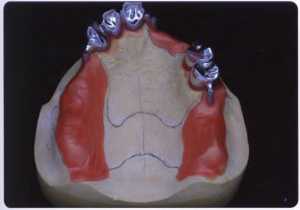
Граница базиса должна находиться на достаточном расстоянии (около 4 мм) к краю десны.
опорных зубов. На верхней челюсти противопоказано гравировать контур базиса в мастер-модели. Применяя усовершенствованные методы снятия оттиска и дублирования, гравировка становится только излишней работой.
Оптимальные предпосылки для качественного протезирования имеются тогда, когда опорные зубы с двойными коронками гарантируют полноценную пародонтальную опору. Если по линии вращения не уравновешиваются плечо нагрузки и плечо противодействия, то возможны критические ситуации. Например, при концевых дефектах, или при диагональном расположении опорных зубов (диагональная линия вращения!). Чем неблагоприятнее соотношение плеч действия и противодействия нагрузки, тем необходимее противодействие возможной ротации протеза в виде увеличения площади базиса или седловидных частей протеза. Эти важные моменты необходимо учитывать уже в начальной стадии планирования: динамику седловидных участков можно улучшить, установив стратегически важный имплантат.
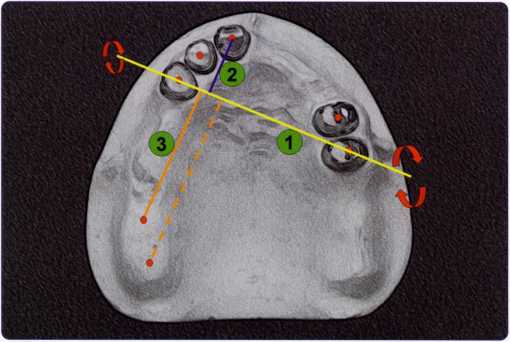
При планировании необходимо учитывать динамику седловидных участков: линия ротации(1), плечо противодействия (2) и плечо нагрузки (3).
Рисунок большого соединителя и подготовка модели

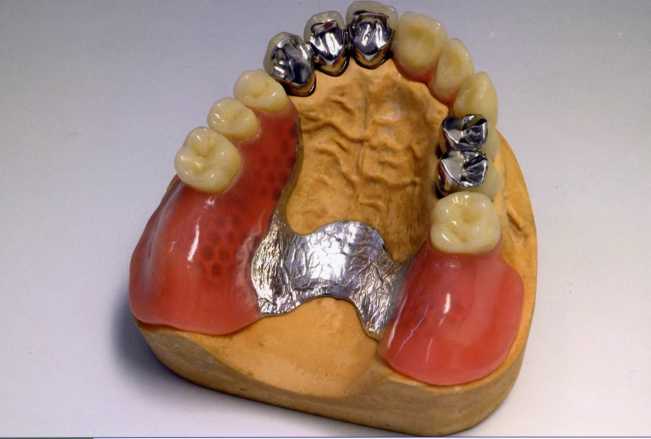
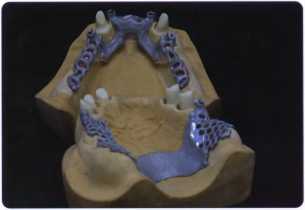
Вторичный каркас на мастер-модели.
Возможный вариант большого соединителя -большой базис

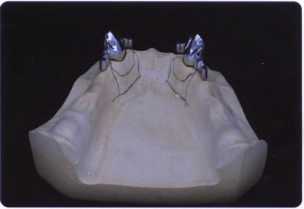
Рисунок на нижней челюсти

Поперечное соединение как альтернатива большому базису
Модель верхней челюсти, подготовленная к дублированию силиконом.
Модель нижней челюсти, подготовленная к дублированию силиконом (подготовительный воск 0,5 мм).
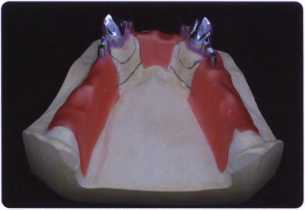
Области для седловидных частей протеза покрываются подготовительным воском (прим. 0,5 мм) в соответствии с рисунком:.
- Неблагоприятные условия окклюзии = мин. 0,4 мм.
- Сильно атрофированные области челюсти = макс. 0,6 мм.
Подготовительный воск обрезается с помощью острого инструмента под прямым углом к мастер-модели.
Восприимчивые к давлению области, например, средний небный шов и небные складки разгружают тонким слоем воска. Чтобы позднее, при изъятии мастер-модели, дублировочная форма сильно не растягивалась, нужно тщательно заблокировать все области с поднутрениями. Возможные надрезы в модели нужно также залить подготовительным воском.
4.2 Огнеупорная модель и моделирование.
Дубликат-модель лучше изготовить из паковочной массы WiroFine или Wiroplus® S и дублировать силиконом, а не гелем. Особенно области соединения (балка, и так далее) должны точно передаваться на дубликат-модели.

