
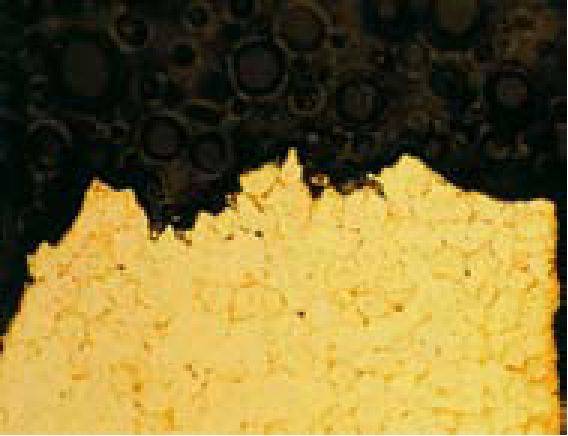
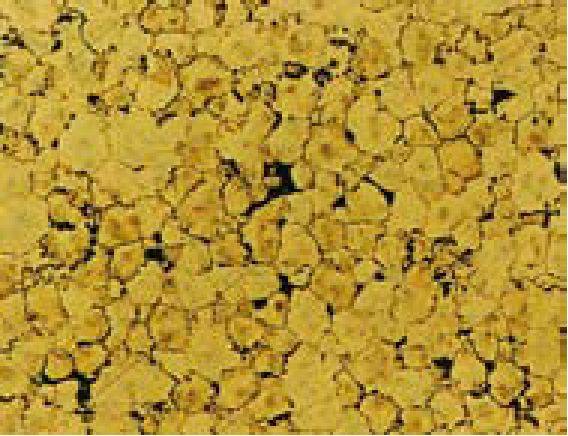
800° C Благородный сплав с выгораемой лигатурой заливали 200:1 в собранную форму, предварительно прогретую в соответствии с установленными производителем сплава параметрами. Анализ поверхности шлифа в растровом электронном микроскопе показывает тонкую, равномерно зернистую структуру сплава после затвердевания. Кристаллические решетки соединились, создав гомогенный сплав.
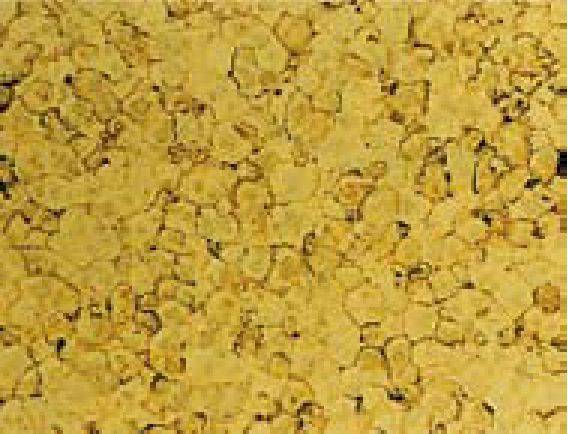
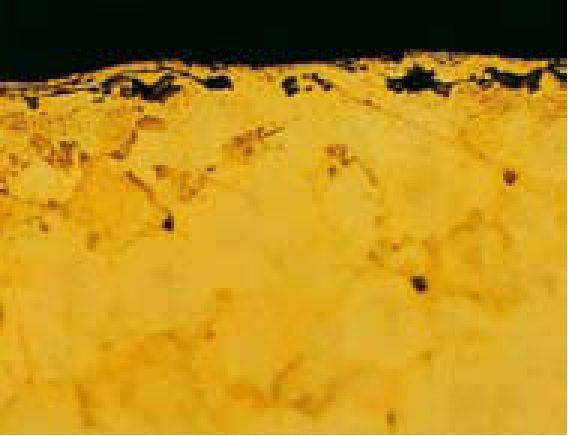
800° C Поверхность очищена пескоструйным аппаратом и 200:1 обработана только шлифовальным кругом. Чтобы точнее определить микроструктуру полученного сплава, шлифованную поверхность протравили около 15 секунд царской водкой и залили контрастной пластмассой. В структуре сплава не обнаружены пористость или посторонние включения. Эта частичная коронка соответствует самым высоким требованиям. 850° C При литье частичной коронки Б были выбраны 200:1 абсолютно идентичные параметры литья, как и при литье частичной коронки A, со сплавом того же самого состава. Но в отличие от отливки частичной коронки A, при литье частичной коронки Б форму в собранном виде подогревали до 850° C, и только после этого ее заливали. Теперь очень отчетливо видно изменение структуры сплава. Появляются зёрна разной величины и смешанная структура уже не однородна в области их границ. В структуре начинают выделяться отдельные составляющие сплава. Кристаллическое строение сплава больше не является гомогенным.
850° C Эта поверхность также обработана пескоструйным ап500:1 паратом и 15 секунд протравлена царской водкой. Разобщенные структурные составляющие и загрязнения удалены из кристаллов металла. Наложение пластмассы делает контраст еще резче. Отчетливо видно, что неоднородность структуры распространяется до поверхности. На открытой поверхности отмечается расслоение составных компонентов, что ухудшает свойства и может привести к повреждению при дальнейшей обработке сплава.
