|
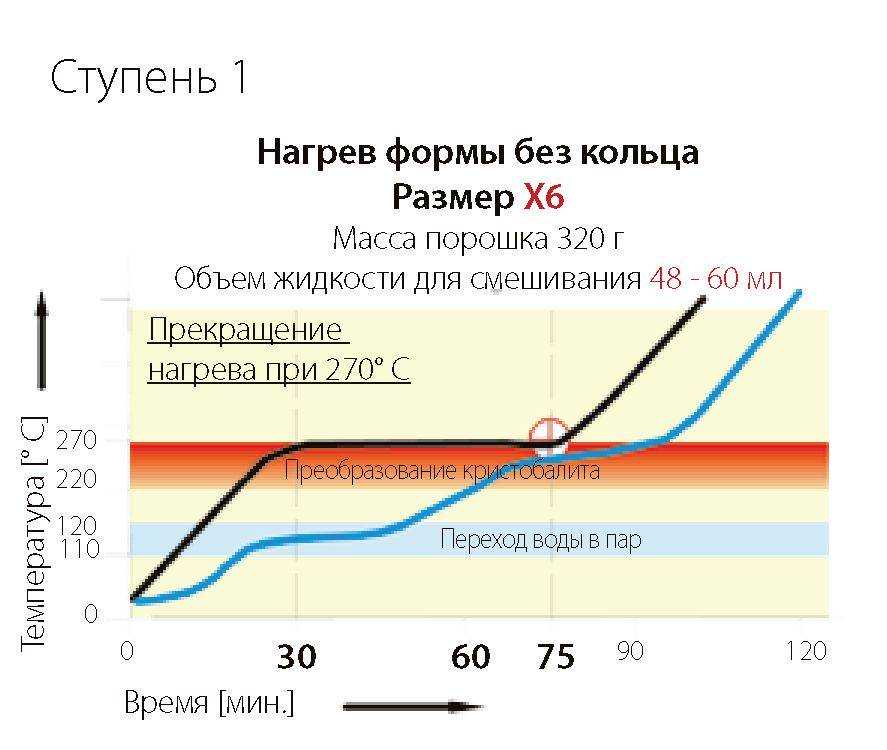
Нагрев формы без наружного опокового кольца X6 Если форму X6 нагревают до 270° C, то диаграмма ее нагрева изменяется. Большее количество порошка (320 г) требует и существенно большего количества жидкости (ок. 48-60 мл) в зависимости от вида формовочной смеси. На температурной кривой видно, что теперь процесс испарения замедляется, и форма дольше остается в температурном диапазоне между 110° C ... 120° C. Теперь время прокаливания составляет 30 минут нагрева плюс 45 минут выдержки, пока температура формовочной смеси в центре формы не достигнет 265° C. Только после этого увеличивают температуру нагрева в муфельной печи. При использовании стального опокового кольца с вискозной прокладкой нагрев прекращают в диапазоне 270° C ... 300° C (при применении той же самой формовочной массы). Выдержка и температурный режим не изменяется.
