|
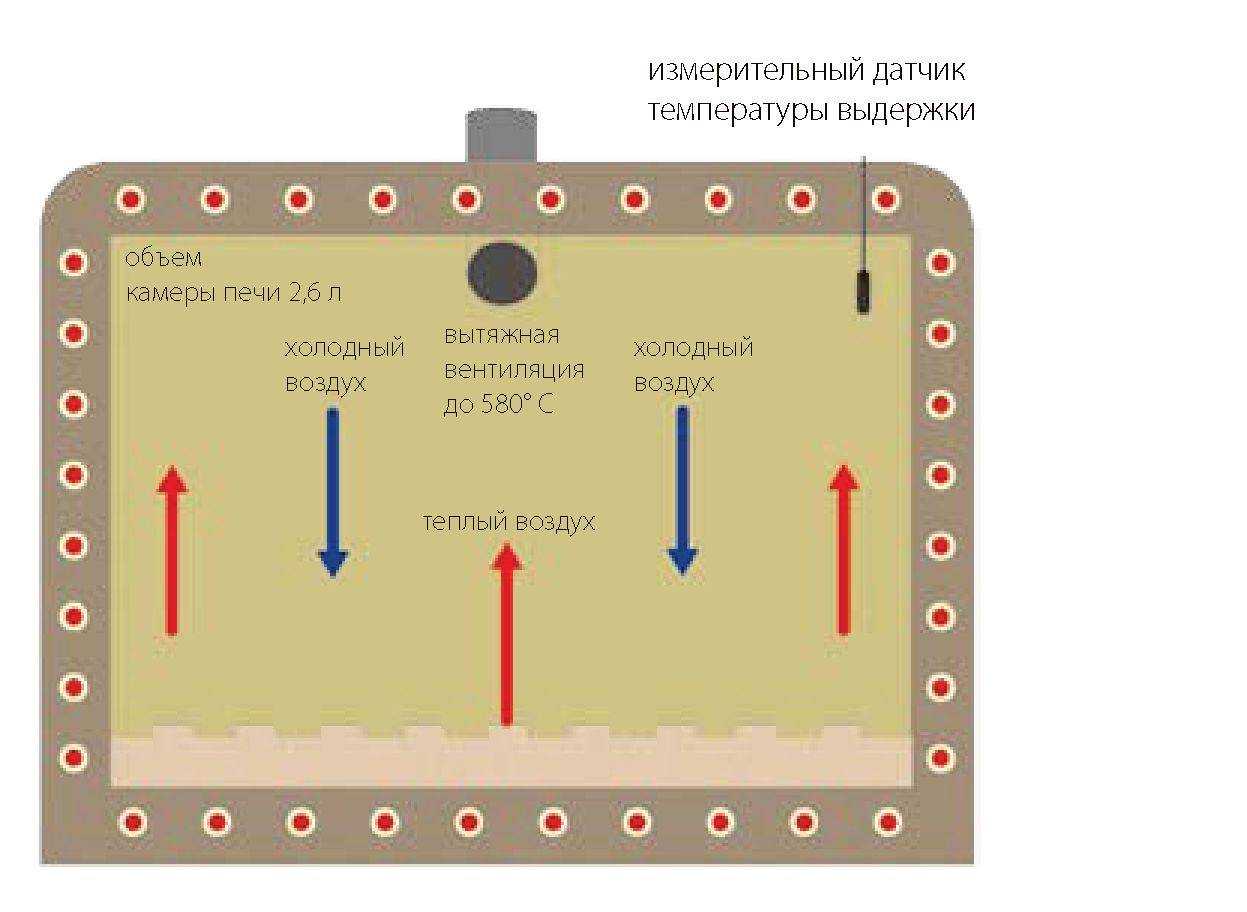
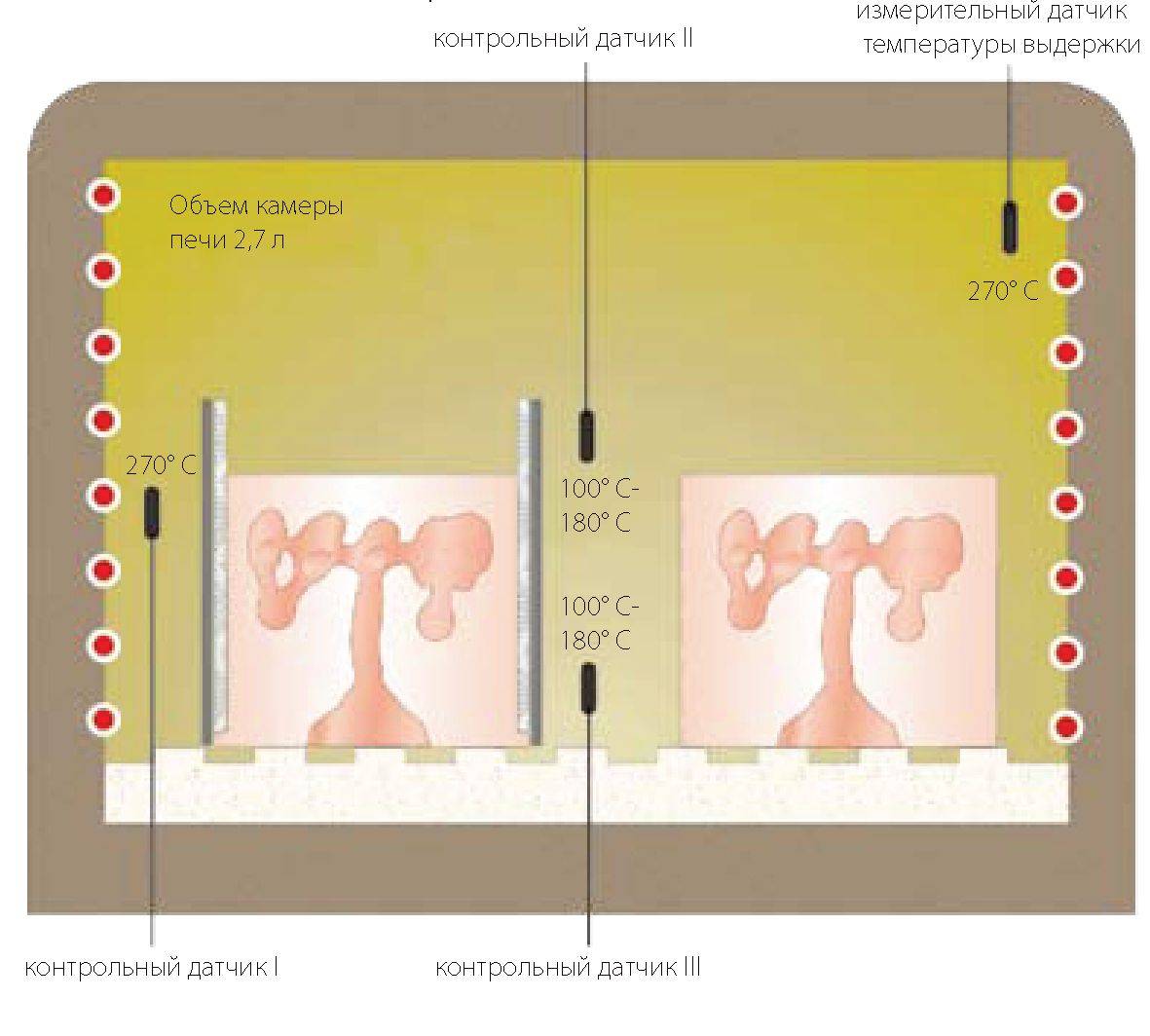
а)процесс испарения жидкости, на которой замешана формовочная масса. В этой фазе в камере печи очень высокая влажность, что в значительной степени препятствует переносу тепла излучением. б) испарение влаги во время кристобалитного превращения. Вода освобождается из кристаллов, из-за чего в камере печи вновь будет излишняя влага. Это также препятствует передаче тепла излучением. Контроль над повышением температуры в камере печи с высокой влажностью возможен, если муфельная печь имеет всесторонний нагрев до температуры 450° C и объем камеры не превышает 3 л. Подавляемая высокой влажностью передача лучевой энергии должна компенсироваться за счет циркуляции воздушных потоков. Согласно закону физической термодинамики теплый воздух поднимается вверх, а холодный опускается вниз. Поэтому необходимо, чтобы дно закрытой камеры муфельной печи обязательно нагревалось, так как иначе нет непрерывного теплообмена и воздух внизу постоянно остается прохладным. Теплообмен Удаление отработанного воздуха из камеры печи во время процесса предварительного нагрева ускоряет вытяжной вентилятор, удаляя влагу из камеры печи и улучшая теплообмен. Вытяжной вентилятор должен работать до температуры 580° C, так как между 400° C и 600° C выгорают остатки моделировочного воска или пластмассы, что также влияет на теплообмен.