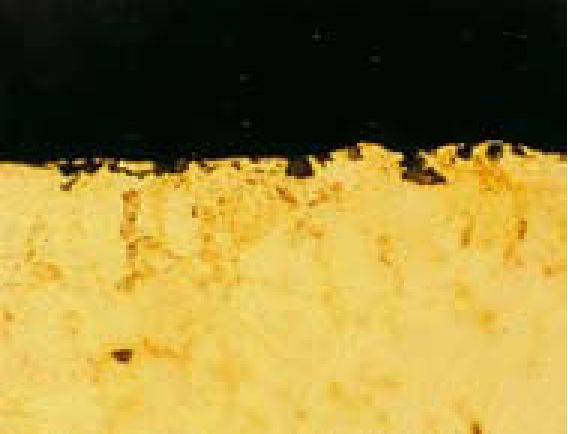
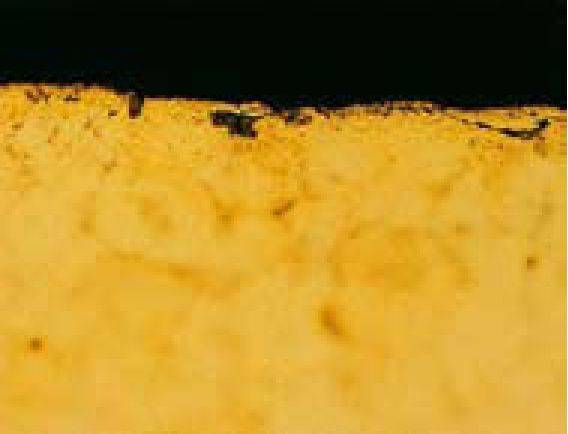
Снова взяли сплав, полученный по идентичным литейным параметрам, и обработали в том же самом устройстве. Однако на этот раз температуру предварительного нагрева собранной формы повысили до 900° C и произвели отливку. Отчетливо видно, что составляющие сплава разобщены между собой и возникает абсолютно разное зернистое строение. В структуре образуются пустоты с очень мелкими углублениями и выемками, находящимися как бы во взвешенном состоянии. Они расположены на открытой поверхности изделия и изменяют биотип полости рта вследствие выделения солей тяжелых металлов. Смешанная структура не гомогенна. Поверхность снова обрабатывали и протравливали царской водкой 15 секунд, после чего заливали контрастной пластмассой. На фотографии шлифа отчетливо обнаруживается подповерхностное повреждение структуры. Это ведет к образованию пор в керамике, проблемам при полировке, а также к опасности развития гальваноза.
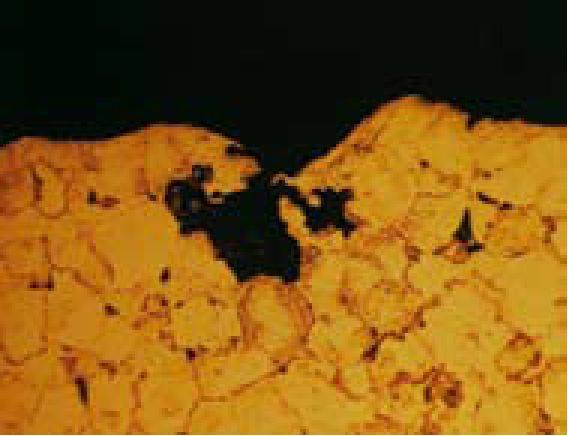
850° C Если не выдержана температура предварительного на200:1 грева формовочной массы, которую рекомендует производитель сплава, литье практически всегда оказывается повреждено как на поверхности, так и в микроструктуре. Вследствие этого сплав плохо полируется. В керамике возникают микропоры, приводящие к коррозии, так как в них скапливаются оксиды металлов, не связанные с керамикой. Даже при использовании высококачественного материала, под поверхностью оказываются большие поры. При облицовке фарфоровой массой частичной коронки Г образовываются воздушные пузыри и мелкие 850° C 500:1 поры в керамике. Между открытыми участками металла возникают гальванические токи. Такие изменения строения приводят также к изменению жаропрочности и модуля упругости сплава, так что трещины от напряжения, последующее растрескивание и сколы керамики - естественное и логичное последствие. Повреждения поверхностей из-за ошибок при литье (как в частичной коронке Г) - это не только оптически узнаваемые дефекты (ухудшается полировка). Возникают гальванические пары. В углублениях на поверхности металла 850° C скапливается ротовая жидкость, имеющая достаточно 500:1 высокую химическую активность. На предыдущей фотографии шлифа заметно, что имеющиеся в наличии зерна очень различаются по величине. Границы зерен имеют темный цвет и хорошо заметны черные скопления углерода. Здесь отчетливо видна неоднородная структура сплава, не способная удержать ионы металла. Этот процесс активизируется и ускоряется при повышении кислотности слюны. При этом изменяется цвет металла, могут появиться радужные разводы и красно-бурые пигментации. Обмен ионов металлов на поверхности каркасов происходит посредством слюны и ротовой жидкости, оказывая влияние на биотип полости рта.
