Метод прокатки основан на текучести металла. Новая нужная форма металлу придается путем медленного внешнего воздействия —давлением на металл прокатными станками. В зубопротезной технике прокатные станки называются вальцами.
В настоящее время прокатная промышленность очень широко развита, прокатные станки и станы, разработанные советскими конструкторами, являются высокопроизводительными, работа их основана на непрерывном действии. Прокатный лист металла может выходить непрерывно.
Такого типа прокатные станы строятся в комплексе металлургических комбинатов.
В зубопротезной технике прокатка металла производится при изготовлении листового золота для кламмеров, гильз, комбинированных мостовидных протезов, штампованных капп.
Прокатка нержавеющей стали для зуботехнических целей производится в заводских условиях. Листовая сталь используется для гильз, стандартных дуг дуговых протезов, кламмеров, комбинированных металлических протезов, ортодонтических аппаратов и других деталей сложных протезов.
Прокатка сплавов, применяемых в зубопротезной технике, производится при подготовке медно-золотого сплава для аффинажа золота, алюминиевой бронзы, латуни и других сплавов, употребляемых при изготовлении временных лечебных протезов при переломах челюстей.
Вальцы для прокатки металлов и сплавов в зубопротезной технике имеют следующее устройство (рис. 68). Между двумя вертикальными стойками, установленными на подставке, на латунных подшипниках укреплены два металлических валика. Верхний и нижний валики на свободных концах имеют многозубчатые большие шестерни, одна из которых (нижняя) соединена с рабочей — третьей шестерней. Рабочая шестерня насажена на ось и имеет ручку для вращения, противоположные концы валиков имеют малые балансирующие, или направляющие, шестерни. Верхний валик вместе с подшипником может приподниматься для создания нужного зазора между нижним валиком и подниматься до полного соприкосновения за счет другой системы шестереночной передачи, установленной на верхней части станка.
При вальцевании металлическую пластинку вкладывают между валиками, верхней рукояткой, установленной на средней шестеренке зажимной системы для валика, прижимают валик и начинают большими рукоятками вращать валики. При вращении валики перемещаются за счет шестеренок навстречу друг другу, при этом металлическая пластинка истончается. После первой прокатки валики сближаются еще больше и вновь прокатывают пластинку, так постепенно достигается нужная толщина.
В процессе прокатки металл твердеет, образуется так называемый наклеп, вследствие чего его текучесть уменьшается. Вернуть первоначальные свойства металлу можно путем прокаливания.
При прокатке металла холодным или горячим способом происходит сжатие металла за счет усилий валиков прокатного стана, при сжатии уменьшается толщина металла. За счет уменьшения толщины прокатываемого металла происходит его вытяжение, лист увеличивается в длину 41 ширину. Объем металла при этом не остается прежним.
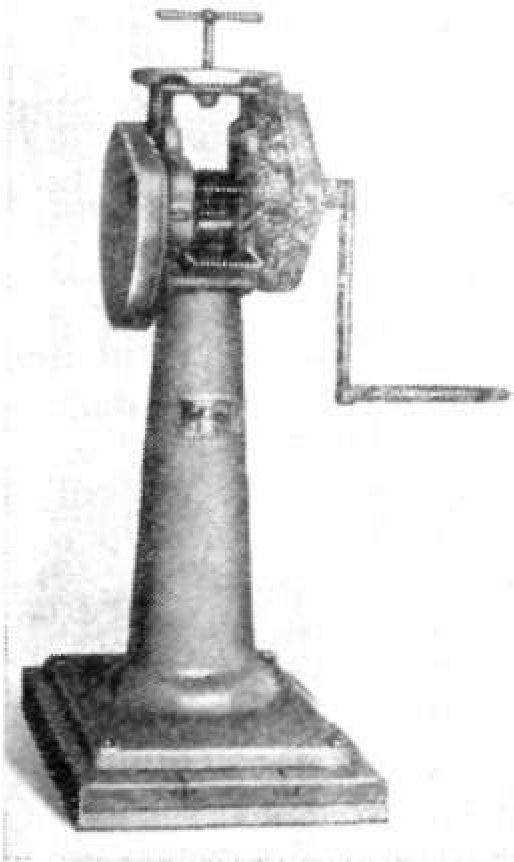
Рис. 68. Ручные вальцы для металла.
В процессе прокатки изменяется структура металла: наружные слои, находящиеся в соприкосновении с валиками, перемещаются, становятся волокнистыми и опережают внутренние слои, при этом перемещение наружных слоев может быть неодинаковым. Там, где металл толще, волокнистость его больше. Это явление можно заметить невооруженным глазом. Перестройка кристаллической структуры металла приводит к хрупкости, снижению эластичности. Эти новые качества
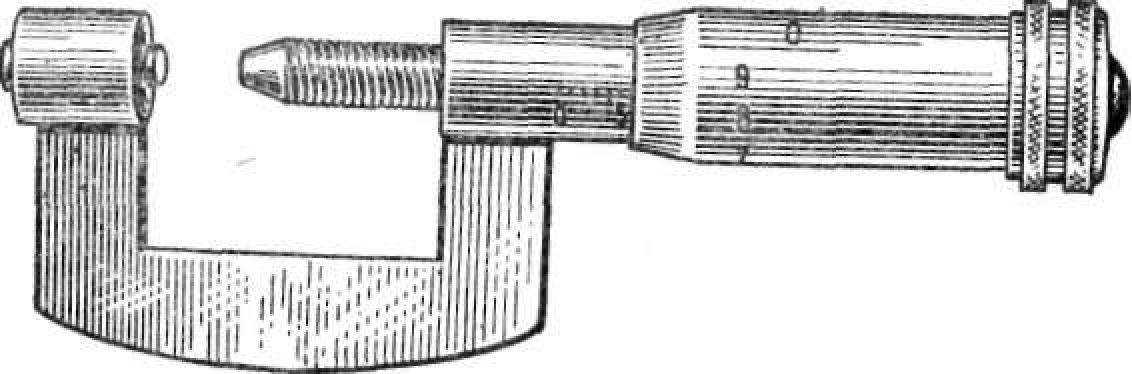
Рис. 69. Микрометр.
следует учитывать при прокатке, особенно при изменении направления прокатки. Прежде чем изменить направление проиатки, металл -следует прокалить, иначе может произойти его разрыв, образование трещин.
Для определения толщины прокатываемого Металла пользуются специальным прибором — микрометром (рис. 69).