
Точное определение наличия места начинается с постановки искусственных зубов (Set-up). Для этого искусственные зубы фиксируются на съемных сегментах разборной модели. Используя предварительную постановку на диагностической модели, можно облегчить себе этот рабочий этап. После выполненного Set-up видно, сколько места находится в распоряжении для моделировки коронок или мостовидного протеза (Wax-up) и сколько места занимают искусственные зубы. Всегда целесообразно выполнить полную анатомическую форму (Wax-up), особенно при критическом наличии места. Set-up и Wax-up значительно помогают более точно оценить окончательную форму и величину протеза. Форма зубного ряда, состоящего из Set-up и Wax-up, документируется посредством ключа из силикона или гипса.
При дальнейшей работе он может служить для переноса позиции искусственных зубов.
Первичные коронки изготовляются преимущественно из беззольной фольги (Адапта-система ) и моделируются окклюзионным или фрезерным, а также цервикальным воском у шейки зуба. Адапта-фольга стабилизирует каркас во время фрезерования и гарантирует минимальную толщину стенок. Чтобы толщина стенок коронок из металла после обработки составляла минимум 0,3 мм, толщина фольги не должна быть менее 0,4 мм. Вместо дистанционного лака можно использовать промежуточную фольгу (0,1 мм). Во время нагрева над горелкой промежуточная фольга должна находиться сверху.

После глубокого вытяжения и укорачивания, она приблизительно на 1/3 короче фольги для колпачка. Перед паковкой она извлекается, чтобы создать место для цемента. Альтернативно можно изготовить первичные колпачки из погружного воска. Более быстрый, по сравнению с Адапта-систе-мой, процесс имеет свой недостаток - повышенную склонность к деформации. Кроме того, есть риск выйти за пределы минимальной толщины стенок во время фрезерования.
Первичные коронки должны моделироваться с учетом равномерной толщины стенок вторичных коронок. Моделировка имеет также косвенное влияние на последующую посадку коронок, потому что более массивные части изготовляемых позднее вторичных коронок дают большую усадку. Это особенно отчетливо проявляется при использовании неблагородных сплавов.
Далее устанавливается направление введения протеза. Для этого зубной техник фиксирует рабочую модель на столике для модели. Для исходного положения сначала определяется окклюзионная плоскость. Это можно сделать, например, посредством стеклянной пластины, которая накладывается на модель, укомплектованную Set-up и Wax-up. Затем стеклянная пластина выравнивается параллельно к плоскости стола. Из этого получается нулевое положение модели. В этой позиции пациенту проще всего пользоваться протезом. Эта базовая плоскость является идеальным направлением введения, дающим значительную осевую нагрузку опорных зубов и поэтому должна быть, насколько возможно, реализована. Если необходимо, то путем наклона модельного столика можно скоррегировать дифференцию опорных зубов. Исходя из этого предварительно установленного направления введения, опорные зубы контролируются при помощи параллельного инструмента - во фрезерном приборе -на возможные поднутрения.
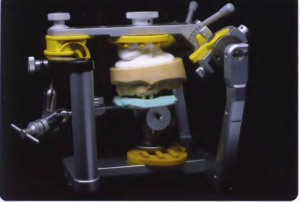
Перенос исходной ситуации в артикулятор

Исходная ситуация с препарированными зубами.
Лицевая дуга с прикусной вилкой AX-Axiomatic®ISAM


Прикусная вилка в артикуляторе SAM®3

Модели в артикуляторе после определения соотношения челюстей

Прикусная вилка с прикусом из твердого силикона
Модель верхней челюсти в артикуляторе

Исходная ситуация в артикуляторе

Set-up

Колпачок из Адапта-фольги с компенсационной фольгой и пришеечным воском.
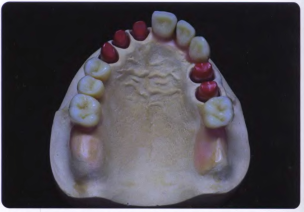
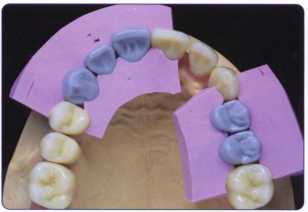
Верхняя челюсть: постановка и колпачки из Адапта-фольги