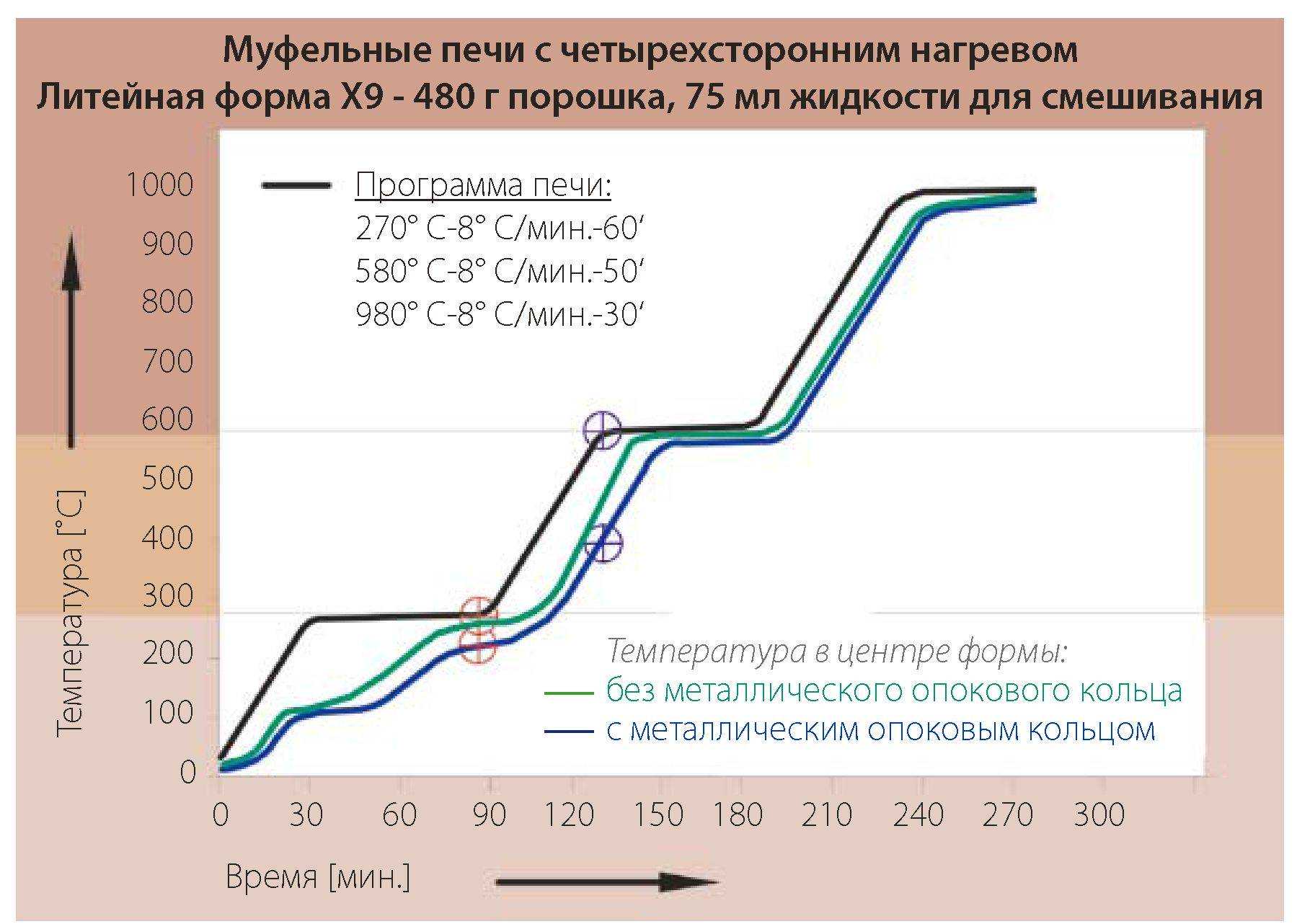
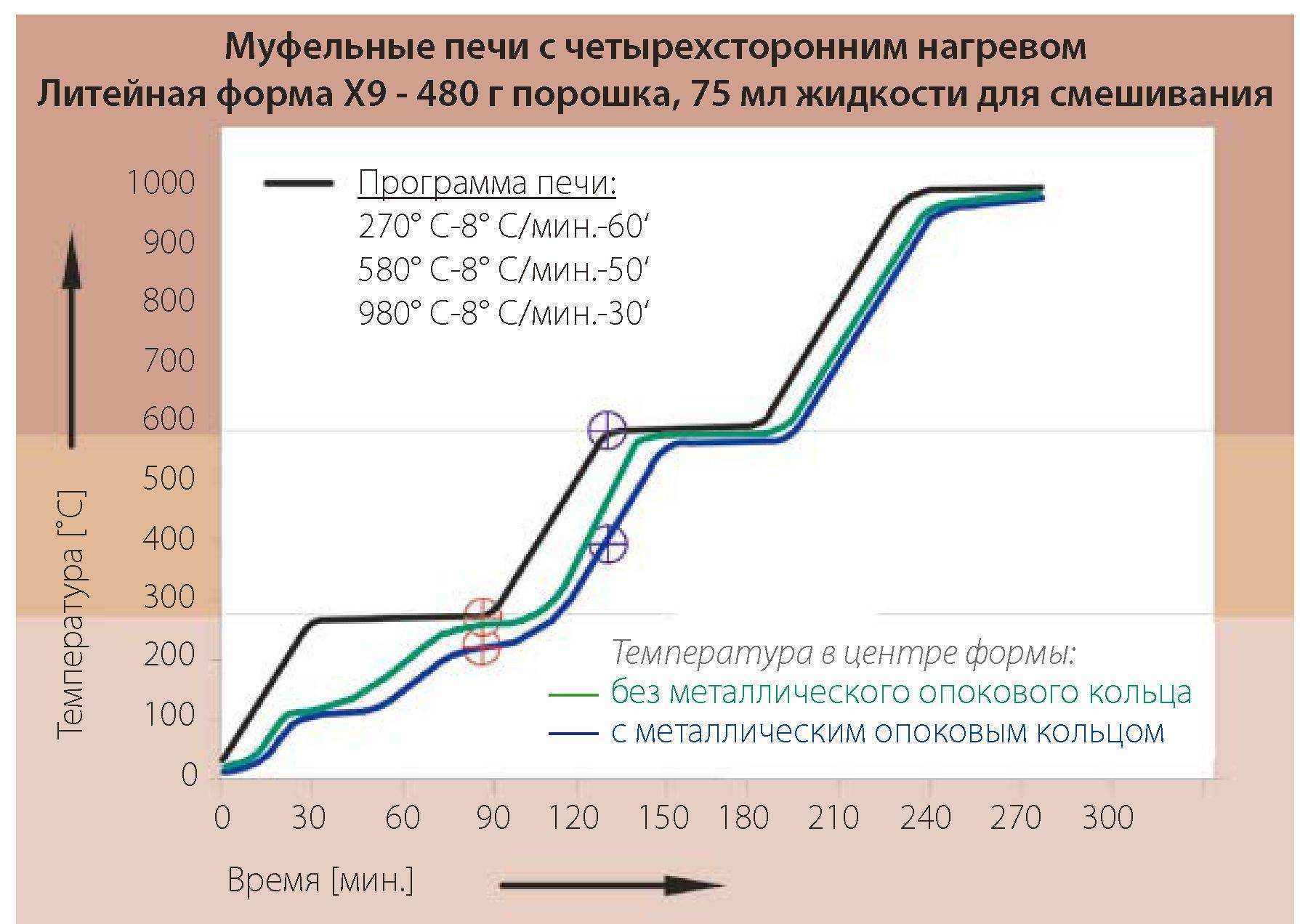
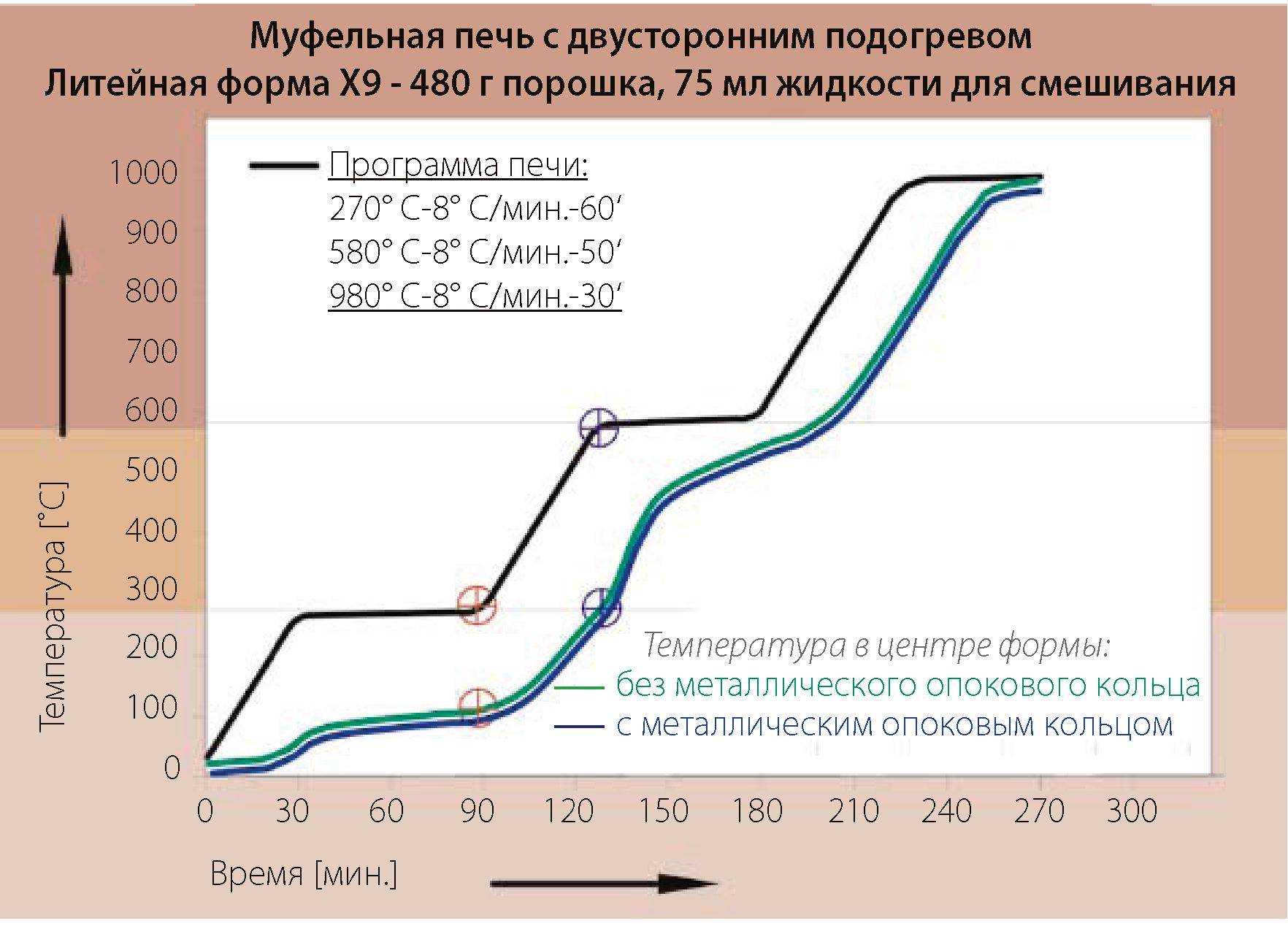
Из температурной зависимости, представленной на графике, становится очевидным, что муфельная печь с четырехсторонним нагревом и объемом камеры до 3 л дает точно такую же последовательность всех стадий нагрева, как и духовая муфельная печь. ВНИМАНИЕ! Следует помнить, что нагрев формы без опоки и формы со стальным опоковым кольцом и синтетической прокладкой до температуры 450° C проходит не идентично. После 450° C все последующие участки температурной кривой абсолютно аналогичны между собой в обоих типах форм. Рекомендуемая температура печи при формовке без опокового кольца
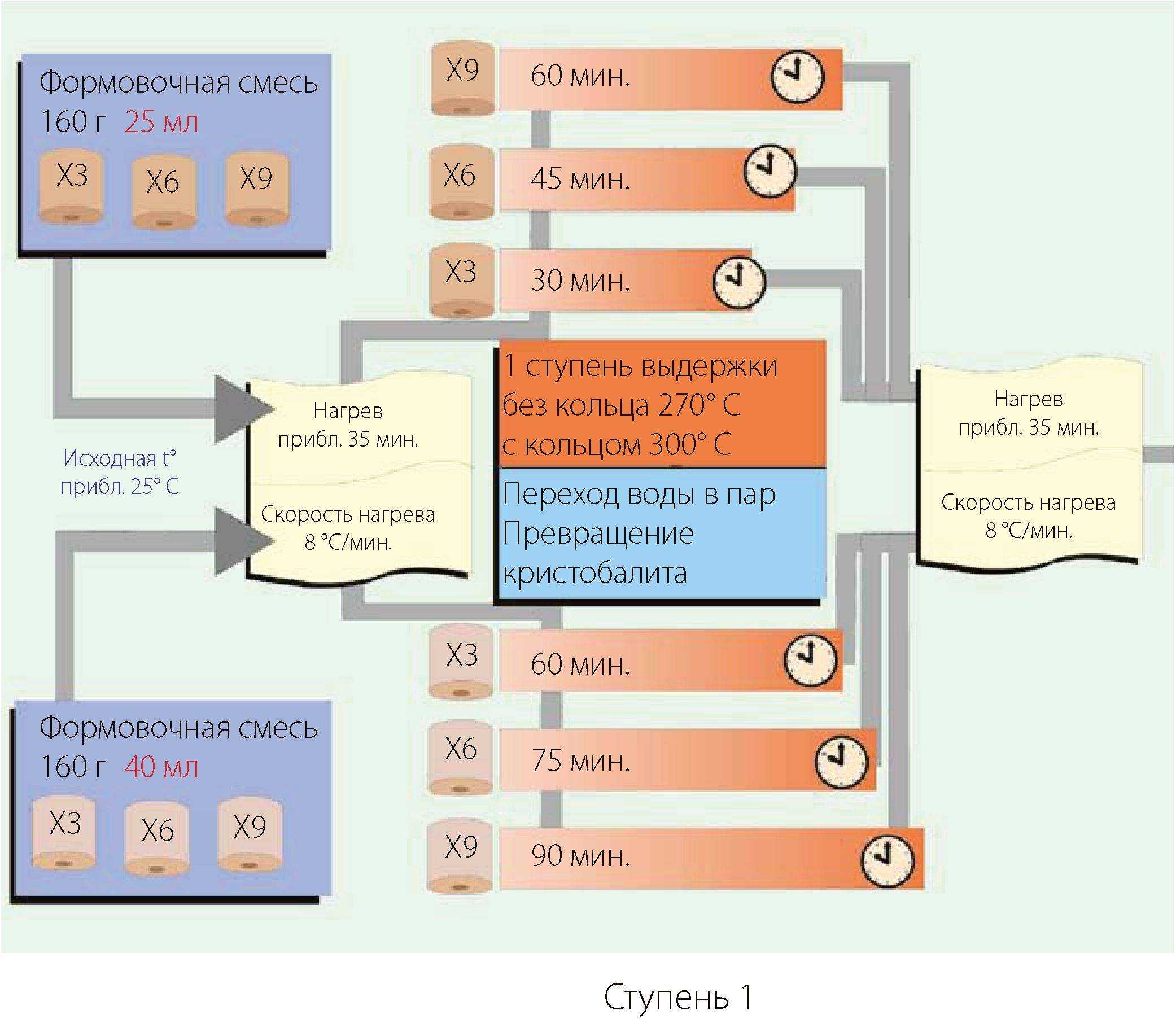
Рекомендуемая температура печи при формовке в стальное опоковое кольцо с синтетической прокладкой В температурном интервале до 450° C для формы без опокового кольца в первой фазе обжига устанавливают температуру выдержки 270° C, в то время как для формы со стальным опоковым кольцом и вискозной прокладкой требуется выдержка при более высокой температуре 300° C для достижения идентичного результата. Невозможно выбрать программу нагрева, которая одновременно создаст в центре форм обоих видов необходимую температуру 265° C.