В этом случае на микроорганизмы воздействуют тяжелые металлы, входящие в состав столовых приборов, либо попадающие в полость рта вследствие загрязнения окружающей среды, и служат индикатором напряжения. Таким образом, поля гальванических напряжений могут возникать во всей полости рта и влиять на организм пациента.
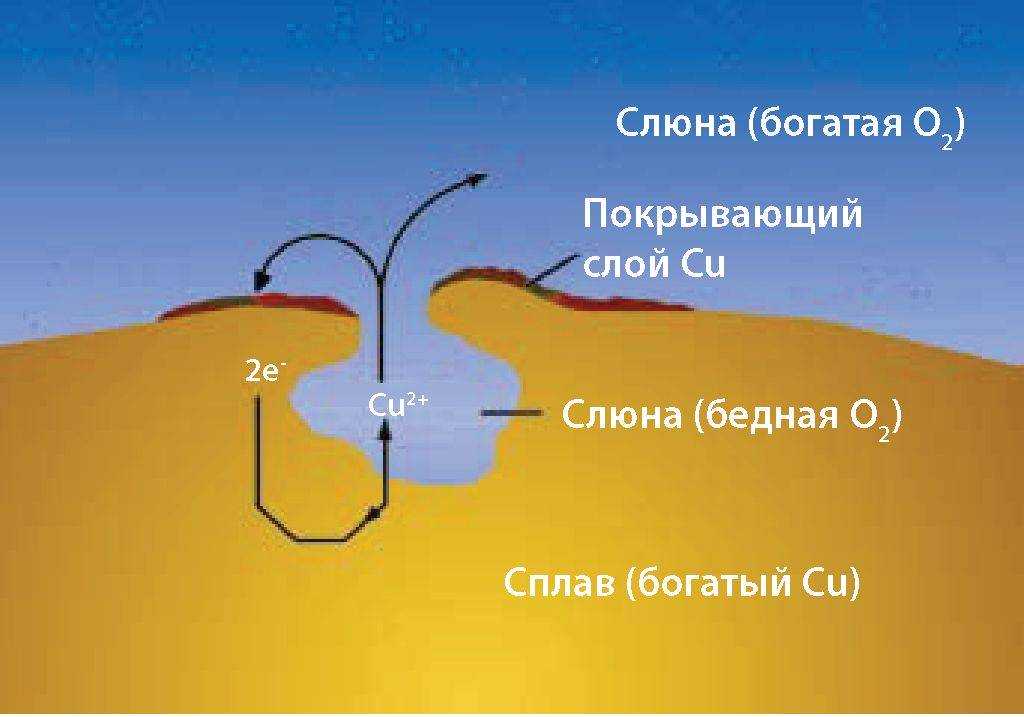
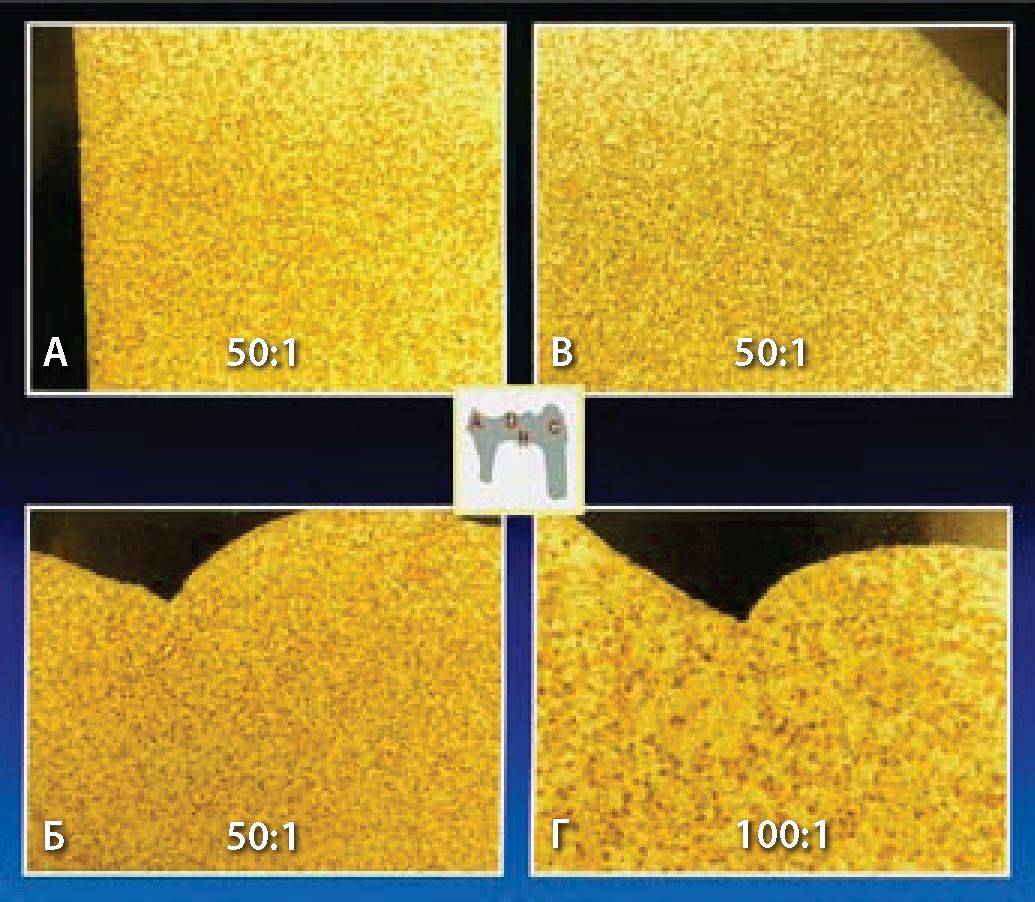
В полости усадочной раковины накапливается слюна, содержание кислорода в которой становится все меньше и возникает отчетливая разность потенциалов. В частности, при использовании медь- и серебросодержащих сплавов, контакт каркаса с бедной кислородом слюной приводит к отложению на поверхности каркаса оксида или сульфида меди. Однако гальванический элемент может возникнуть и как следствие неоднородного внутреннего строения сплава. рис. Д На рисунке Д видно, что дефекты в структуре каркаса приводят к выпуклостям или мелким порам в керамике. рис. Е На рисунке Е хорошо видны мелкие поры, заполненные оксидами тяжелых металлов. Коррозия