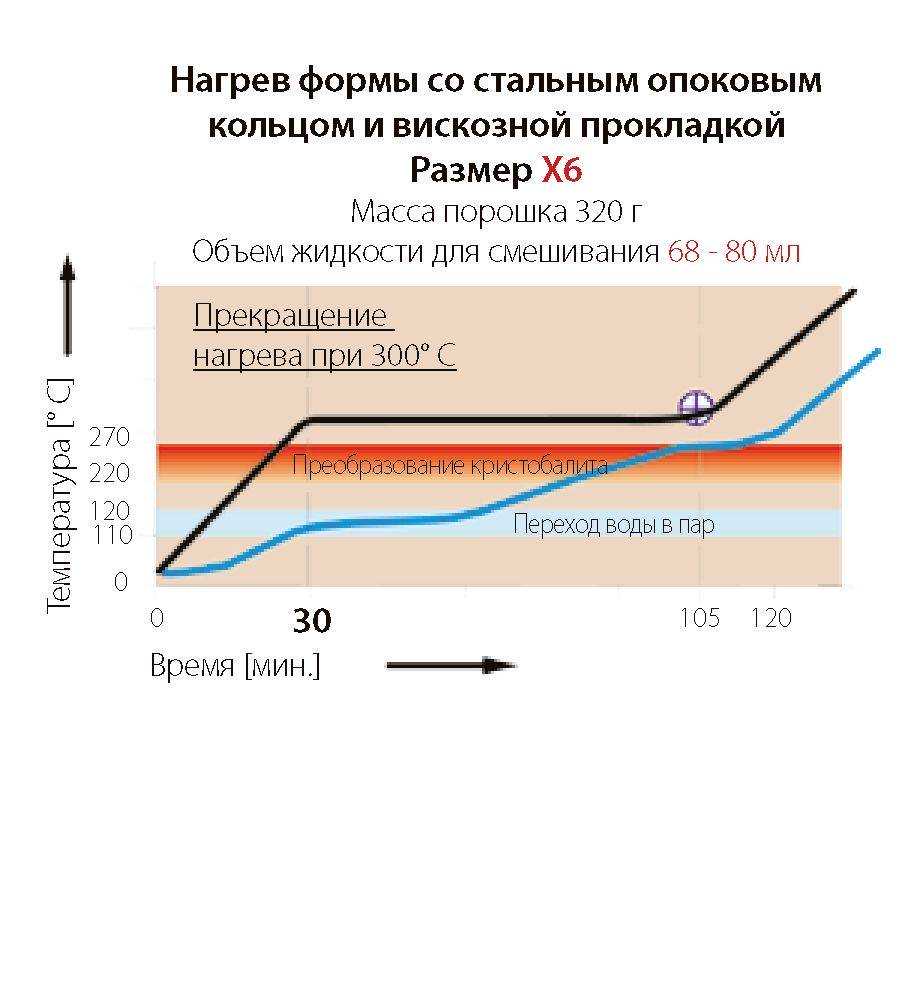
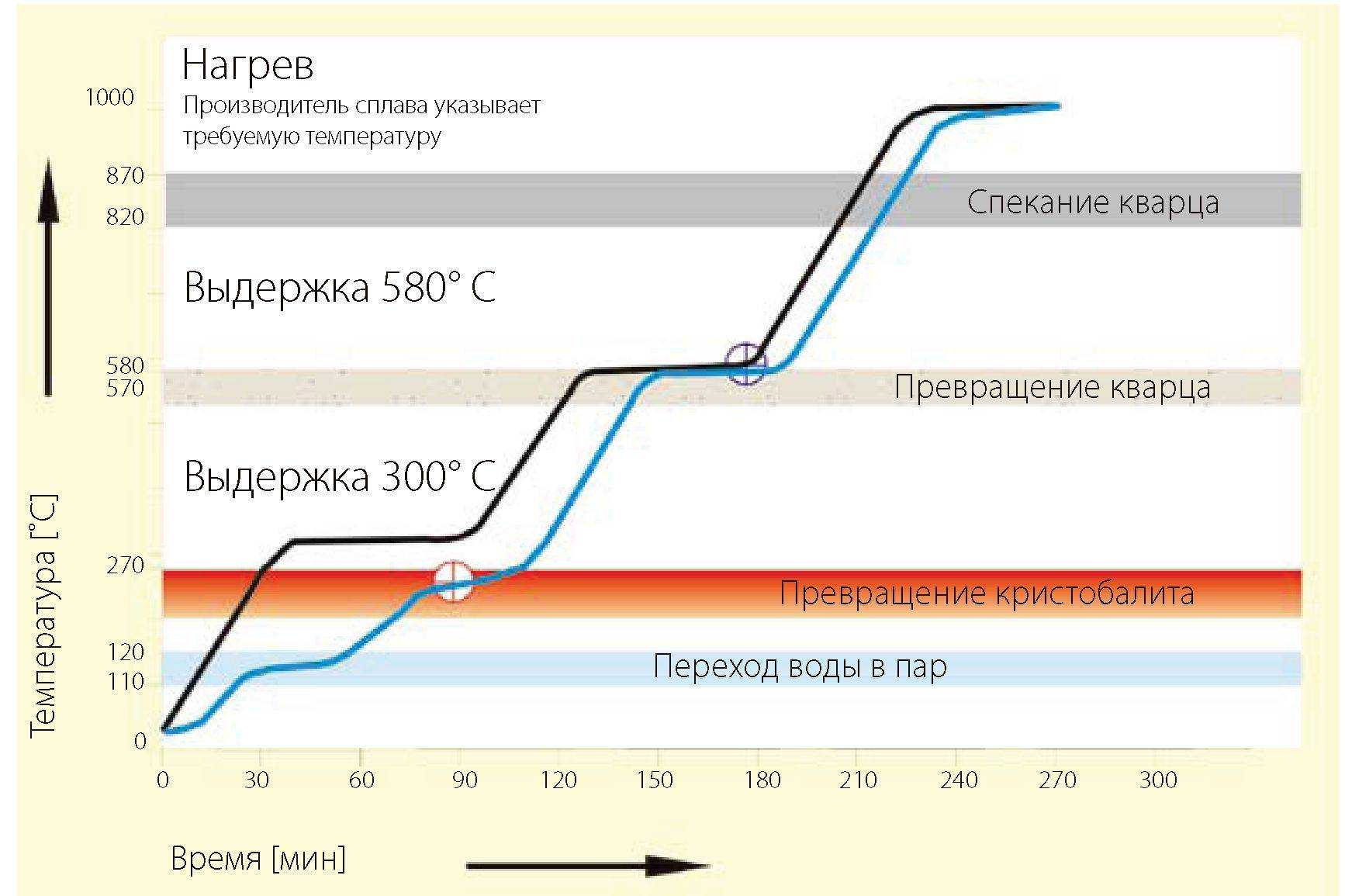
Нагрев формы со стальным опоковым кольцом и синтетической прокладкой X6 В этом случае используют формовочную смесь с большим содержанием влаги, что значительно замедляет процесс испарения при температуре 110°C ... 120°C. На 320 г порошка добавляют от 68 до 80 мл жидкости. Поэтому необходимо значительно увеличить выдержку при нагреве по сравнению с менее влагосодержащими формовочными массами. После 30 минут нагрева до 300° C выдерживают еще 75 минут при постоянной температуре, чтобы форма в центре прогрелась до 265° C, после чего продолжают процесс предварительного нагрева. Время выдержки определяется исключительно количеством влаги в формовочной смеси, а не конструктивными особенностями формы.