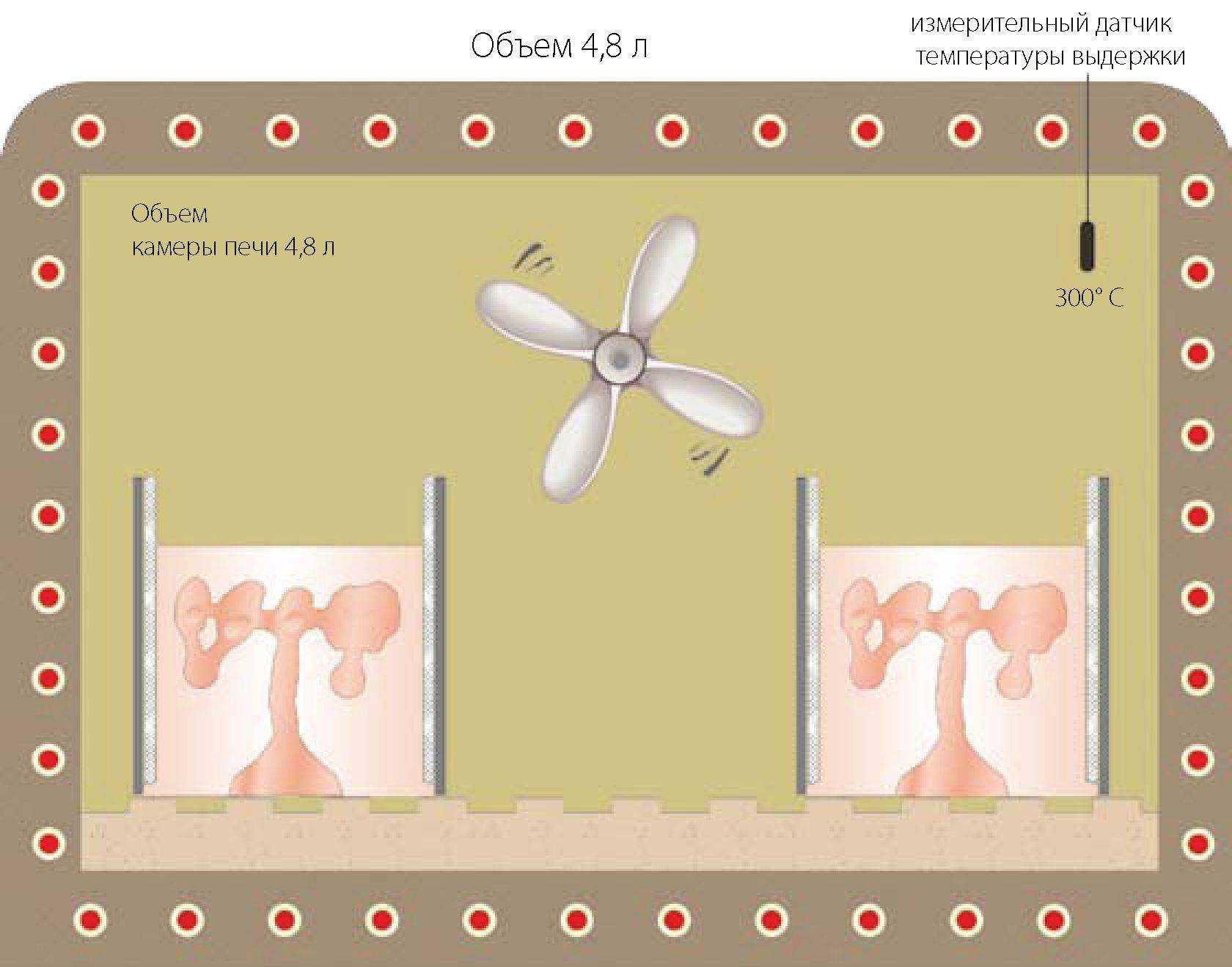
При нагреве большой муфельной печи (с объемом камеры свыше 3 л ) до 450° C, температура в центре формы может достичь нужной величины без обязательного использования четырехстороннего нагрева. Однако высокая влажность в камере печи активно препятствует теплообмену, и циркуляция тепловых потоков протекает слишком медленно. Для достижения оптимальной температуры нагрева в печи такого объема, необходим вентилятор для перемешивания воздуха. Печи с камерами объемом более 3 л: - с принудительной вентиляцией
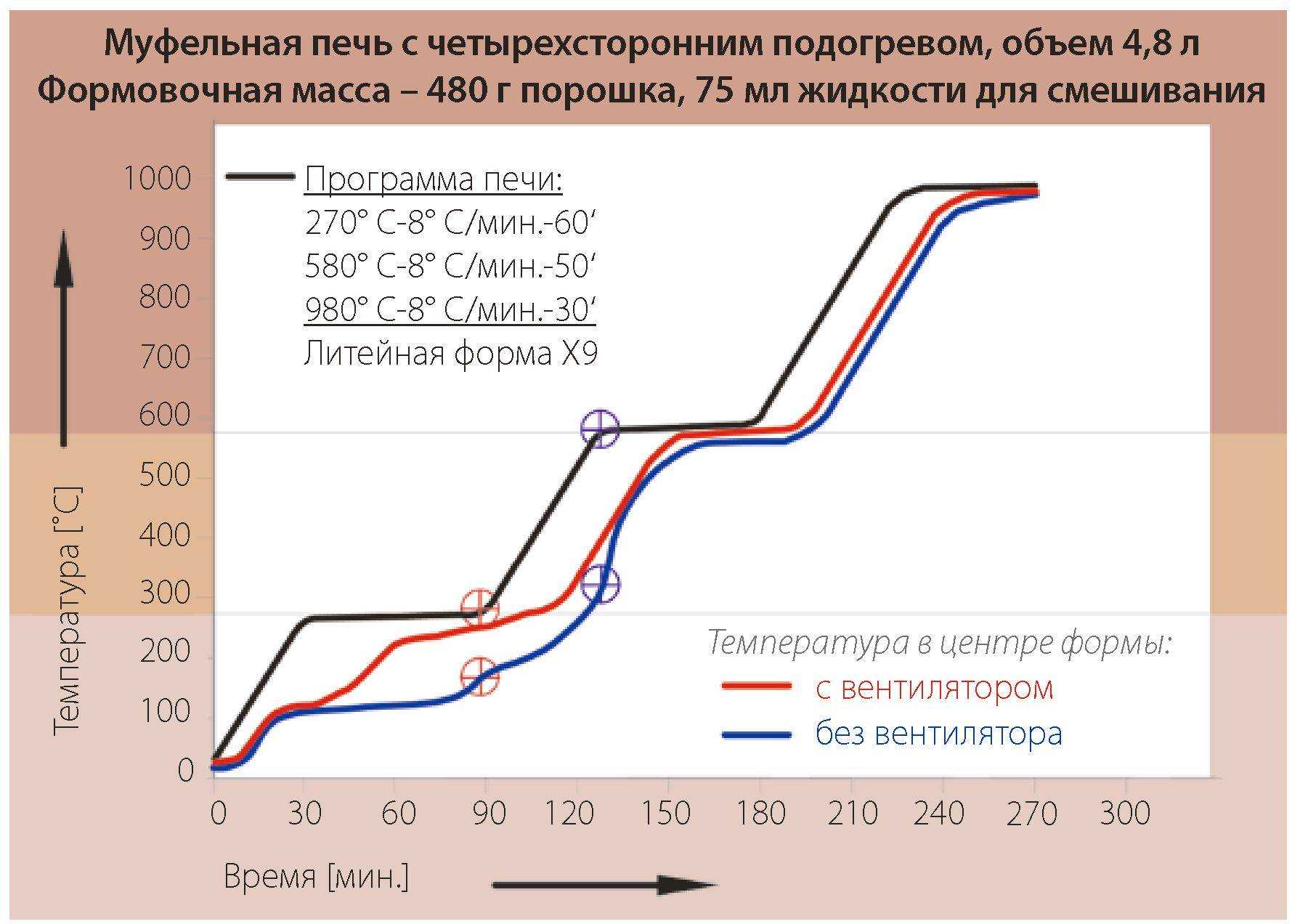
При предварительном нагреве в печи с объемом 4,8 л отчетливо видно, что для достижения точных температур в диапазоне до 450° C теплый воздух должен перемешиваться в камере печи. Тогда в этой муфельной печи можно достичь таких же точных температурных режимов, как и в четырехсторонне прогреваемой печи с меньшим объемом камеры. Температурная кривая синего цвета на вышеприведенной диаграмме показывает, что форма без кольца