Нижняя челюсть: постановка и колпачки из Адапта-фольги

Общий вид в артикуляторе

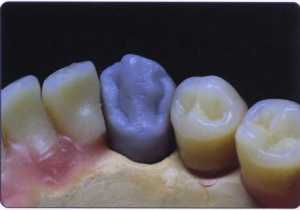
Wax-up премоляров

Вид фронтальных зубов с небной стороны

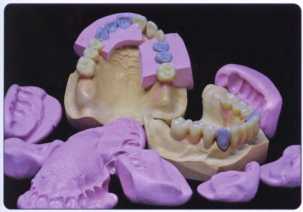
Set-up и Wax-up на верхней челюсти.
Комплектный Set-up и Wax-up

Set-up и Wax-up на нижней челюсти

Неравномерная, естественно выглядящая постановка фронтальных зубов

Set-up и Wax-up: фронтальный вид
Wax-up - зуб 43

Завершенные Set-up и Wax-up в артикуляторе

Полностью выполненные Set-up и Wax-up помогают правильно рассчитать имеющееся место.
Определение направления введения
Силиконовые ключи, изготовленные с вестибулярной и оральной стороны
Контрольные ключи сохраняют исходную ситуацию

Set-up и Wax-up

Вид премоляров с вестибулярной стороны

Вид фронтальных зубов с вестибулярной стороны


Определение нулевого положения на столике для моделей

Установленное направление введения

Определение индивидуального направления введения на нижней челюсти
Определение индивидуального направления введения на верхней челюсти.
Только после этого можно приступить к фрезеровке воска вращающимися инструментами. Обращайте внимание на то, чтобы отфрезерованный пришеечный уступ находился над десной (супрагингивально) или параллельно к краю десны. При этом нужно всегда стараться делать уступ, учитывая эстетические требования. Принимая во внимание фрикционное действие двойных коронок, оптимальная высота отфрезерованных поверхностей должна составлять 3 мм, желательно с аппроксимальным (противоположным) расположением сторон.
Для безупречной функции нет необходимости кругового расположения фрезерной поверхности. Слишком высокие фрикционные площади неблагоприятно влияют на фрикцию, наличие места и эстетику. Поэтому отфрезерованные вестибулярную и оральную стороны желательно укоротить до возможного минимума.
Для фрезеровки воска пользуются вращающимися инструментами: четырехгранными фрезами (около 3.000 об./мин.) с закругленным концом, или так называемыми „спиральными (около 3.000 об/мин) фрезами. Учитывая оптимальную геометрию, предпочтение лучше отдать „спиральным фрезам, так как в отличие от четырехгранной фрезы, контакт лезвий не прерывается! Это видно по гладким, без насечек, поверхностям. Альтернативно можно использовать обычный округленный шабер для воска (R 0.75 / R 1.15).
Для точной фиксации первичной коронки в оттискном материале желательно установить ретенционный шарик с вестибулярной стороны коронки.
Во время подготовки к паковке и литью к восковому объекту присоединяют литейные каналы. Литники к объекту должны устанавливаться под углом 45° и только к скошенным, и ни в коем случае не к параллельным площадям. Литники могут ставиться напрямую или косвенно - через питательный литник. Для паковки первичных коронок можно использовать самые различные системы опок (металлическое кольцо, бескольцевую систему Ringless, и т.д.). Опока может нагреваться, в зависимости от используемой паковочной массы, обычным традиционным или быстрым методом.
Пример быстрого нагрева: опока ставиться после 20 до 30 минут твердения в муфельную печь, предварительно нагретую до конечной температуры (Bellavest® SH 900 °С). Важно выполнить все условия, необходимые для точного литья с гладкой поверхностью.
Совет: более низкие температуры в муфельных печах ведут к уменьшенному образованию оксида и, как следствие, к более гладким поверхностям! По этой причине желательно установить возможно низкую температуру.
После литья и распаковки производится пескоструйная обработка каркасов. Внутренние стороны коронок обрабатываются материалами Когох® 110 (110 цт) и затем Perlablast® micro (50 цт).
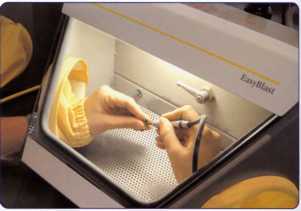
Пескоструйная обработка на EasyBlast.
Первичные коронки должны точно садиться на штампик. Затем края коронок, а также окклюзионные скошенные поверхности тщательно обрабатываются фрезами и резиновыми полирами.
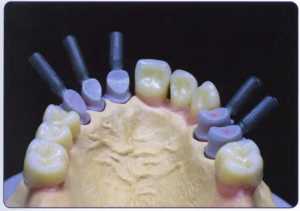
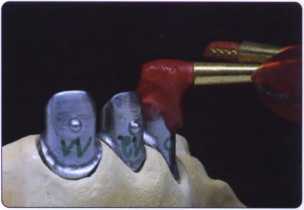
При примерке каркаса посадку первичных коронок облегчают шарики, которые уже были установлены на восковой композиции. Они также улучшают фиксацию первичных коронок в слепочном материале. Целесообразно дополнительно маркировать отдельные первичные коронки водостойким маркером для того, чтобы не перепутать их во время примерки каркаса и снятия оттиска.