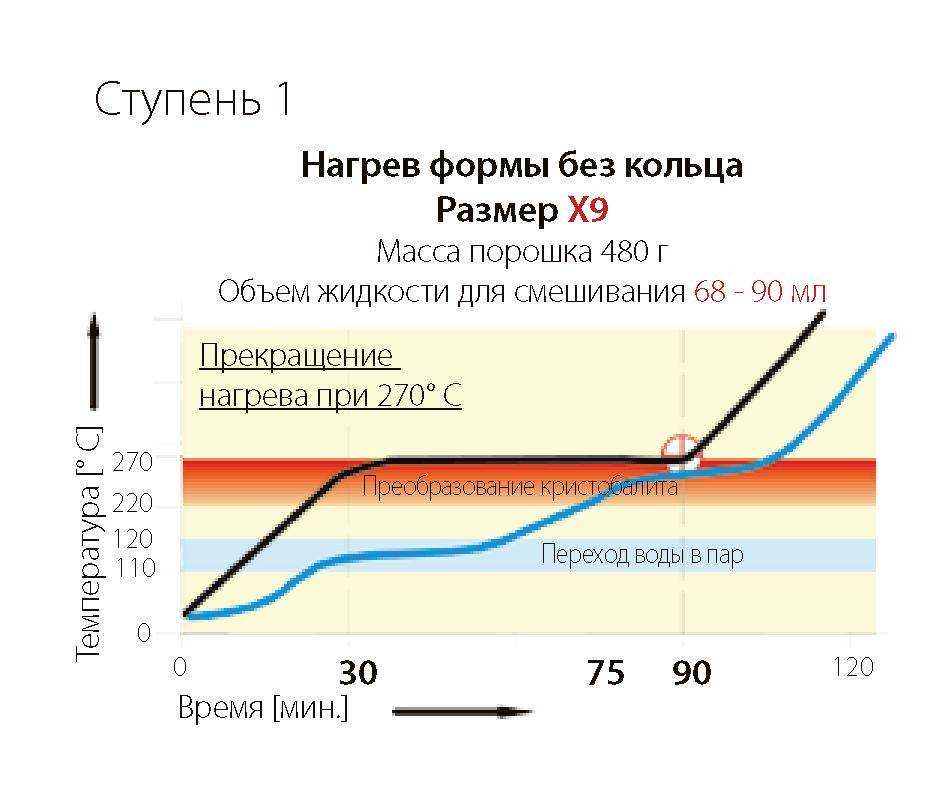
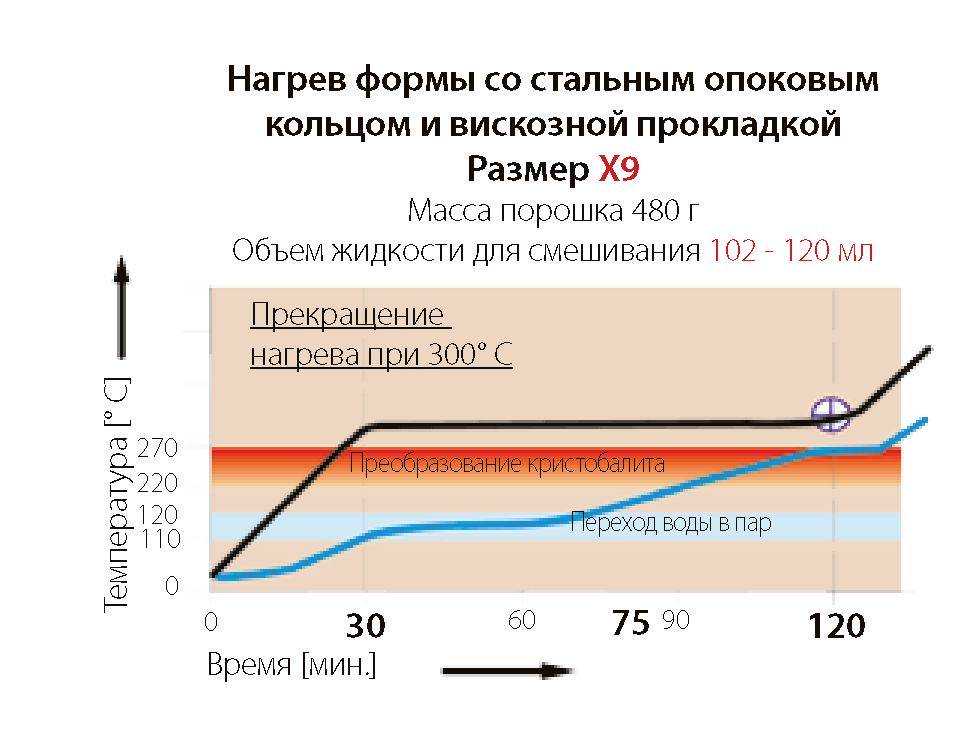
Нагрев формовочной смеси без опокового кольца X9 При изготовлении формы величиной X9 мы увеличиваем количество порошка до 480 г и объем жидкости, соответственно, от 72 до 90 мл. Вследствие этого при нагреве формы температура еще дольше остается в пределах 110°.. .120° C. Температурная кривая собранной формы размером X9 складывается из участков 30 минутного крутого подъема температуры и 60 минутного стабильного прогрева при 270° C ( до тех пор пока центр формы не достигнет фактической температуры 265° C ), после чего процесс нагрева продолжают. При использовании стального опокового кольца с вискозной прокладкой (при тех же самых типах формовочных масс ) изменяется не время выдержки, а только температура нагрева в первой фазе выдержки. Нагрев формы X9 со стальным кольцом и синтетической прокладкой При массе порошка 480 г и объеме жидкости от 102 до 120 мл время выдержки увеличивается до 90 минут. Это обусловлено длительным испарением большого объема влаги из формы. Время предварительного нагрева составляет 120 минут (при температуре печи 300° C температура в центре формы должна достигнуть 265° C ), после чего нагревание может вестись дальше.