при отключенной принудительной циркуляции воздуха прогреется в центре менее, чем до 200° C , не набрав такой высокой температуры, как с включенным вентилятором. Плохой теплообмен при двустороннем нагреве камеры печи
Муфельные печи без подогрева нижней стороны камеры не позволяют точно регулировать температуру до 450° C. Если дно камеры не нагревается, полностью отсутствует циркуляционный теплообмен в камере печи (теплый воздух не поднимается вверх, холодный не опускается вниз). Без циркуляции тепловых потоков невозможно получить равномерный прогрев формовочной смеси в температурном диапазоне до 450°C и устранить избыточную влажность. Кроме того, в области заливочной воронки на формовочную массу абсолютно не действует непосредственный теплообмен, так что там всегда будет самый холодный участок формы в процессе предварительного нагрева. Недостаточный нагрев в области заливочной воронки также препятствует появлению циркуляции в литейной полости формы, испарению и выгоранию остатков моделировочного материала. При недостаточной внутренней циркуляции горячих воздушных потоков, формовочная смесь нуждается в значительном увеличении времени прогрева в температурном интервале печи до 450° C.
Температурный режим в камере печи, обозначенный черной линией, абсолютно не соответствует фактической температуре формовочной массы в центре формы. При четырехстороннем подогреве (см. температурные зависимости на страницах 2.23, 2.25, 2.27) в течение 30 минут температура поднимается до 270 ° C. Форма без стального кольца через 90 минут (включая 60 минут выдержки) прогревается до 255° C. При двустороннем нагреве (см. приведенную диаграмму) форма без стального опокового кольца через 90 минут прогревается только до температуры около 100° C. В ней даже еще не начался процесс испарения. Эта температурная кривая аналогична как для формы без кольца, так и для формы со стальным опоковым кольцом и синтетической прокладкой. Только при нагреве печи до 580° C температура в центре формы достигает 265° C. Оказывается, что вследствие отсутствия внутренней циркуляции разогретого воздуха в форме, масса далеко отстает в нагреве даже в областях с более высокой температурой. Температура формы уравнивается с температурой печи только на заключительном этапе нагрева. Линейный нагрев .
