, который никогда не следует применять в пришеечной области коронок. После фрезерования рабочую модель с первичными коронками готовят к дублированию, дублируют силиконом и готовят огнеупорную модель. На огнеупорной модели моделируют восковой каркас съемной части протеза. Край вторичной телескопической коронки следует располагать на пришеечном уступе первичной коронки. При изготовлении покрывных протезов с телескопическими фиксаторами необходимо, чтобы: • язычная стенка вторичной телескопической коронки была сделана достаточно мощной, чтобы, несмотря на отсутствие подъязычной дуги, базис протеза был усиленным; • боковые стенки вторичной телескопической коронки имели достаточный по площади контакт с седлами протеза, чтобы за счет сил, воздействующих на большом рычаге, не произошел отрыв. После припасовки ответные телескопические коронки полируют изнутри мелкодисперсной алмазной пастой и подготавливают всю систему к электроискровой эрозии, которая производится на специальном оборудовании фирмы SAE. Рабочую модель с помещенными первичными коронками, закрепленную на рабочем столике, устанавливают в аппарат искровой эрозии. Медный электрод вертикально ориентируют в утолщение, созданное для производства эрозионного паза. Затем на первичных коронках закрепляют каркас съемной части протеза и подают сигнал к началу электроискровой эрозии, которая производится в автоматическом режиме. После проведения электроискровой эрозии зубной техник припасовывает в образовавшиеся пазы фрикционные штифты выбранного диаметра, немного развальцовывает отверстие во вторичной коронке по окклюзионной поверхности и в пришеечной области для последующей активации и фиксирует систему контактной сваркой (рис. 165).
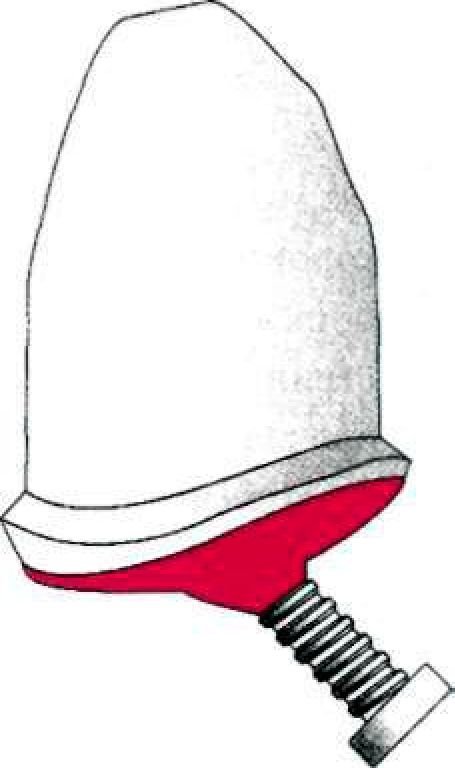
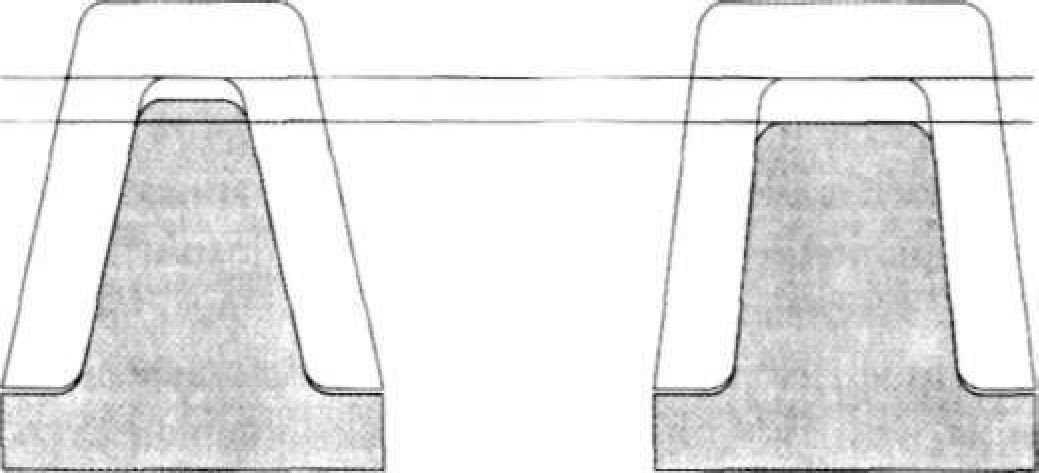
Оптимальные ретенционные свойства фрикционного штифта реализуются при наличии смещения точки его крепления во вторичной телескопической коронке на 1 мм от опорной поверхности первичной коронки. Подобный зазор достигается сошлифовыванием специально смоделированного утолщения наружной стенки первичной коронки у вершины эрозионного паза на 1 мм по горизонтали под углом 75° (рис. 166).