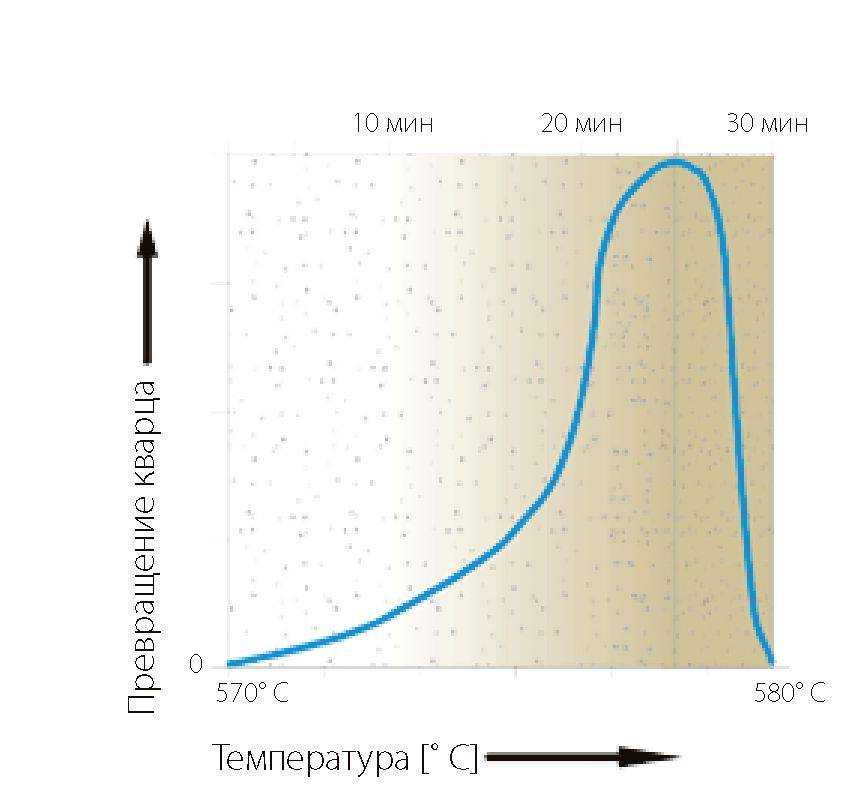
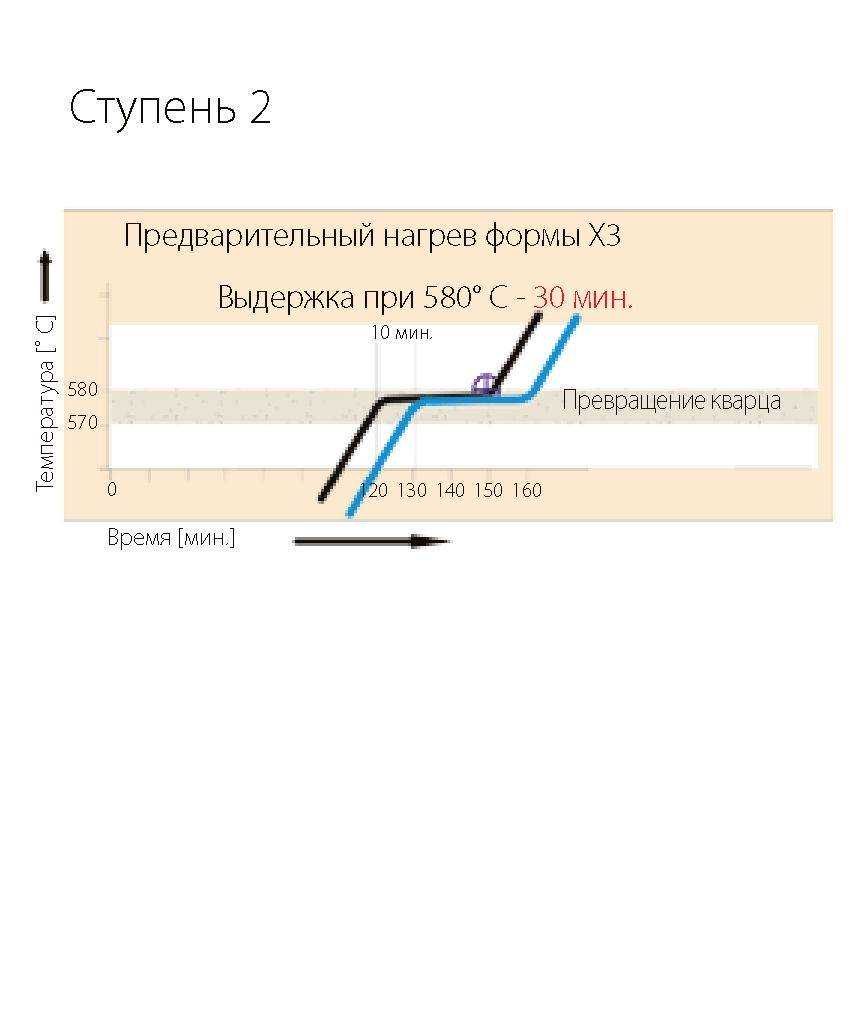
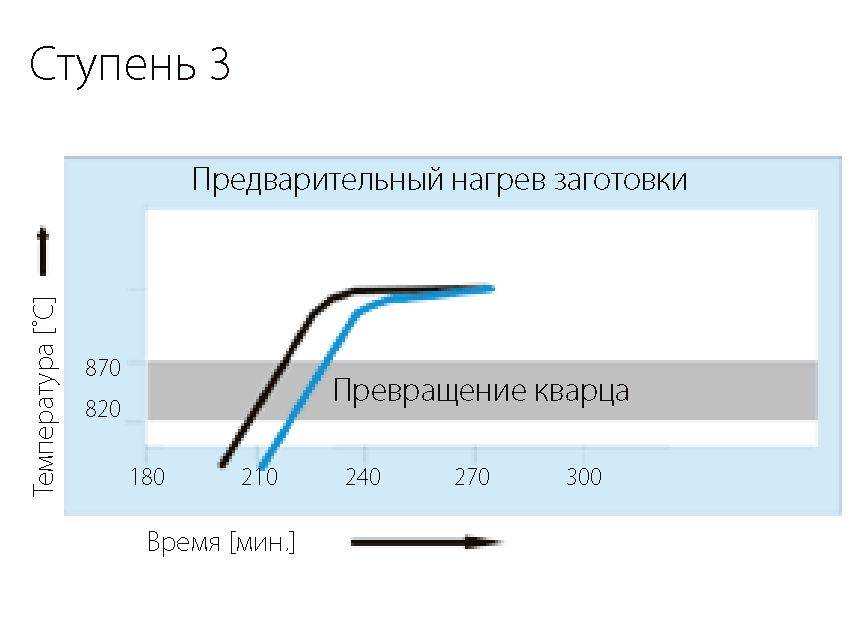
Превращение кварца Превращение кварца в процессе нагрева собранной формы начинается при температуре формовочной смеси от 570° C и связано с продолжительностью процесса. Как указывает приведенная рядом диаграмма, изменения начинаются только при температуре 570°C. Окончание превращения зависит от его длительности. Для полного перехода кварц должен быть выдержан 30 минут при температуре 570°C ... 580°C. Важно не то, какую температуру создает муфельная печь, а когда именно температура формовочной смеси в центре формы действительно достигла этого значения. Форма X3 Опоку с формовочной массой полностью высушивают при температуре 450°C. На этом участке нагрева от 300°C до 600°C воск или моделировочная пластмасса полностью выгорает в муфельной печи, то есть также имеет место термическое воздействие. Так как формовочная масса в опоке полностью высохла, теперь имеет значение только величина собранной формы, а не количество влаги (т.к. она уже испарилась). Температуру нагрева поднимают со скоростью менее 8° C в минуту до температуры 580°C. Форма величиной X3 нуждается в выдержке только 10 минут, пока масса не достигнет заданной температуры, после чего начинается превращение кварца. Собранная форма выдерживается в муфельной печи (если необходим дальнейший нагрев), так что в этом случае 30 минут для фазы выдержки вполне достаточно.
