
Понятие „двойная коронка" десятилетиями употреблялось исключительно как определение для телескопических и конусных коронок.
Сегодня оно больше используется как синоним для телескопических коронок из неблагородного сплава, и в этом значении достаточно прочно укрепилось в профессиональной нормативной лексике.
При насущной необходимости недорогого протезирования, фиксация протезов на двойных коронках из неблагородного сплава является интересной альтернативой кламмерным протезам, протезам с фиксацией на аттачменах, а также протезам с фиксацией на телескопах из благородного сплава.

Кламмерный протез

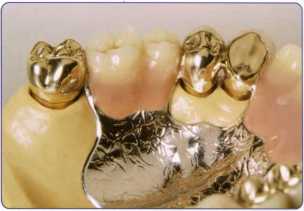
Коронки с замковым креплением - первичный каркас, Анкора - параллельный аттачмен.
Изначально многие зубные техники пытались изготавливать двойные коронки из неблагородного сплава по образцу технологии изготовления телескопов из сплавов с высоким содержанием золота. Неудовлетворительные результаты, которые отчасти выражались в плохой припасовке или коротком сроке действия фрикции, заставляли использовать дополнительные фрикционные элементы. Такие элементы позволяли зубному технику упростить процесс изготовления вторичных коронок.
Вторичные коронки, изготовленные со свободной посадкой, легче припасовывались, а фиксация осуществлялась с помощью дополнительных, вспомогательных фрикционных элементов. Но для пациента это было связано с увеличением стоимости работы, поэтому в настоящее время опять появляется спрос на „фрикционные" двойные коронки из неблагородных сплавов.

Классическая телескопическая коронока.
В отличие от изготовления классических телескопических коронок из благородного сплава, изготовление фрикционных двойных коронок из неблагородного сплава считается действительно высокотребовательной, трудоемкой работой. Это объясняется физическими свойствами (большая усадка, твердость и т. д.) неблагородных сплавов и необходимостью снимать оксидный слой пескоструйной обработкой.

EasyBlast.
Однако сегодня добиться хороших результатов зубному технику помогают усовершенствованные фрезы, оптимизированные варианты сплавов, новые разработки в секторе паковочных масс.

Кроме того, обязательны теоретические знания о свойствах материала и отлаженные процессы технологии изготовления. Особенная трудность состоит в том,чтобы обеспечить длительное сохранение фрикции и соответственно фиксацию протеза. При изготовлении конструкций из неблагородных сплавов это представляет определенную сложность для зубного техника. Пациенты ожидают получить надежную конструкцию, функционирующую без ограничений. Поскольку это требование не всегда так просто выполнимо, то иногда применяются „неактивные" удерживающие элементы, которые позже, в случае необходимости, можно „активировать".
Исходя из требований технологии изготовления, важно стандартизировать последовательность рабочего процесса. Особое внимание при этом надо обратить на используемые приборы и инструменты. Отклонения от технологии изготовления или замена приборов могут существенно повлиять на результат. Например, разные вакуумные смесители при одинаковом времени замешивания могут привести к совершенно разным результатам. Причиной тому могут быть отличающиеся друг от друга геометрические формы лопастей или различная скорость вращения. Все это влияет на расширение паковочной массы и, следовательно, на точность прилегания объекта. Поэтому разумно будет, выбрав одну систему, постоянно придерживаться последовательности установленного, зарекомендовавшего себя рабочего процесса. Только так возможны воспроизводимые хорошие результаты.

Каждая зуботехническая работа является уникальной, она всегда требует индивидуального подхода. Индивидуальный подход важен не только при выявлении показаний и вида конструкции, но и в процессе изготовления. Поэтому зубной техник должен приспособить свой собственный метод работы к соответствующей ситуации на модели.
Изготовление двойных коронок возможно и без вспомогательных элементов. Это, с одной стороны, удешевит работу, но с другой стороны, надо иметь в виду, что восстановить утраченную фрикцию без применения фрикционных элементов будет возможно только ограниченно.