... на первый взгляд
Настройка требуемых температур предварительного нагрева перед литьем
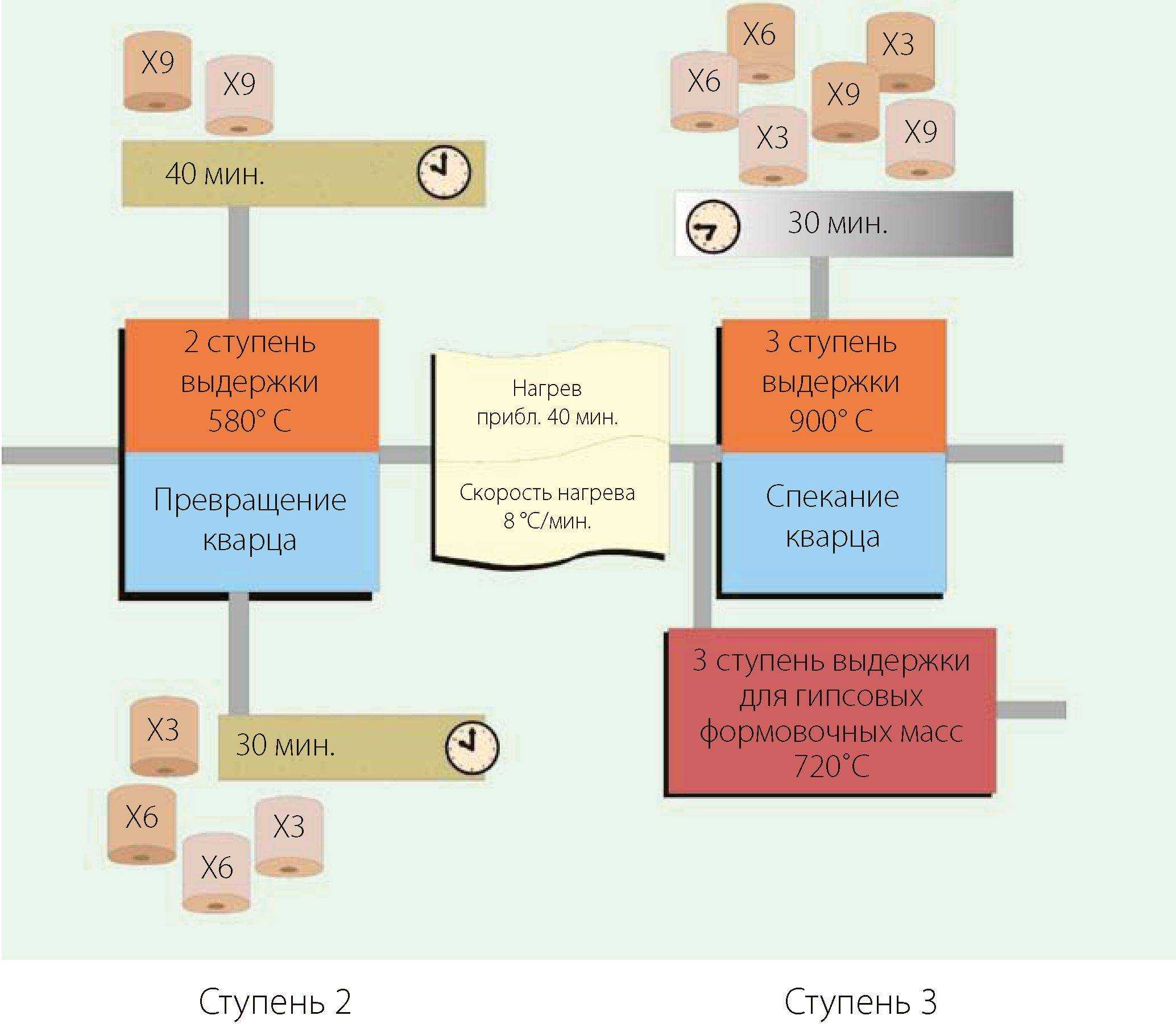
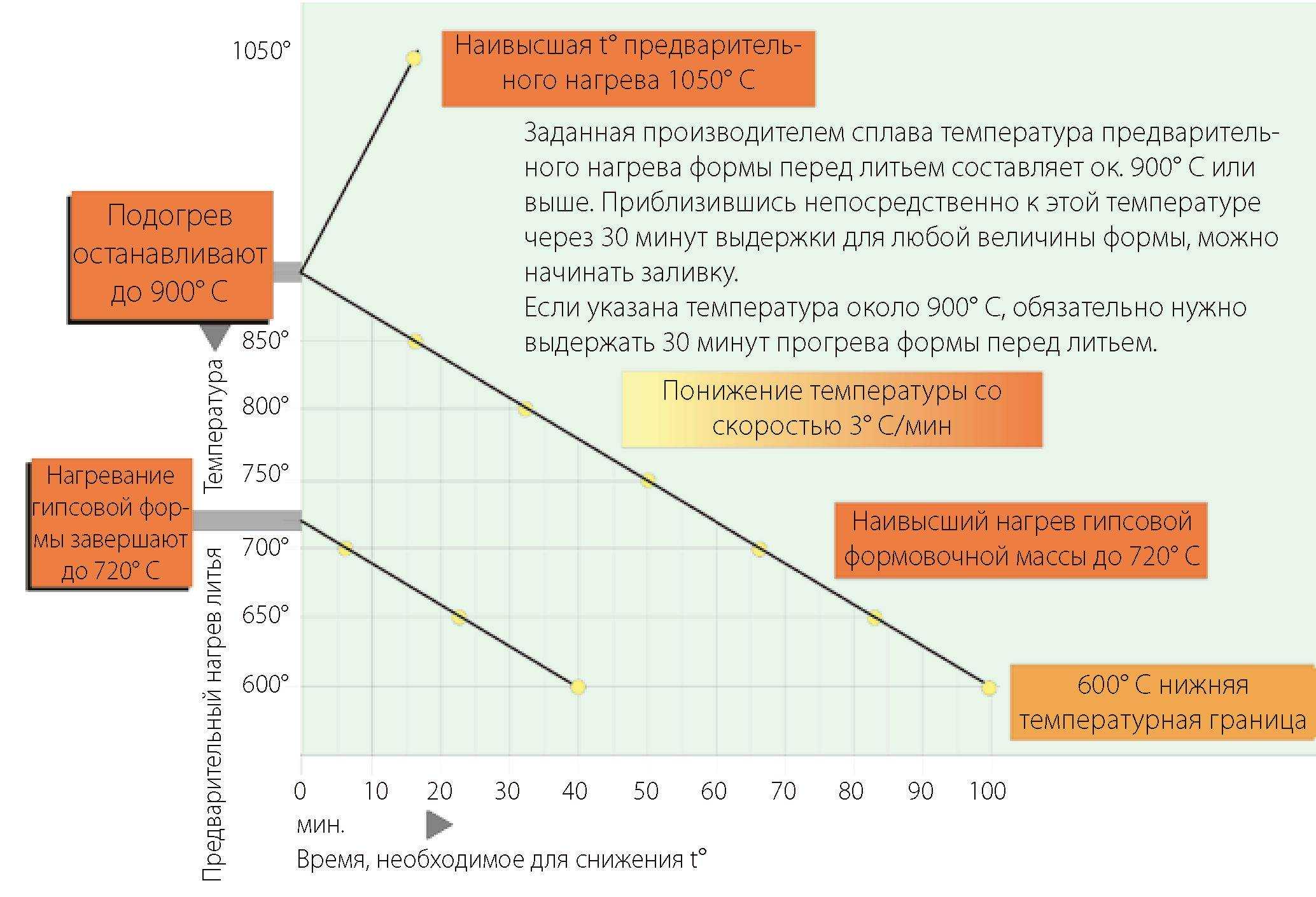
По достижении в центре безкольцевой формы муфеля температуры 900° C, завершают период выдержки процесса предварительного нагрева. Рекомендуемая температура формовочной массы для литья сплава должна быть указана производителем сплава. Если она ниже 900° C, необходимо снова понизить температуру печи. В муфельной печи