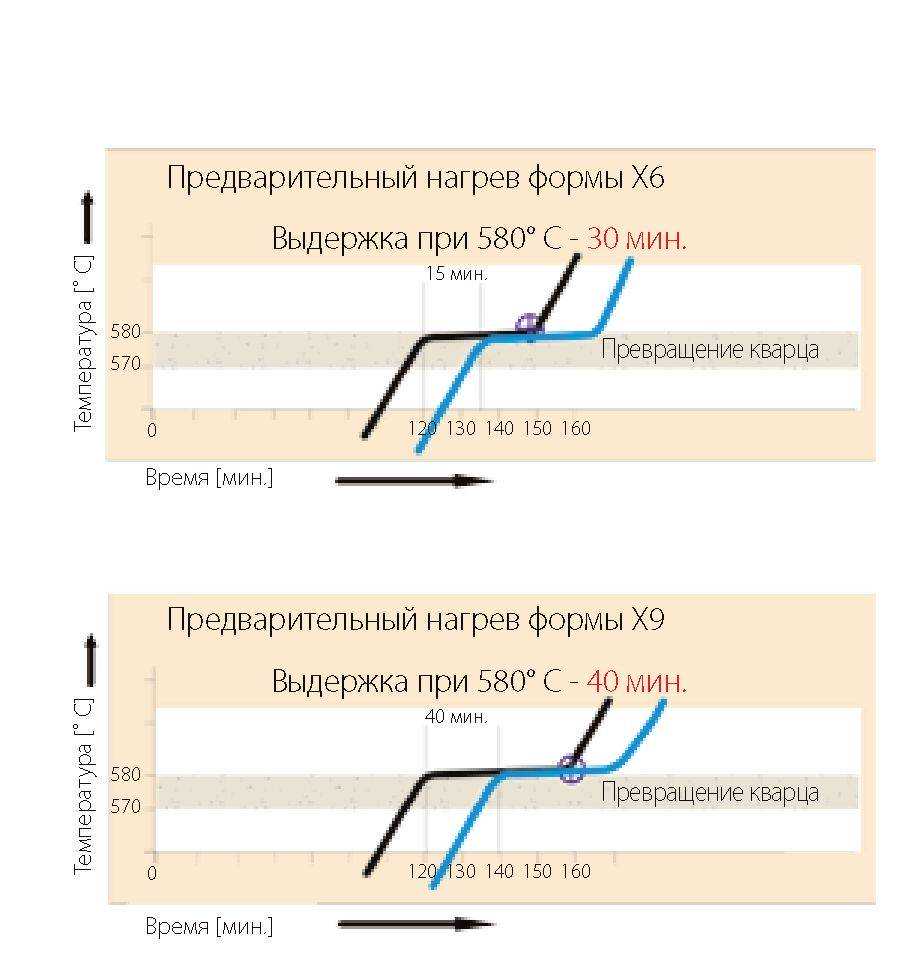
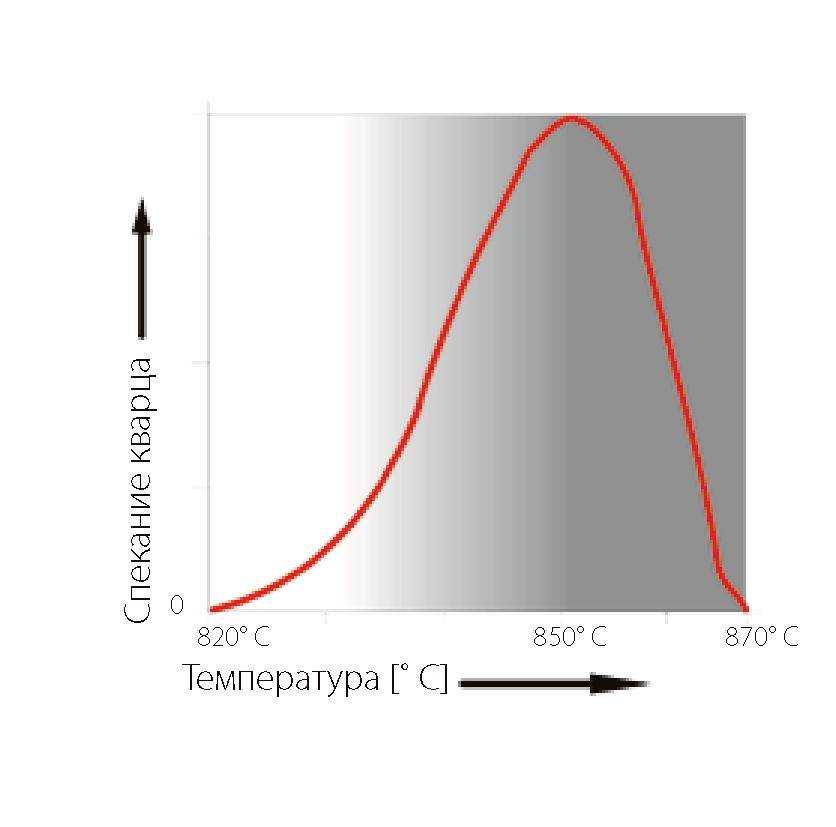
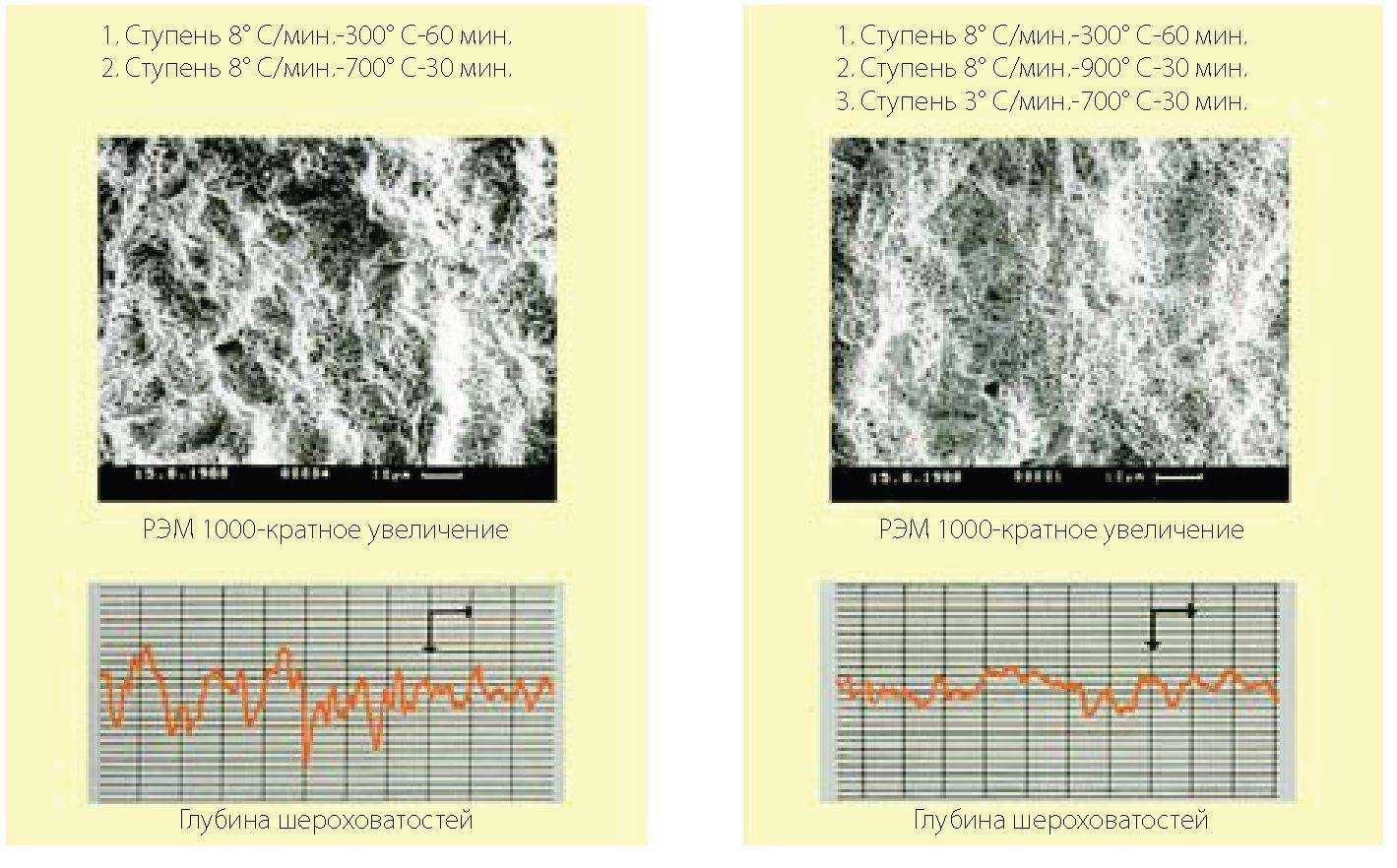
Форма X6 При величине формы X6 формовочной смеси необходимо примерно 15 минут, для достижения температуры 570° C, после чего в ней начинается фаза превращения кварца. После 30-минутной выдержки форму можно нагревать дальше. Форма X9 Собранную форму размера X9 необходимо прогревать на протяжении 20 минут до температуры 570° C в центре формы. Поэтому при этом размере и литье сложных объемных конструкций рекомендовано устанавливать выдержку 40 минут. Это очень важно, если речь идет о каркасе большой протяженности или цельнолитой вторичной конструкции. Цельнолитые каркасы достаточно велики, и оптимальное расширение - это предпосылка для хорошей припасовки в дальнейшем. Спекание кварца в формовочной смеси Спекание кварца происходит в интервале температур между 820° C ... 870° C и не ограничено по времени. Если температура в форме достигла 870° C, то кварц, независимо от прошедшего времени, спечется. Спекшийся кварц не подвержен расширению или сжатию при изменении температуры. Прохождение этой фазы термообработки имеет большое значение для припасовки работ большой протяженности. По