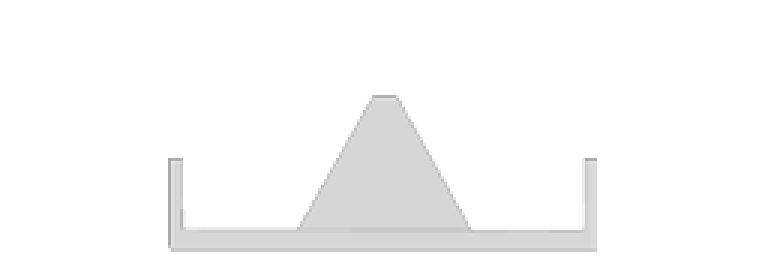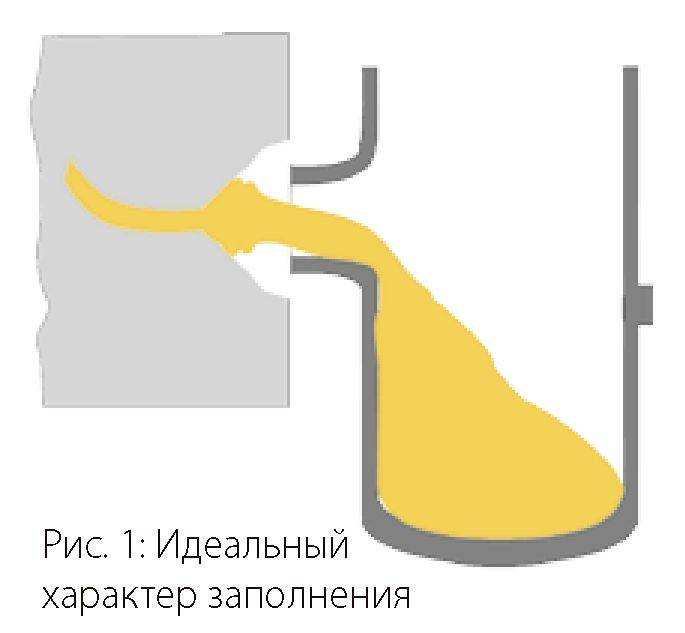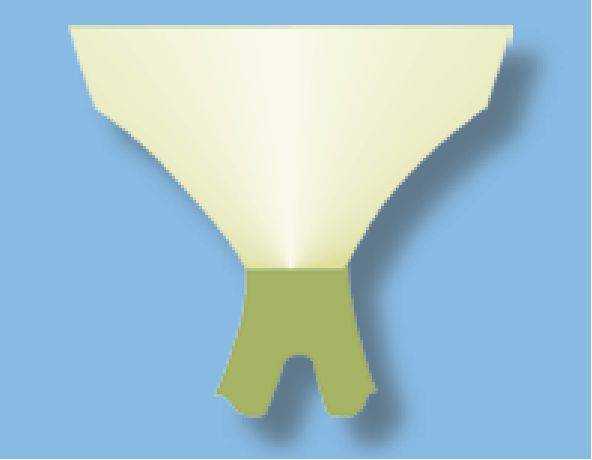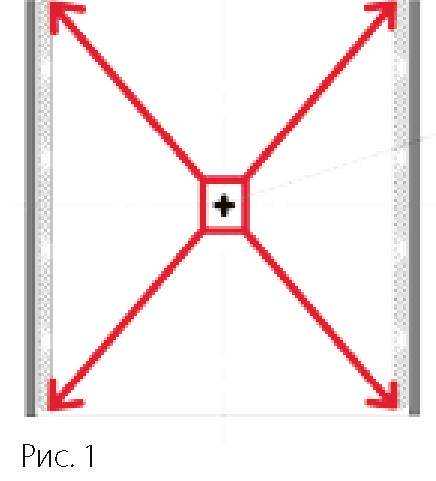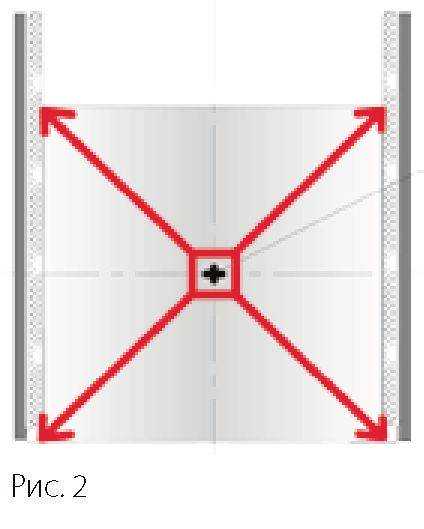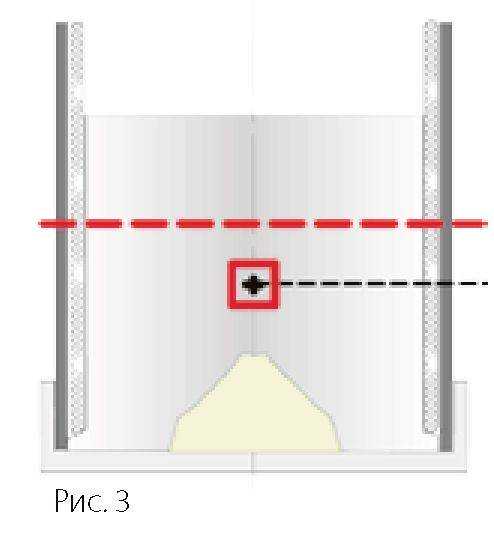
Рис. 1: При этой форме литниковой воронки заливаемый расплав сразу полностью ее заполняет и самым коротким путем попадает в литниковый канал. Отливка имеет идеальное качество, абсолютно отсутствуют потери металла из-за образования «флажков» и «жемчужин». Рис. 2: Расплав движется по очень глубокому и широкому каналу. Это приводит к нарушению компактности струи расплава. Следствием является пониженное давление в литниковом канале в момент заполнения его расплавом, что приводит к образованию «флажков» и множественных «жемчужин» в литниковой воронке. В отлитом каркасе имеются усадочные раковины, шероховатая поверхность ведет к потере металла. Рис. 3: При зауженной форме литниковой воронки расплав с большим напором затекает в канал. При использовании центробежного литья это может привести к образованию множественных «жемчужин» или «флажков» в литниковой воронке под действием противотока. При кристаллизации расплава такие «флажки» или маленькие шарики могут отделяться от поверхности и исчезать. Однако вместо них