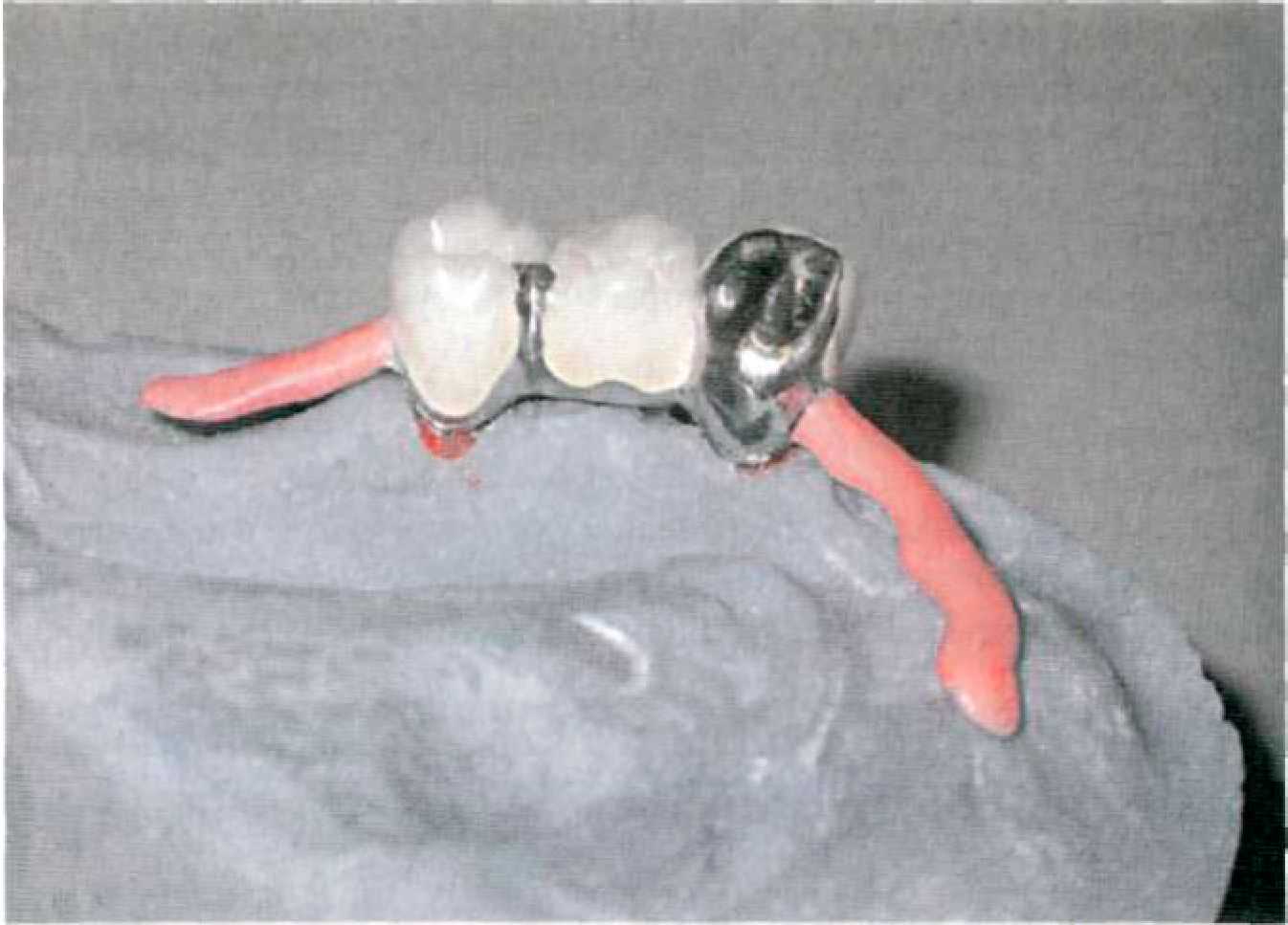
В дальнейшем производится облицовка ответных телескопических коронок. Как правило, места крепления фрикционного штифта оставляют необлицованными для последующего возможного ремонта (рис. 169). Постановку зубов, замену воскового базиса на пластмассу проводят по общепринятой технологии.