приводит к их разрыву. Она возникает между заполнившими поры оксидами металлов из сплава и оксидами металлов из красителей для керамики, которые не связаны в стекловидной фазе керамики. Это ведет к значительному нарушению контакта между металлом и керамикой. Пациент обычно приходит к врачу по истечении довольно долгого времени с локальными проблемами токсической этиологии, что изначально выражается в анемии десны. Это касается не только сплавов благородного металла, но и в той же мере всех содержащих благородный металл сплавов и неблагородных сплавов с выгорающими лигатурами. Вакуумное литьеЧетыре шлифа различных участков литой частичной коронки (смотри рисунки шлифов A , Б , В , Г) должны демонстрировать идентичные структуры гомогенной отливки. При литье этой коронки (как и при литье прежних частичных коронок) использовали сплав одного и того же состава. Микроструктура сплава сетчатая, однородная на всех четырех участках шлифовки, так как все требования изготовителя соблюдены.
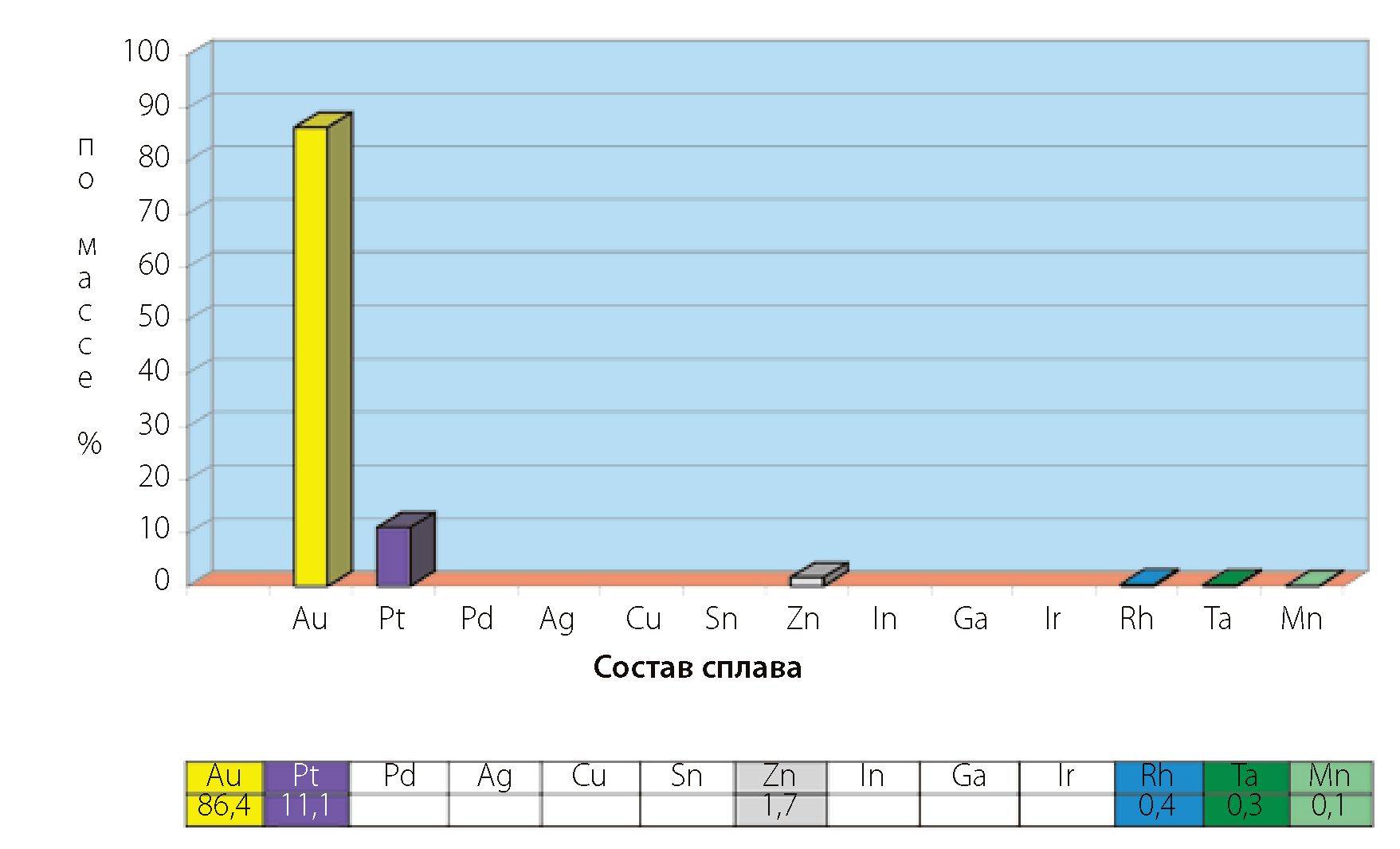