могут возникать усадочные поры. Усадочные поры на отливке не имеют ничего общего со втянутыми усадочными раковинами. При этом даже вид используемой литниковой воронки не имеет такого значения, как правильность крепления литниковых каналов к воронке. Ошибки на этом этапе - главная причина усадочных дефектов отливки. Диаметра 5 мм для центрального литникового канала при вакуумном или 4 мм при центробежном литье всегда достаточно для оптимального движения сплава в момент заполнения. Оно не зависит от количества литниковых каналов, идущих к каркасу. При заполнении расплав должен образовывать плотную однородную струю, чтобы возник равномерный скоростной напор.
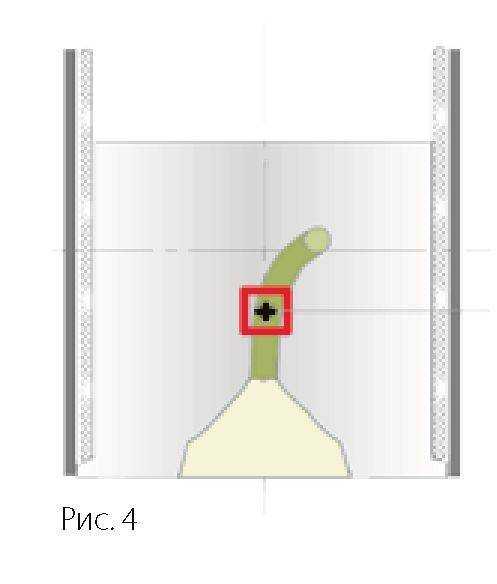
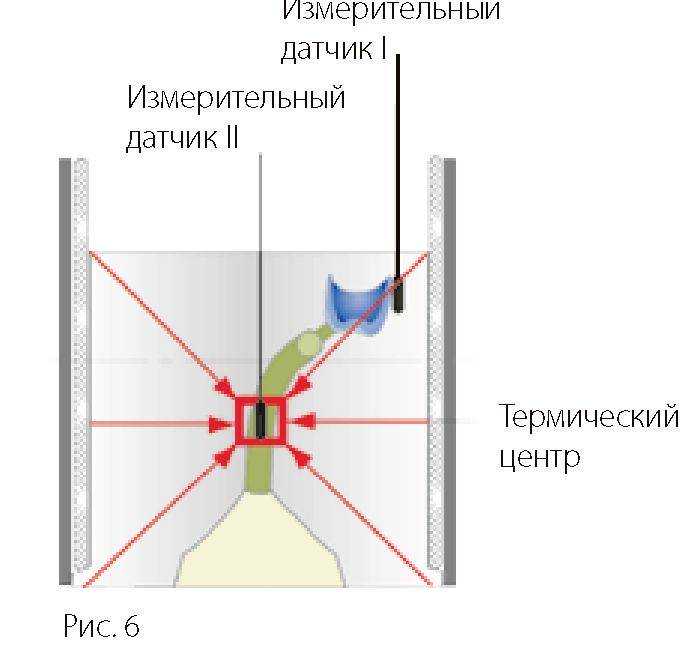
Рис. 3: Термический центр формы, середина высоты муфеля и литниковая воронка определяют правильное положение и ровный ход литникового канала. Литниковый канал должен проходить от заливочной воронки к литейной полости через термический центр собранной формы. Рис. 4: Середина высоты собранной формы служит в этом случае точкой, определяющей длину литниковых каналов. Слишком длинные каналы удлиняют заливочный путь и увеличивают количество остаточного воздуха в форме, ухудшают течение расплава и приводят к закупорке.