Дублирование силиконом Wirosil.
Wirosil® является 2х-компонентным силиконом, который замешивается в пропорции 1:1 и за счет своей устойчивости к деформации чрезвычайно точно воспроизводит мастер-модели.
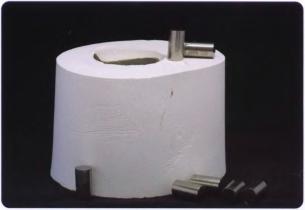
Система кювет для дублирования - Wirosil® состоит из дублировочной кюветы со стабилизационным кольцом и сменных небных форм разного размера.
Внимание: мастер-модели извлекать из формы не раньше чем через 30 минут! Во избежание деформации, перед заполнением силиконовой формы паковочной массой, в зависимости от ситуации, выдерживать время возвращения силикона в исходную форму до 30 минут.
Если модель из паковочной массы будет затвердевать под давлением (мин. 4 бара), то силиконовая форма также должна твердеть в тех же условиях - под давлением. В критических местах паковочная масса заполняется в форму небольшими порциями. Какую паковочную массу лучше использовать зависит от рабочего процесса.
Wirovest® - прочная стандартная паковочная масса для литья традиционным методом, идеальна для дублирования гелем.
WiroFine - универсальная паковочная масса для дублирования гелем и силиконом, для традиционного метода нагрева или для быстрого при температуре 1.000°С.
Wiroplus® S - паковочная масса для традиционного метода нагрева, специально для дублирования силиконом.
Перед изъятием модели из силиконовой формы ее нужно осторожно отделить сжатым воздухом.
Внимание: во избежание попадания загрязнений на поверхность дубликат-модели, сжатый воздух должен быть без конденсатов и масла!.
Для лучшей адгезии воска сухая модель обрабатывается спрейем для моделей - Дурофлюид (Durofluid ).
Дублирование силиконом и изготовление дубликат-модели

Не покрывайте воском соединительные элементы для лазерной сварки.
Соединительные элементы покрываются тонким слоем воска для склеивания