окончании процесса спекания формовочная масса, охлажденная ниже 580° C, снова возвращает баланс кварца к исходному пункту. Температура нагрева формовочной смеси всегда должна достигать 900° C, если нужен оптимальный результат литья и припасовки с очень хорошей поверхностью отливки. Сплав также нужно прогреть почти до 900° C, дальнейший температурный режим плавки должен быть указан в инструкции производителем сплава. Сравнение измерений глубины шероховатостей на приведенной рядом иллюстрации показывает отчетливое улучшение качества поверхности. Поверхностное спекание
Линейные графики нагрева: Нагрев формы без опокового кольца X9 - 480 г порошка, 75 мл жидкости для смешивания
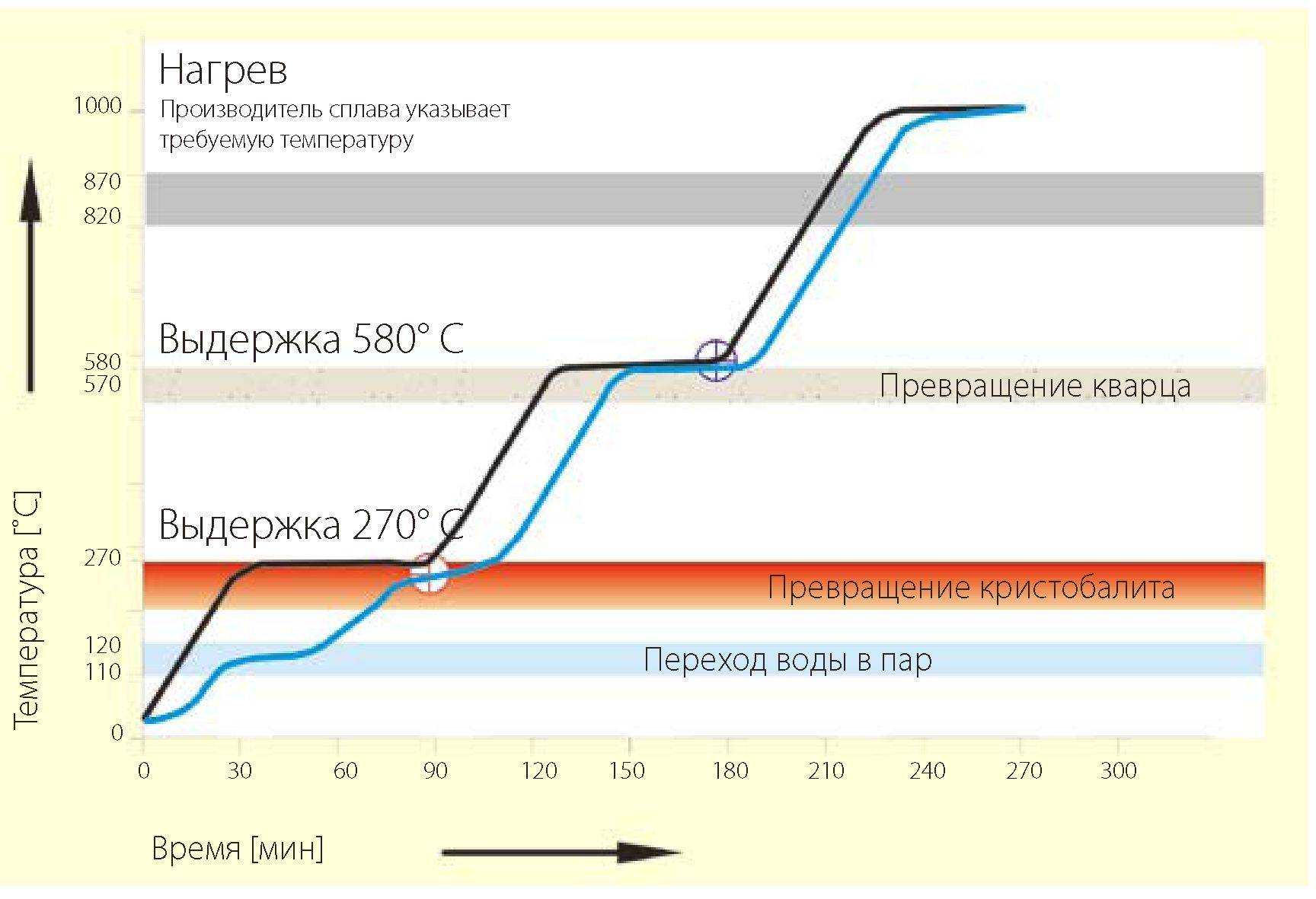
Эта диаграмма нагрева получена после сведения воедино предшествующих результатов физикохимических преобразований и графика повышения температуры в печи. Максимальное воздействие на компоненты формовочной массы оказывают периоды выдержки температуры. Именно они обеспечивают повторение качественных результатов литья и припасовки. Некоторые процессы подчинены физико-химическим законам и не могут изменяться по нашим желаниям. Нагрев формы со стальным опоковым кольцом и синтетической прокладкой X9 - 480 г порошка, 75 мл жидкости для смешивания