нельзя установить режим снижения температуры, поэтому просто отключают отопительные спирали печи до тех пор, пока не достигнута желаемая температура. При охлаждении формы в печи, ее температура опускается со скоростью примерно на 3° C в минуту. По истечении заданного времени, можно производить заливку (см. вышеприведенную диаграмму). |
Муфельные печи - непосредственное влияние на формовочную смесь
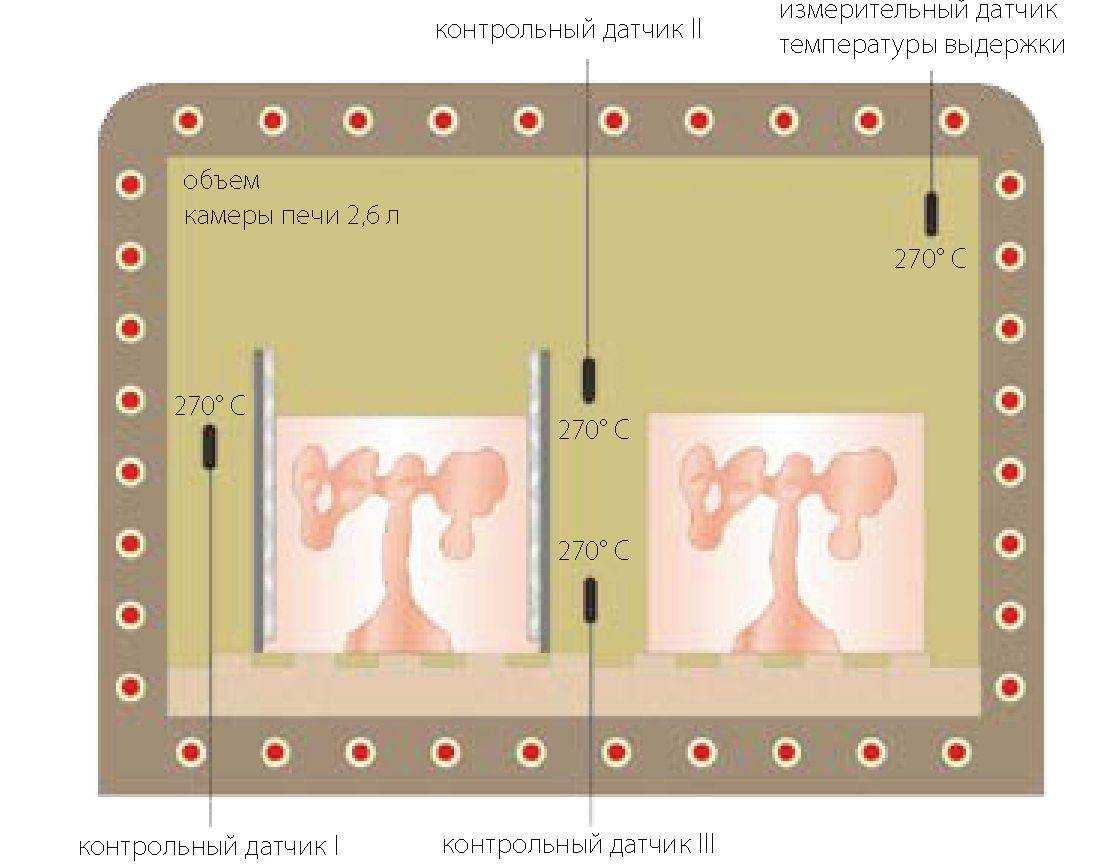
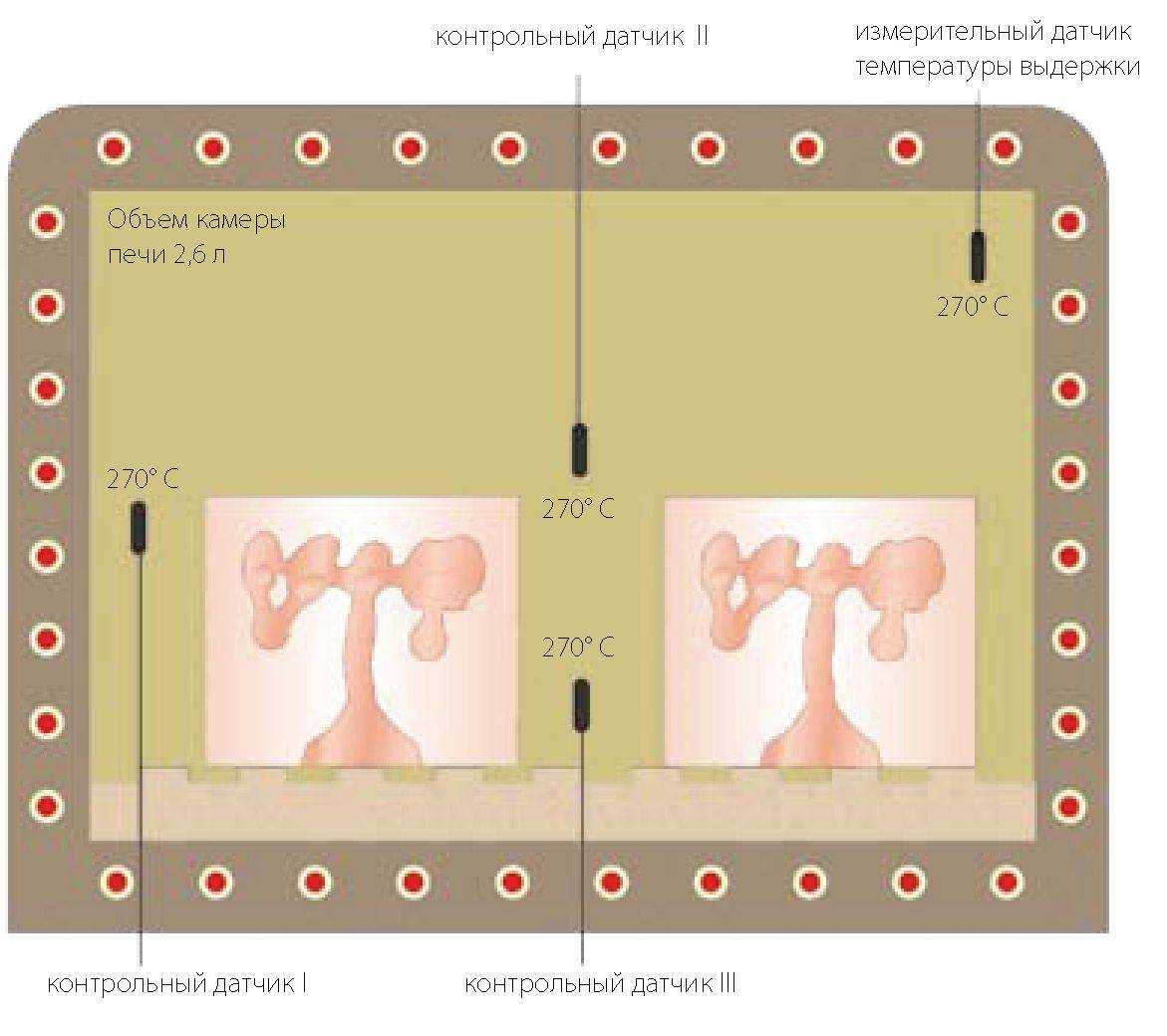