Сокращение противоположных параллельных сторон до одинаковой высоты

Завершенная фрезеровка по воску

Постепенное уменьшение формы

Контрольный ключ с первичными коронками
Систематическое редуцирование премоляров

Полностью уменьшенные премоляры

Фрезеровка по воску - вид с вестибулярной стороны

Фрезеровка по воску - вид с вестибулярной стороны.
Сокращение противоположных сторон до одинаковой высоты

Фрезеровка по воску - вид с язычной стороны

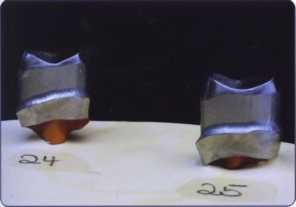
Готовые первичные коронки

Общий вид первичных коронок на нижней челюсти
Установка литников.
Контроль положения коронок к стенке муфельного кольца (безкольцевая система Ring less)

Установка литников и паковка

Исходная ситуация перед установкой литников

Первичные коронки с шариками из воска

Восковая моделировка, подготовленная к паковке

Замешивание паковочной массы (Motova 300)
Литье и примерка первичного каркаса

Опоки без металлического кольца.
Центробежное литье на высокочастотной литейной установке Fornax® Т (сплав для литья - Wirobond* 280)


Опоки после литья


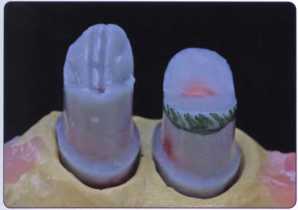
Первичные коронки, отпескоструенные Когох (110н)

Контроль точного прилегания краев.
Для сравнения: первичные коронки, отпескоструенные Perlablast micro.
Обработка первичной конструкции - переносной ключ