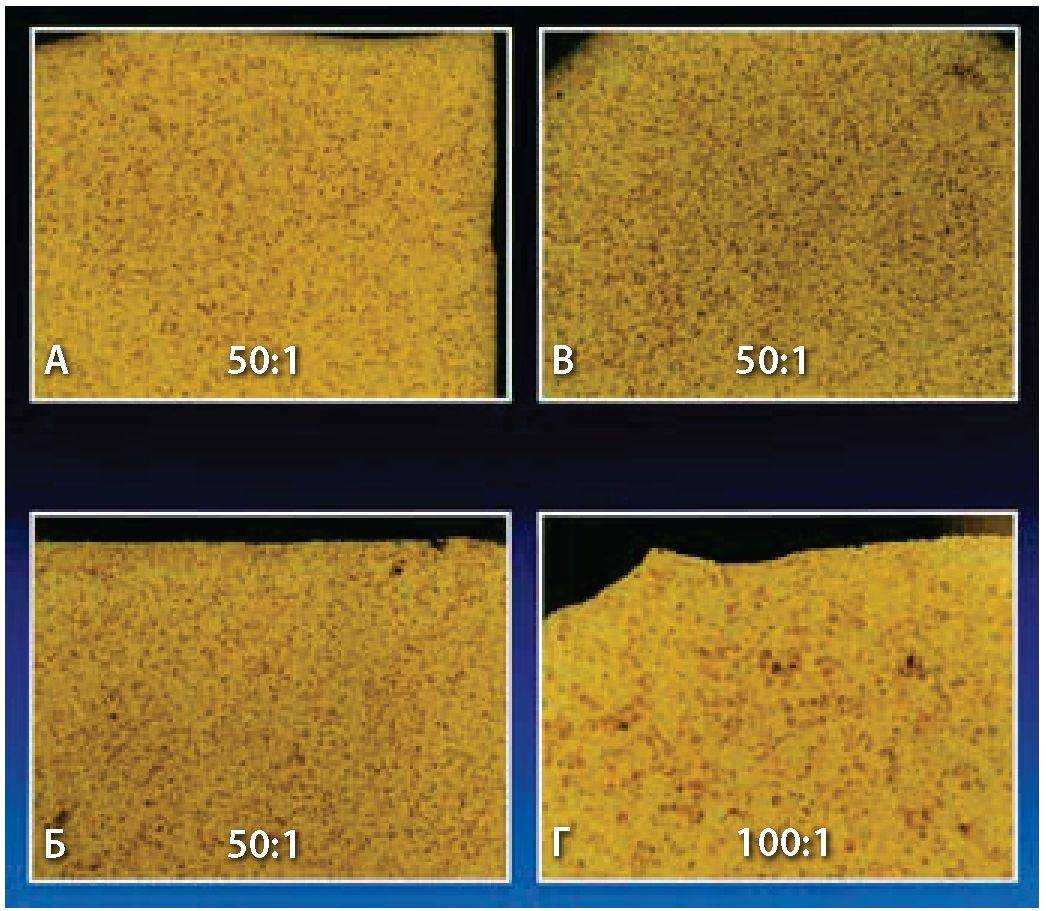
Эту частичную коронку отливали по абсолютно идентичной литейной технологии. Только собранную форму подогревали до 900° C, нарушая, таким образом, указания производителя сплава. Отчетливо видны изменения структуры (она стала неоднородной и смешанной) на поверхности литья, несмотря на то, что расплав заливали без изменения параметров. Нет необходимости искать температуру литья, рекомендуемую изготовителем формовочной массы, в инструкции по применению, и устанавливать ее с точностью до градуса. При отклонении в качестве литья следует устранять проблему, а не изменять температуру. Значительно более темный цвет шлифов показывает, что здесь составляющие компоненты обособились из сплава. Золото, платина, цинк и др. образуют снова собственные зернистые структуры, и возникает миграция ионов, характерная для двухфазного качества структуры. Более темное окрашивание возникает из-за частиц золота, которые при уменьшении содержания платины и цинка в сплаве приближают материал к цвету золота.