При сравнении графика нагрева формы со стальным опоковым кольцом и вискозным вкладышем, с графиком нагрева формы без кольца, наблюдается идентичная последовательность во всем, кроме выдержки температуры в муфельной печи при 300° C. В этом случае собранная форма в центре достигает той же самой температуры 265° C, как и формовочная масса без опокового кольца при температуре выдержки нагрева печи 270°C. При температуре нагрева муфельной печи выше 450° C тепловая реакция различных форм идентична. |
||||||||||||||||||||||||
Составление температурных кривых предварительного нагрева
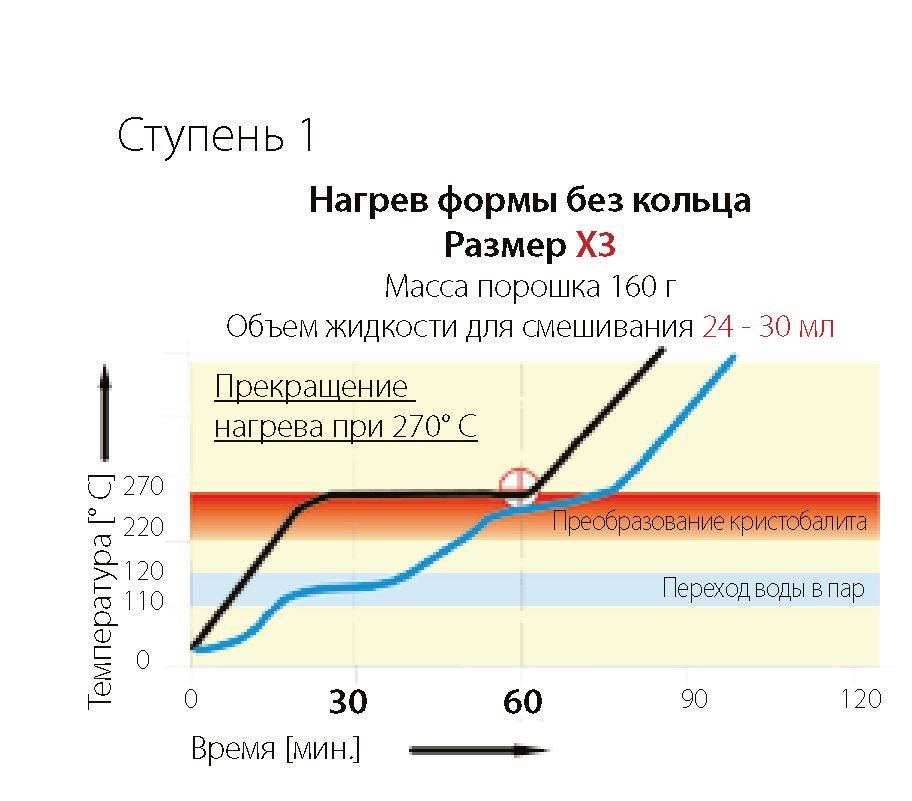
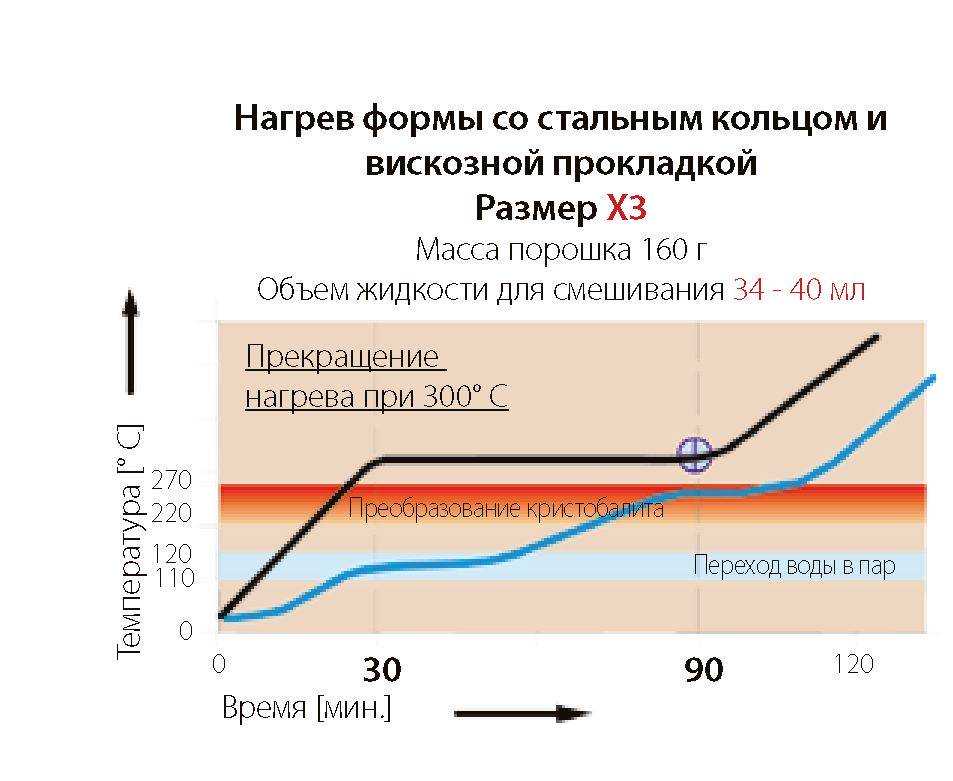
| Составление температурных кривых предварительного нагрева Предварительный нагрев формовочной массы без опокового кольца из формы X3 Черная линия на графике соответствует изменению температуры формы при температуре 270° C в центре печи. Синяя линия указывает на изменение температуры в центре формы (отличающееся от изменения температуры печи). Температура предварительного нагрева достигается примерно через 30 минут при скорости ее подъема 8° C в минуту до температуры выдержки 270° C, в то время как в формовочной массе при 110° C только начинается процесс испарения. Форму достаточно долго выдерживают при этой температуре, и по достижении 120° C в ее центре испарение завершено. Только тогда температура в форме снова поднимается в течении 30 минут нагрева плюс 30 минут выдержки до максимального значения 265° C. После прохождения этой точки температура в муфельной печи может далее подниматься. Подогрев стального опокового кольца с синтетической прокладкой - форма X3 При применении формы со стальным опоковым кольцом и прокладкой из синтетического полотна, для преобразования кристобалита необходимо остановить повышение температуры в печи на отметке 300° C. Стальное опоковое кольцо с вискозной прокладкой замедляет теплоотдачу настолько сильно, что при температуре от 270° C фактическая температура формы ниже температуры печи всего на 40° C, то есть 230° C. При температуре выдержки формы в печи 300° C, формовочная смесь нагрета только на 35° C ниже. Предварительный нагрев можно провести и при имеющихся 265° C. Используемая в этом случае формовочная масса имеет более высокое содержание влаги. По этой причине время испарения увеличивается до 60 минут выдержки.
|