Припасованные и отполированные резиновым полиром первичные коронки

Первичные коронки с Set-up на верхней челюсти

Первичные коронки с Set-up на верхней челюсти

Переносной ключ для примерки каркаса

Первичные коронки, помеченные водостойким маркером
Обработанные резиновым полиром части - параллельные поверхности для фрезеровки не обрабатываются.
2.2 Примерка каркаса (неотфрезеро-ванные коронки) и второй слепок.
Для оттиска изготовляется индивидуальная ложка из светополимерной пластмассы. В зависимости от наличия места для слепочного материала предусматривается один или несколько слоев базисного воска. Для снятия слепка можно альтернативно пользоваться модифицированной техникой, при которой оттиск предварительно берется с каждого из препарированных зубов.
На следующем этапе важно, чтобы первичные коронки в правильном положении переносились с мастер-модели в полость рта. Посредством контрольного ключа, изготовленного в лаборатории либо из моделировочной пластмассы, либо из фотополимерного материала для сле-почной ложки, либо из комбинации обоих материалов, стоматолог может проконтролировать правильный перенос первичных коронок с модели в полость рта. В результате выявляются даже самые мелкие неточности в области прилегания отдельных коронок к культе зуба или в соотношении первичных коронок друг к другу. По оттиску изготовляется вторая мастер-модель - в идеальном случае с штам-пиками из пластмассы.
На этой „дефинитивной" мастер-модели исполняются все следующие рабочие этапы до завершения работы. Вначале она служит основой для изготовления шаблона для прикуса. Для этого рекомендуется второй раз залить оттиск гипсом. На полученной второй модели изготавливается шаблон для прикуса, и мастер-модель остается неповрежденной.
Внимание: если фрезеровка будет происходить непосредственно на мастер-модели, то рекомендуется использовать цоколь Split-cast. Тогда, после определения направления введения, всегда можно переставить мастер-модель со Split-cast цоколя на модельном столике в артикулятор без потери направления введения!.
2.3 Установка модели верхней челюсти в артикулятор относительно черепа.
Для позиционирования „дефинитивной" мастер-модели применяется лицевая дуга с прикусной вилкой.
Из индивидуального подхода к ситуации рассматривается возможно ли использовать предыдущую установку лицевой дуги. При малом количестве зубов или сложных конструкциях рекомендуется повторная установка лицевой дуги у пациента.

Установленная лицевая дуга.
Для точной установки мастер-модели с помощью лицевой дуги в артикулятор можно изготовить дополнительный шаблон - сравнительно с шаблоном для прикуса - из фотополимерного материала. На этом шаблоне области, в которых отсутствуют зубы, заполняются воском для прикуса. Шаблон изготовляется на мастер-модели верхней челюсти и фиксируется пластмассой на вилке для прикуса. Особенно при ситуациях с небольшим количеством зубов, шаблон помогает точно позиционировать мастер-модель верхней челюсти в артикуляторе после изъятия прикусной вилки из полости рта. Альтернативно прикусная вилка фиксируется к верхней челюсти твердым силиконом. Затем прикладывается лицевая дуга, на которой укрепляется прикусная вилка. Вся эта подготовка необходима для точного переноса ситуации соотношения верхней челюсти и черепа в артикулятор.
2.4 Определение соотношения челюстей.
Последующее выявление соотношения челюстей определяет вертикальную и горизонтальную позицию нижней челюсти к верхней. При этом используются заранее изготовленные шаблоны для прикуса. С помощью встроенного в шаблон регистрата опорного штифта, стоматолог может зафиксировать индивидуальные движения нижней челюсти в виде угла стреловидности. Это особенно целесообразно тогда, когда из-за очень малого количества зубов нельзя точно установить соотношение челюстей. После установки модели нижней челюсти в артикулятор, по определенному соотношению к верхней челюсти, делается постановка искусственных зубов. Для этого можно воспользоваться силиконовым ключом, снятым с Set-up, сделанным на разборной модели.
2.5 Фрезеровка первичного каркаса в металле.
Мастер-модель позиционируется на столике и с помощью параллельного инструмента выставляется положение, в котором все стенки первичных коронок расположены параллельно. При этом возможна небольшая компенсация отклонений от первоначального направления введения. Далее необходимо решить, как фрезеровать: на оригинальной мастер-модели или на специальной модели для фрезеровки. Изготовление дополнительной модели для фрезеровки может повлечь за собой ошибки при переносе, поэтому, при определенных обстоятельствах, резоннее работать на оригинальной мастер-модели. Но это возможно только тогда, когда фрезеруемые первичные коронки хорошо доступны со всех сторон и обладают достаточной стабильностью.
Фрезеровка на специальной модели имеет то преимущество, что оригинальная мастер-мо-дель останется неповрежденной. Изготовленная модель для фрезеровки со штампиками из моделировочной пластмассы или легкоплавкого сплава обладает высокой стабильностью, а штампики хорошо доступны во время работы на фрезерном станке. Вследствие более высокой теплостойкости, металлические штампики имеют более стабильную форму. Нельзя переносить первичные коронки для фрезеровки на первоначальную разборную модель, так как только окончательная мастер-модель отражает фактическую ситуацию в полости рта.
Изготовление фрезерной модели:.
После того как мастер-модели в правильном положении были установлены в артикулятор, можно приступить к изготовлению фрезерной модели. Для этого, например, с помощью переносного ключа (переносной паук) ситуация с мастер-модели переносится на диск для гипсования. Предпочтение отдается стабильным, индивидуально изготовленным переносным ключам, а не часто нестабильным, фабричным.
Изготовление индивидуального переносного ключа:.
Для лучшей стабильности стандартный держатель для диска предварительно укорачивается примерно на 1,5 см. Для фиксации первичных коронок хорошо подходят Dowel-штифты, которые фиксируются на диске пластмассой. Небольшие насечки на Dowel-штифтах предотвращают отделение штифтов от пластмассы.
Для изготовления штампиков из пластмассы не забудьте сначала изолировать первичные коронки вазелином. Для прочности в штампики из пластмассы вставляют слегка загнутые Dowel-штифты. Это предотвращает их отсоединение от гипса во время фрезеровки. По окончании все очень осторожно переносится на диск для гипсования.
Индивидуальный фрезерный цоколь, изготовленный с пластмассовыми или металлическими штампиками, дает, прежде всего, большую стабильность при фрезеровке первичных коронок. Неблагородные сплавы часто фрезеруются с большим давлением нажима, что вызывает опасность отклонения штампиков. Фрезеровка выполняется вращающимися инструментами различных размеров и геометрии насечки.
В зависимости от условий места используются фрезы диаметром 1,5 мм или 2,3 мм. Диаметр фрезы выбирается уже во время фрезеровки воска. Главный принцип: одинаковый диаметр инструментов, как для фрезеровки воска, так и металла! Это необходимо для точной фрезеровки пришеечного уступа, иначе, из-за различных размеров окончаний инструментов, получаются различные радиусы (R 0.75 / R 1.15).
Определение направление введения / Изготовление переносного ключа