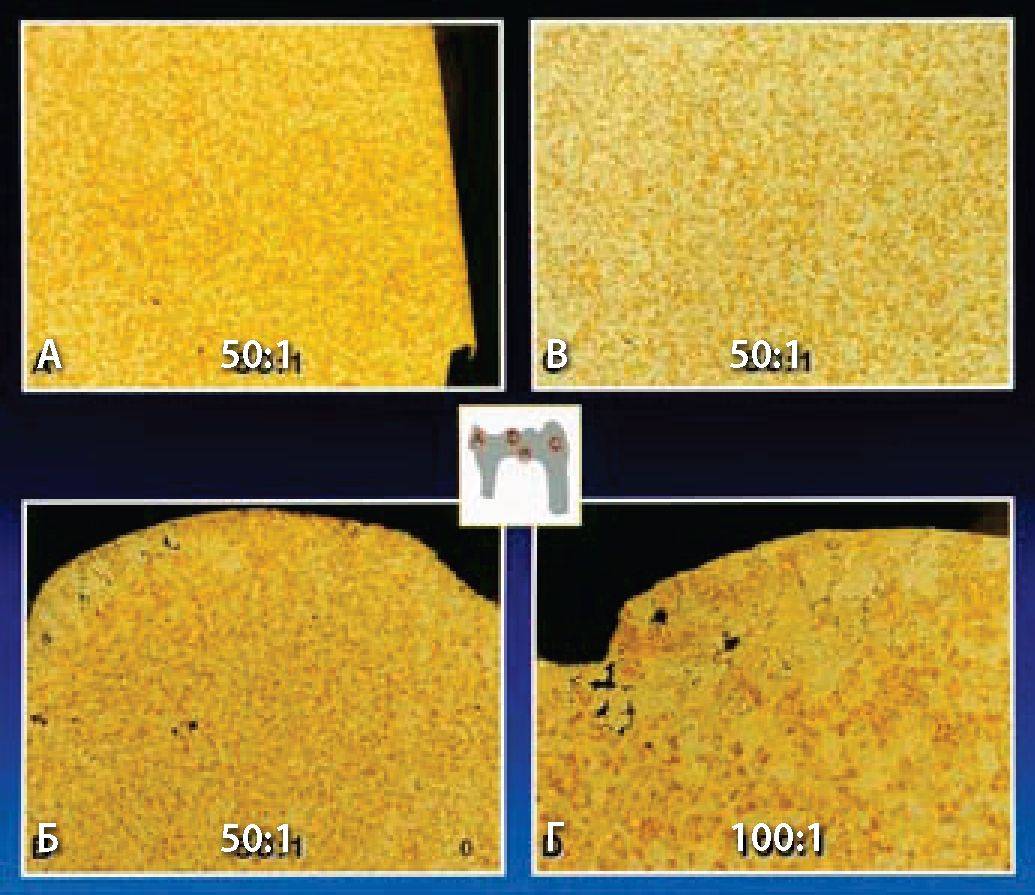
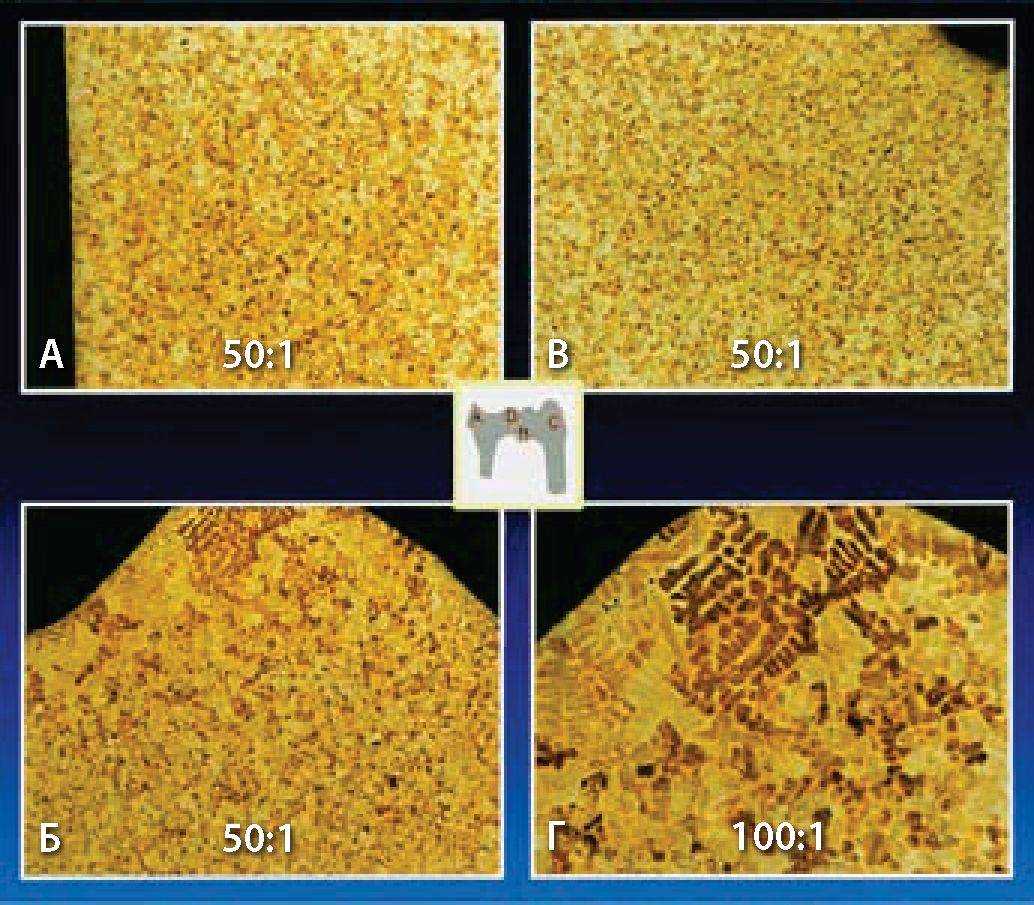
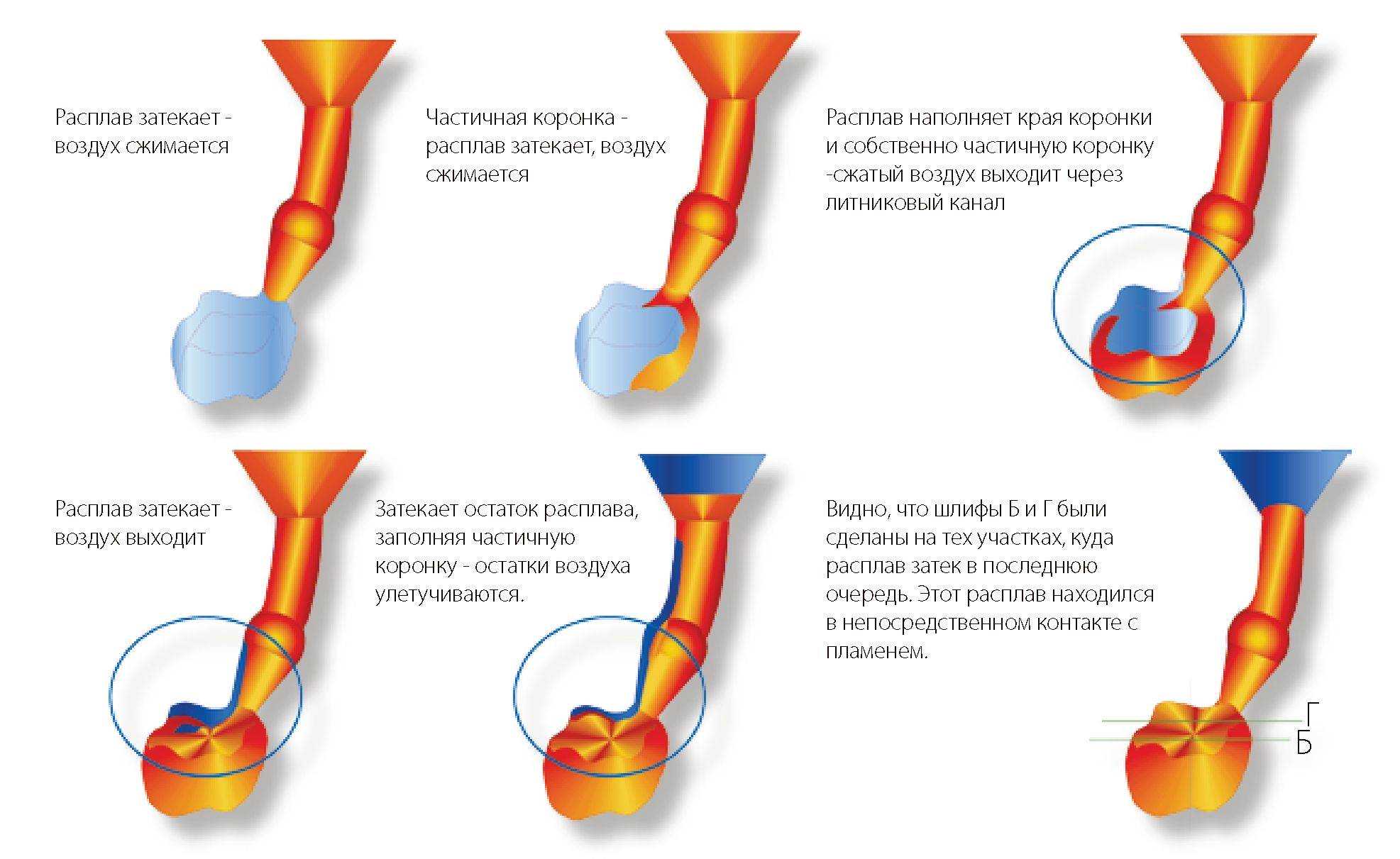
Плавка открытым пламенем с центробежной заливкой Как литейное устройство центрифугу включали после нагрева расплава открытым пламенем (давление смеси: кислород 2 бара, пропан 0,5 бара). Пламя устанавливали согласно инструкции и собранную форму правильно фиксировали в центрифуге. На фотографии шлифов в участках A и В видна очень тонкая структура сплава. Шлифы Б и Г в области дефектов литья частичной коронки имеют значительно более грубую зернистую структуру, чем шлифы A и В. Эти изменения внешнего вида шлифов косвенно связаны с режимом литья. В остальном в области дефекта литья частичной коронки отмечается гомогенное строение с зерном различной величины. Грубая структура на фотографиях шлифов с дефектом литья Б и Г является следствием перегрева металла, с которым пламя соприкасалось непосредственно. По этой причине при плавлении открытым огнем в литейной воронке всегда должно быть чуть больше сплава, чем при управляемых методах литья, чтобы перегретый пламенем расплав не попадал в литой каркас зубного протеза, а оставался в литниках.
Эта частичная коронка была отлита абсолютно идентично по всем параметрам с предыдущими. Использовали ту же самую партию сплава и тот же самый способ литья на той же самой установке. При этом температуру предварительного нагрева подняли до 900° C и расплав залили в форму, прогретую до этой температуры. Становится