Формы из силикона

Дубликат-модель нижней челюсти из Wiroplus® S

Дублирование силиконом Wirosil®

Дубликат-модель верхней челюсти из Wiroplus® S
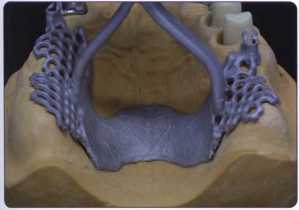
При моделировании бюгельного протеза на верхней челюсти рекомендуется накладывать первый слой для дуги из гладкого воска (0,25 -0,30 мм). Литейный воск адаптируется таким образом, чтобы до отмеченного края базиса оставалось расстояние около 3 мм. Затем накладываются и соединяются с дугой ретенции. Пластина рельефного воска (прим. 0,5 мм) адаптируется, начиная с самого глубокого места на небе. Предварительно сделанные клиновидные надрезы в пластине предотвращают образование складок в рельефном воске! Воск обрезается под прямым углом к седлу, что создает четкий ограничительный край, который не нужно будет дорабатывать. Альтернативно можно оформить ограничительный край из круглой восковой проволоки. Но при этом во время соединения проволоки и рельефного воска пропадает часть рельефной площади. Для нижней челюсти существуют различные профили дуг. Пациенты хорошо воспринимают работы, сделанные на основе анатомического воскового профиля дуги . Он имеет округленный верхний край и вогнутую к языку сторону. При помощи восковых проволок диаметром 0,8 мм моделируют ограничительные края к областям седловидных частей. В заключение посредством Set-up контролируется совпадение ширины ретенции седловидных частей и позиции ограничительных краев с постановкой искусственных зубов.
4.3 Установка литейных каналов, паковка и литье.
Литье всегда происходит от толстого к тонкому. Поэтому литейные каналы должны устанавливаться к самым массивным областям моделировки - в переходе от седла к дуге. За счет этого остывающий сплав может подтягивать материал из более массивных мест. Нужно избегать сужения или сильно изогнутых литников - это препятствуют затеканию сплава. К базису верхней челюсти - из-за широкой поверхности, соприкасающейся к моделировке - лучше устанавливать плоские литники (2 х 4,5 мм или 2 х 6,5 мм). На нижней челюсти литье происходит „сверху" или - при маленьких базисах.
- через модель. Здесь будет достаточно 2-х литейных каналов диаметром 3,5 мм. Они прикрепляются непосредственно за ограничительным краем, в прямом контакте с дугой. Для литья „сверху" используется синяя универсальная воронка . Она ставится по центру модели, как минимум на 10 мм выше моделировки, и тщательно приливается к литникам. Во время приливки воском обратите внимание на то, чтобы воск не капал на рельефный базис.
Совет: смоделированный базис прикройте бумагой!.
Благодаря своему незначительному весу универсальная воронка легко фиксируется. Перед паковкой можно покрыть моделировку тонким слоем мелкодисперсной массы - Виропайнт плюс (Wiropaint plus ) или спрейем для снятия напряжения -Аурофильм (Aurofilm ). Для паковки в распоряжении имеются маленькие (красные) или большие (синие) муфельные кольца. После паковки опоки ставят на 10 минут под давление. После этого с них снимается кольцо, и затем они 20 минут затвердевают на воздухе. Предварительный нагрев и литье происходят аналогично стандартным процессам технологии изготовления бюгельных протезов.
4.4 Правильный выбор сплава.
Применяемый сплав имеет существенное влияние на качество протеза. Сплавы из группы Wironium® - это лучшие сплавы фирмы BEGO. Сплавы группы Wironit® имеют механические свойства, которые намного превышают требования германского, европейского и международного промышленного стандарта DIN EN ISO 6871-1.
Вирониум® сверхтвердый (Wironium® extrahart) является специальным сплавом для изящных базисов и для подъязычных дуг большой протяженности. Он используется преимущественно при показаниях к комбинированному протезированию.
Вирониум® плюс (Wironium® plus) - это универсальный сплав для широкого спектра применения.
Вирониум® (Wironium®) рекомендуется для кламмерных протезов. Благодаря высокой эластичности, он больше предназначен для изготовления сильно вогнутых базисов для глубокого неба чем для узких поперечных соединений.
Все сплавы из группы Вирониум® замечательно пригодны для лазерной сварки.

Воск в области дуги

Первый слой из гладкого воска (0,3мм)

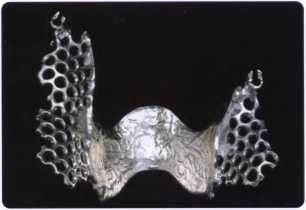
Моделировка на верхней челюсти из рельефного воска с круглыми решетчатыми ретенциями

Моделировка на нижней челюсти

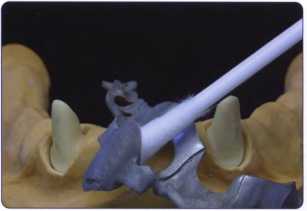
Моделировка верхней челюсти с универсальной воронкой ’ в муфельном кольце

Плоские литники устанавливаются к дуге
В группе сплавов Виронит® (Wironit®) - имеются три продукта: Виронит® сверхтвердый (Wironit® extrahart) предназначается для изящных конструкций и для прочного жесткого соединения в комбинированной технике. Он обладает хорошими литейными качествами при невысокой температуре литья и характеризуется простотой обработки и полировки больших базисов протеза.
Виронит® (Wironit®) - с самого момента появления на рынке в 1953 г. - является испытанным и надежным универсальным сплавом.
Виронит® ЛА (Wironit® LA) зарекомендовал себя при изготовлении особенно стабильных каркасов бюгельных протезов. ,,LA“ - характеристика, для оптимизированной возможности сварки лазером!.
Все сплавы групп Вирониум® и Виронит® -прошли испытания на биологическую совмести мость, что подтверждается сертификатами.
4.5 Пескоструйная обработка, заключительная обработка и полировка.
Опоки с бюгельными протезами остывают на воздухе до комнатной температуры. Чтобы ограничить образование пыли, полностью охлажденную опоку на короткое время кладут в воду. Извлекать каркас можно с помощью маленького пневматического долота для распаковки или небольшого молоточка. Оксидный слой удаляется пескоструйной обработкой!.
Для этого применяется корундовый материал Когох® зернистостью в 110/250 цм. В идеальном случае литейные каналы обрезают на моторе. После обработки каркас бюгельного протеза подвергают электролитической обработке. Полировочный ток не доходит до глубоких областей неба, что обусловлено эффектом перекрытия. Эти места остаются матовыми. Для их обработки пользуются маленьким шаровидным бором из твердого сплава или дополнительным катодом BEGO, после чего прикрытые области также приобретают желаемый блеск!.
Совет: тонкие части (например, соединительные элементы) сначала необходимо покрыть секулаком (Sekulac)!.
Каркасы должны припасовываться только после электролитической полировки. И только после того, как каркасы были полностью обработаны резиновыми полирами и отполированы, их можно соединять с вторичными коронками методом лазерной сварки, пайки или склеивания. Здесь используется та технология соединения, для которой уже при изготовлении вторичных коронок была сделана соответствующая подготовка.