Однако литниковые каналы не должны быть и слишком короткими, чтобы достичь оптимального - направленного к центру - режима затвердевания отливки. Укрыв их формовочной смесью доверху, опоковое кольцо при процессе формовки больше не заполняют. Рис. 5a: Правильное расположение литникового канала от воронки через термический центр формовочной массы к резервуару с расплавом, находящимся по медиане высоты формы и соединенном с литейной полостью. Рис. 5б: При правильном расположении восковой модели протеза сверху нее должно быть 5 мм формовочной массы и расстояние до наружной стенки собранной формы также должно равняться 5 мм. В этом случае обеспечены условия для идеального затвердевания отливки. 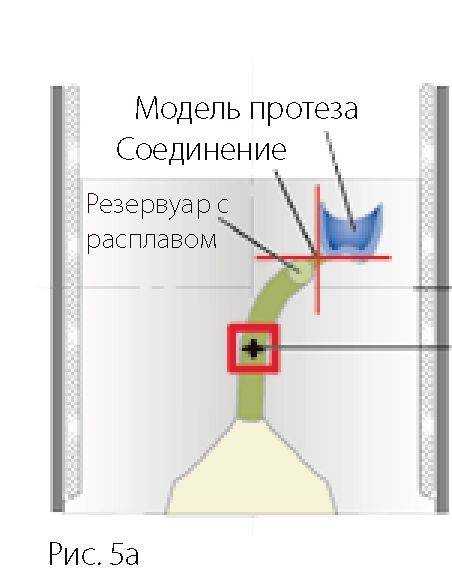
Остывание собранной формы после заливки. Для проведения измерений в области расположения модели отливки и в термическом центре использовали по одному термодатчику. Датчику II, расположенному в термическом центре, потребовалось в 24 раза больше времени, чтобы остыть от температуры 900° C до температуры 50° C , чем датчику I, расположенному в области отливки на границе формы. Этот принцип замедленного остывания используют для регулирования затвердевания расплава, что дает возможность получать однородные отливки деталей различных объемов.
|
Заполнение формы расплавом
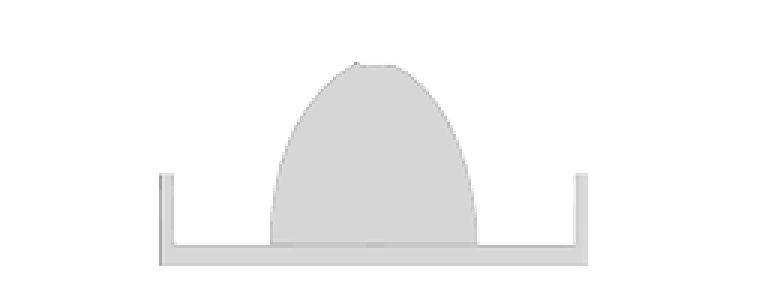
Заполнение формы расплавом Выбор оптимальной литниковой воронки При выборе литниковой воронки следует обращать внимание на то, чтобы при ее заполнении расплав не падал с большой высоты в литейную полость. При этом расплав должен сразу попадать в литниковый канал, который ведет в полость формы. Идеальная заливочная воронка изображена на прилагаемом эскизе. Расплав очень быстро без нарушений и завихрений растекается в полости формы. Литниковые воронки очень большой высоты и расширенной формы очень плохо направляют затекающий расплав. Широкому ложу заливочной воронки часто сопутствуют чрезмерно длинные литниковые каналы, и это приводит к слишком большому охлаждению расплава и завихрениям во время заполнения литейной полости, а также возникновению «флажков» или «жемчужин» и, соответственно, к потерям металла. Из-за завихрений может образоваться усадочная пористость в отливке. Острые кромки воронки не способствуют оптимальному направлению движения струи расплава, из-за этого он не может сразу сформироваться и заполнить полость. Сопротивление при заполнении расплавом создает проблемы: в литниковой воронке образуются «флажки» или «жемчужины». Выбор технологичной литниковой воронки для готовой формы не зависит от используемого способа литья.
|