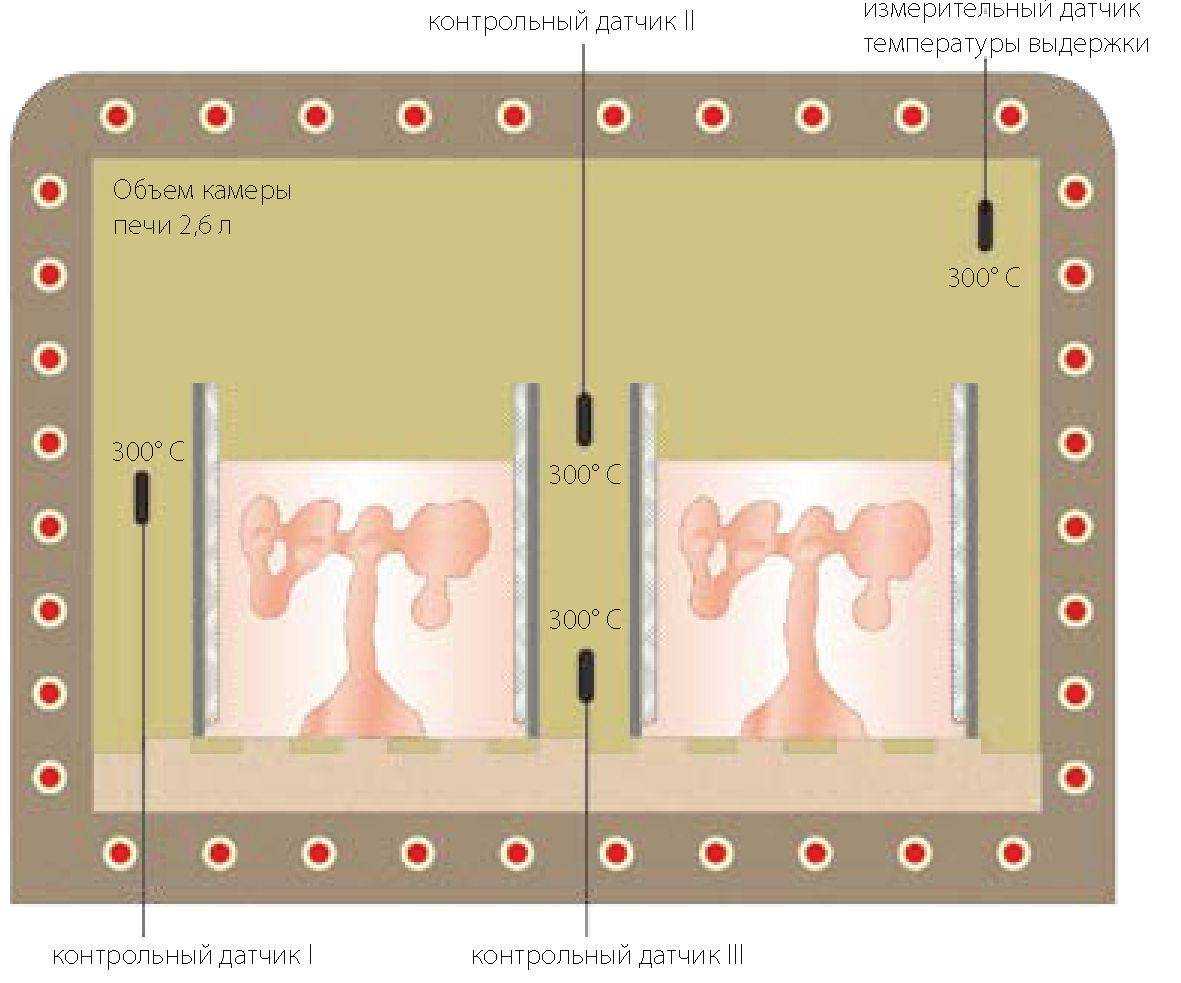
| Муфельные печи - непосредственное влияние на формовочную смесь Все измерения, приведенные на страницах от 2.8 до 2.15, проводились в рабочей зоне печи со всесторонним нагревом. Печи такой конструкции позволяют очень точно управлять температурой нагрева (с отклонением до ± 1° C).
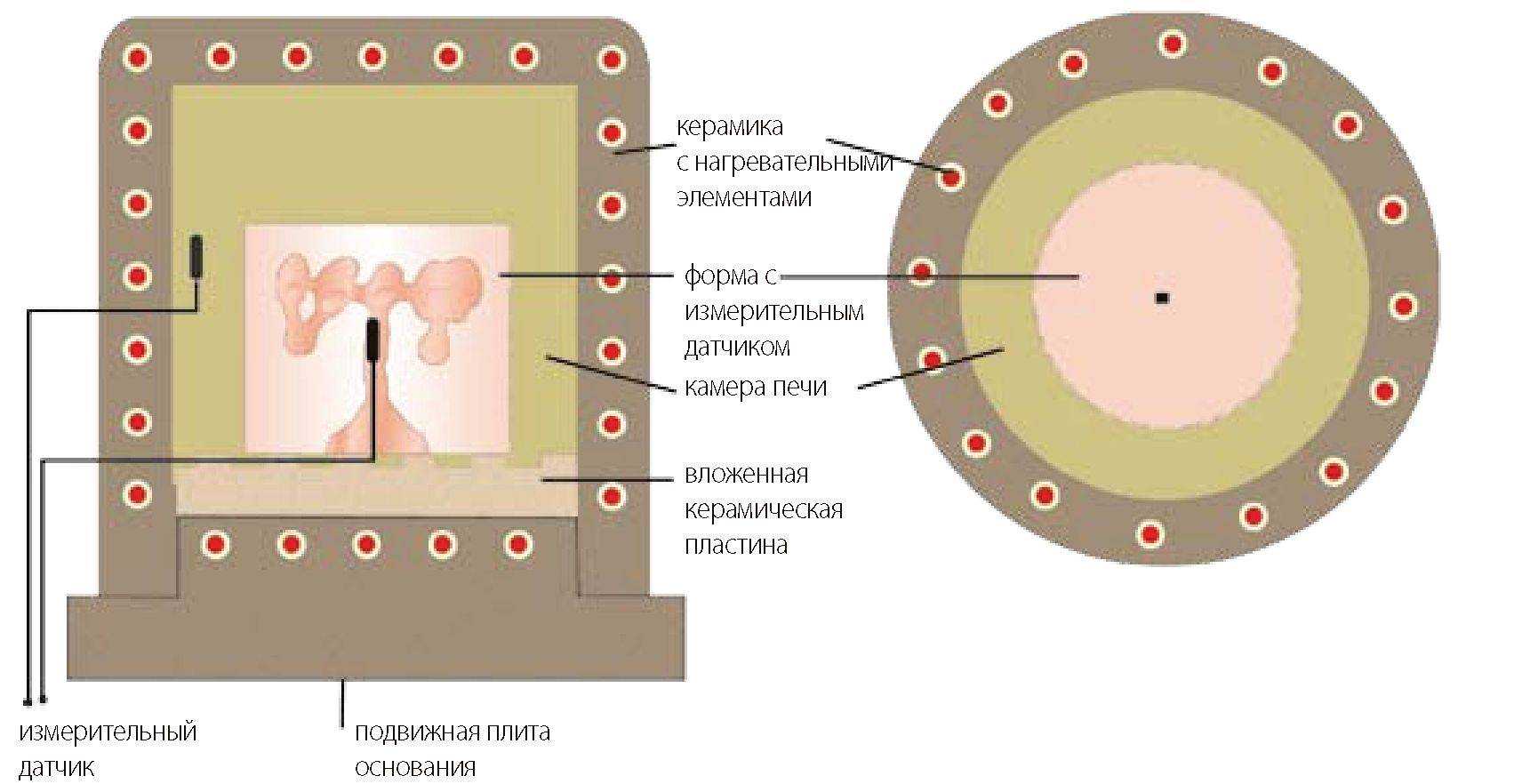
Основой термического процесса является муфельная печь. Во время нагревания формовочной смеси на теплопроводность очень сильно влияют: |