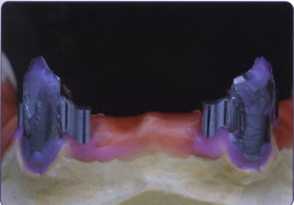
Соединительные элементы на вторичных коронках для лазерной сварки

Вторичная коронка, присоединенная лазерной сваркой к каркасу бюгельного протеза

Прибор для электролитической обработки Eltropol 300
Литье и припасовка каркаса бюгельного протеза

Предварительный прогрев опоки с 6югельным протезом
Опока после литья


Каркас бюгельного протеза после пескоструйной обработки Когох 250.
Мастер-модель с вторичными коронками перед припасовкой каркаса бюгельного протеза

Припасовывайте каркас бюгельного протеза вместе с литниками! (плоские литники 6,5 х 2 мм).
Каркас бюгельного протеза нижней челюсти (литейные каналы 3,5 мм).
Обработка, электролитическая полировка и полировка резиновыми полирами_
Каркасы бюгельных протезов после удаления литейных каналов

Подготовка к электролитической обработке


Контроль прилегания каркаса на верхней челюсти после электролитической обработки.
Контроль прилегания каркаса на нижней челюсти после электролитической обработки

Каркас бюгельного протеза с отполированными краями.
Бюгель нижней челюсти, обработанный резиновыми полирами.
Отполированный и подготовленный к склеиванию каркас бюгельного протеза
Полировка, лазерная сварка и склеивание


Каркас бюгельного протеза, склеенный с вторичными коронками

Работа на приборе LaserStar

Ситуация на нижней челюсти перед лазерной сваркой

Каркас бюгельного протеза, зафиксированный лазерной сваркой

Лазерный шов на соединительных элементах
4.6 Постановка и завершение работы.
Для окончательной постановки искусственных зубов можно использовать силиконовый ключ от Set-up. При постановке необходимо учитывать, что силы, действующие по периферии протеза, могут угрожать его фиксации. Нужно стремиться к статически надежной постановке, которая предотвратит неблагоприятные действия рычага или ограничит их. Необходимо учитывать состояние антагонистов. Сбалансированная окклюзия стабилизирует полный съемный протез противоположной челюсти. После примерки „на воске протез с фиксацией на двойных коронках изготовляется в пластмассе. В заключение требуется контроль общей удерживающей силы протеза.

Для заключительной постановки можно использовать силиконовый ключ от предварительного Set-up

Готовый вторичный каркас с постановкой зубов на воске (искусственные зубы’ - integral®).
Постановка и подготовка к облицовке

Постановка - вид сбоку


Постановка искусственных зубов

Постановка на верхней челюсти вид с окклюзионной стороны.
Постановка на нижней челюсти - вид с окклюзионной стороны
Очистка вторичной коронки

Подготовленные к облицовке поверхности коронок
Подготовка поверхности и облицовка

Нанесенный опакер

Коронки с опакером и постановка - верхняя челюсть.
Промежуточный этап при нанесении пластмассы -Sinfony

Коронки с опакером и постановка - нижняя челюсть


Ситуация перед заключительной обработкой

Облицовочный материал подбирается по цвету к искусственному зубу.
Постановка в воске и изготовление из пластмассы

Постановка в воске.
Придание анатомической формы седловидной части из воска


Вид нижней челюсти

Готовые протезы

Протезы после полимеризации

Ситуация перед завершающей обработкой

Протез верхней челюсти.
Протез верхней челюсти

Первичные коронки на верхней челюсти.
Свободная передняя часть - небные складки не покрыты протезом


Вид с вестибулярной стороны

Обширная седловидная часть допускает перебазировку

Ситуация с большим соединителем

Верхняя челюсть: первичная и вторичная конструкции

Протез нижней челюсти.
Протез нижней челюсти

Вид с вестибулярной стороны

Вид с язычной стороны

Первичные коронки

Гармоничное включение клыка

Стабильная подъязычная дуга из сплава Wironit® LA

Первичная и вторичная конструкции

Готовые протезы с фиксацией на двойных коронках в артикуляторе SAM® З