|
ТЕХНИКА ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ПРОТЕЗОВ С ТЕЛЕСКОПИЧЕСКИМИ ФИКСАТОРАМИ
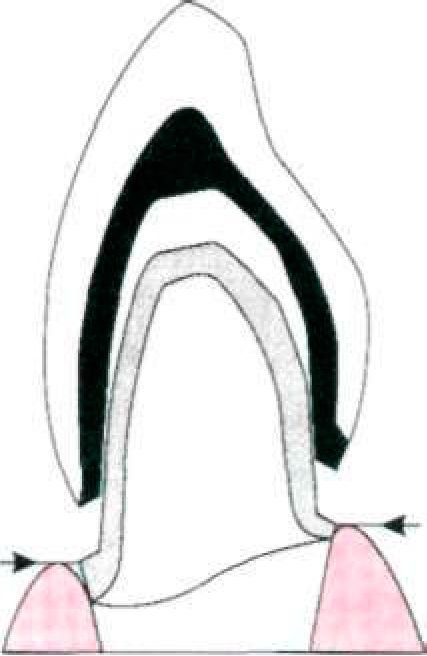
| ТЕХНИКА ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ПРОТЕЗОВ С ТЕЛЕСКОПИЧЕСКИМИ ФИКСАТОРАМИ Из множества решений изготовления телескопических коронок в настоящее время наибольшее распространение получили три варианта: • телескопические коронки с конусностью стенок 4°-6°, изготовленные по традиционной технологии; • двойные коронки в технике литья «металл на металл»; • телескопические коронки с параллельно установленными методом электроискровой эрозии фрикционными штифтами. Традиционная технология Традиционная технология изготовления телескопических коронок подразумевает применение фрезерования первичных элементов и последующее изготовление покрывного протеза методом литья на огнеупорной модели. Основным условием получения определенной силы сцепления между первичной и вторичной телескопической коронкой с конусными стенками является контакт боковых поверхностей внутреннего конуса с наружным. Плоские контактирующие поверхности позволяют создать максимальную силу трения покоя. Однако такой эффект контактирующих поверхностей достигается только в том случае, если торцевая поверхность внутреннего конуса не касается торца наружного конуса. В противном случае возникающее при смыкании жевательное усилие будет передаваться непосредственно на опорный зуб, вместо того чтобы частично превращаться в упругую деформацию и аккумулироваться в соединении. Лишь в том случае сила сцепления будет надежно удерживать телескопическую коронку, когда окклюзионные внутренние поверхности конусов имеют определенный зазор. Усадка литья, свойственная типовой литейной технологии, немного обуживает наружную конусную коронку: теперь она меньше, чем при моделировании по внутреннему конусу. Все без исключения двойные телескопические коронки, изготовленные по различной литейной технологии и в различных лабораториях, имеют этот маленький зазор между торцом внутреннего конуса и внутренней поверхностью наружной конусной коронки. Поэтому целесообразно отказаться от его искусственного создания — он возникает внутри системы коронок автоматически. Сужение наружной коронки может возникать в результате усадочной деформации литья, в результате действия на литье сил сжатия или вследствие недостаточного объемного расширения паковочной массы — в любом случае зазор присутствует. Однако размер зазора при постоянной усадке зависит от угла при вершине конуса. Зазор будет больше при более крутом конусе и, соответственно, меньше при более пологом конусе (рис. 160).
|