заметным отчетливое изменение в структуре сплава, вызванное расслоением неоднородных составляющих микроструктуры. Особенно очевидным это становится на шлифах Б и Г. Здесь отчетливо наблюдается разделение компонентов сплава, если перегретый открытым пламенем расплав попадает в каркас протеза. Эти же ошибки процесса вызывают аналогичные изменения при литье сплавов неблагородных металлов или сплавов для литья на моделях. Причиной некачественного литья является не материал, а несоблюдение технологического процесса обработки зубного протеза.
Значительное отличие вида микроструктуры шлифов A и В по сравнению со шлифами Б и Г обусловлено режимом литья сплава. Если используется небольшое количество сплава (на каждую частичную коронку - 8 г ), во время процесса плавки его обычно перегревают. Малое количество сплава дает еще меньший объем расплава в тигле, так что в непосредственном контакте с открытым пламенем находится относительно большая часть расплава, вследствие чего температура литья всегда превышена. Таким образом, при кристаллизации расплава из-за образования неметаллических включений лейцита (алюмосиликата калия) возникают грубые структуры.
Для изготовления биосовместимого зубного протеза недостаточно сырья с однородной структурой. Не меньшее значение имеет способ обработки материалов зубным техником. Только в случае точного соблюдения зубным техником технологических параметров, можно получить однородный и, благодаря этому, биосовместимый зубной протез. Это