Определение направления введения после примерки каркаса
Изготовление индивидуального переносного ключа

Позиционирование переносного ключа во фрезерном станке.
Фиксация первичных коронок моделировочной пластмассой


Первичные коронки, зафиксированные на переносном ключе.
Индивидуальный переносной ключ с первичными коронками


Фрезерные штампики, стабилизованные Dowell-штифтами.
Установка позиции переносного ключа над фрезерным цоколем

Погружение переносного ключа в гипс.
Индивидуальная фрезерная модель на фрезерном цоколе


Фрезерная модель - вид сверху.
Стабильные, с Dowel-штифтами фрезерные штампики из пластмассы

Важна хорошая опора.
Для грубой фрезеровки рекомендуется использовать параллельные фрезы с крестообразной насечкой (макс. 10.000 об/мин). Для повышения продуктивности и продления времени эксплуатации фрез нужно применять подходящие для фрезеровки масла (без эфирных добавок). Альтернативой для специальных фрезерных масел может быть, например, вазелин или -для чистовой фрезеровки - воск. Часто к дентальным фрезерным маслам - для лучшего.
охлаждения - добавляется спирт. Желаемый эффект охлаждения получается при испарении.
Для чистовой фрезеровки пользуются параллельными фрезами с продольной насечкой и первоначальной скоростью вращения макс. 10.000 об/мин. Для финишной фрезеровки скорость вращения фрезы сокращается до 3.000 об./мин.
Совет: при образовании продольных насечек надо уменьшить скорость вращения и прижимное усилие.
Как уже было сказано, высота фрикционных площадей должна составлять по возможности 3 мм. После окончания фрезерования противоположные фрикционные площади выводятся на одинаковую высоту путем скашивания окклюзионных и режущих областей. Фрикционные площади высотой меньше 2-х мм ухудшают фиксацию протеза настолько, что пропадает вся функция. Все не фрикционные, режущие или окклюзионные поверхности полируются как обычно. Края коронок на этой стадии обрабатываются только резиновыми полирами, а полируются позже, вместе с вторичной частью.

Фрезерование на приборе Paraskop® М

Чистовая фрезеровка фрезами с продольной насечкой.
Грубая фрезеровка параллельными фрезами с крестообразной насечкой


Фрезеровка встречным методом

Отфрезерованные и слегка отполированные первичные коронки
Уменьшение противоположных сторон до одинаковой высоты

Результат после чистовой фрезеровки


Превосходное техническое выполнение первичных коронок является основой для продолжительной и надежной функции протеза