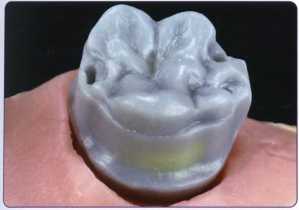
Параллельные плоскости фрезеруются уже на коронке из воска

Полный классический телескоп с пришеечным уступом


Кольцевой телескоп с окклюзионным и пришеечным уступом.
Фрезеровка параллельных плоскостей. Пазово-плечевой аттачмен
Анкерно-ленточный аттачмен - отфрезерованный по воску

Анкерно-ленточный аттачмен - из металла

Многозвеньевая фрезеровка с интерлоками

Интерлок.
Параллельно отфрезерованное ложе для плеча распределения смещения

Балка, отфрезерованная параллельно



Параллельный аттачмен.
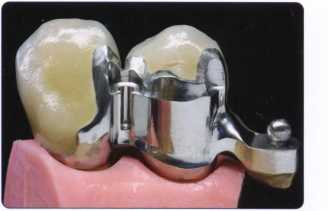
Параллельный аттачмен с вертикальным винтовым креплением

Хорошая комбинация: кольцевой телескоп, отфрезерованное ложе и параллельный аттачмен.
Параллельно отфрезерованное ложе - шаровидный аттачмен имеет только удерживающую функцию!

Фрезеровка вводного паза - пазово-плечевой аттачмен

Вводный паз

Конусные коронки - не комбинируются с телескопическими элементами!

Классическая конусная коронка (первичная часть)

Полный телескоп

Плечо распределения смещения с интерлоком.
Хорошее прилегание! Отфрезерованное ложе -плечо распределения смещения

Вторичная часть пазово-плечевого аттачмена


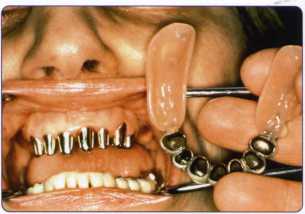
Съемный „телескопический мостовидный протез“
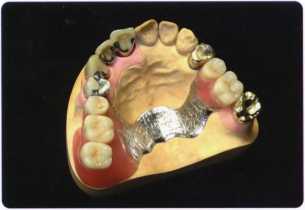
Комбинированный протез с индивидуальными аттачменами и BEGO Easy Lift

Мостовидный протез из сплава Wirobond® С -клинически испытан с 1993 г.
Вся группа сплавов Wirobond® и Wiron® не только испытана клинически, но уже на протяжении десятилетий успешно применяется в клинической практике. Это гарантирует их надежность стоматологу, зубному технику и особенно пациенту. Безопасность протезирования с этими сплавами, их клиническая пригодность и стойкость к коррозии подвергались исследованию и испытаниям на протяжении многих лет и всегда давали хорошие результаты. В библиографии BEGO перечислены более 250 научных исследований для неблагородных сплавов, проведенных в Германии и за рубежом.
Клиническая надежность сплавов группы Wirobond® и Wiron®
В настоящее время широкое применение находят как кобальтохромовые, так и никель-хромовые сплавы. Клинический опыт на протяжении десятилетий подтверждает, что использование никель-хромовых сплавов в полости рта не обязательно ведет к появлению аллергических реакций. Никель является одним из жизненно важных элементов и присутствует в человеческом организме примерно в количестве 10 мг. Это соответствует поступлению в организм 0,16 - 0,9 мг никеля в день за счет приема пищи.
Такая сравнительно высокая доза не достигается даже при первоначальном выделении никеля из никель-хромовых сплавов после протезирования. Хотя при выявленной аллергии на никель лучше все-таки отказаться от применения никелевых сплавов в полости рта. Никель является основным компонентом никель-хромовых сплавов: его содержание может достигать 75 % (Wiron® 99: Ni 65 %). Важным фактором для выделения никеля является не наличие никеля, а количество хрома. По результатам клинических и экспериментальных исследований для обеспечения высокой устойчивости к коррозии, содержание хрома должно составлять не менее 20% от массы! Основной предпосылкой для получения устойчивых к коррозии и биологически приемлемых сплавов является их состав и чистота составных элементов.
Рентгеновский флуоресцентный спектрометр -прибор, анализирующий состава сплава.
Wirobond® и Wiron® образуют крайне плотный и твердый пассивный слой, который проявляет необычайную стойкость к химическим и механическим воздействиям. Многие исследования по потере массы неблагородных сплавов подтверждают это свойство.
Немного истории: начиная с 1968, во всем мире для изготовления коронок и мостовидных протезов используется BEGO неблагородный сплав для обжига керамикой Wiron®. Решающим фактором для международного успеха сплава на основе никеля - Wiron®, была не столько стоимость, сколько замечательные качества материала. Был разработан не только новый сплав, но и создана комплексная, надежная система обработки, включающая в себя приборы и материалы. Постоянная работа по усовершенствованию сплава привела к появлению варианта без содержания никеля - Wirobond®.
Современный уровень развития представляют сегодня никельсодержащие сплавы Wiron® 99, Wirocer plus, Wiron® light и кобальтохромовые сплавы для обжига керамикой Wirobond® 280 и Wirobond® LFC.