заставляет сомневаться в качестве своих услуг и размышлять о собственном методе работы. Четких стандартов технологии литья при изготовлении свободных от примесей изделий не существует. Однако зубной протез может иметь анатомо-физиологические ограничения в полости рта пациента. Пациент надеется, что зубной протез будет биосовместимым, и полностью доверяет решение этой проблемы зубному технику. |
||||||||||||||||||||||||||||||||||||
Практическое применение литья
| Практическое применение литья Для иллюстрации техники литья практическими примерами были смоделированы и отлиты четыре частичные коронки, после чего под растровым электронным микроскопом изучали шлифы их поверхностей. 1 частичная коронка - плавка открытым пламенем, температура нагрева 800° C 2 частичная коронка - плавка открытым пламенем, температура нагрева 900° C 3 частичная коронка - установка с индукционным нагревом и комбинированным литьем в вакууме и под давлением при температуре 800° C 4 частичная коронка - установка с индукционным нагревом и комбинированным литьем в вакууме и под давлением при температуре 900° C Для анализа микроструктуры расплав получали в печи с регулируемым индукционным нагревом и отливали эти четыре частичные коронки с помощью вакуума и повышенного давления при разной температуре нагрева собранной формы: 800° C / 850° C/900° C.
Выгораемая лигатура из сплава с высоким содержанием золота |





 В итоге, приходят к следующему результату:
В итоге, приходят к следующему результату: