Рис. 102. Лиски для изготовления заготовки колпачка.
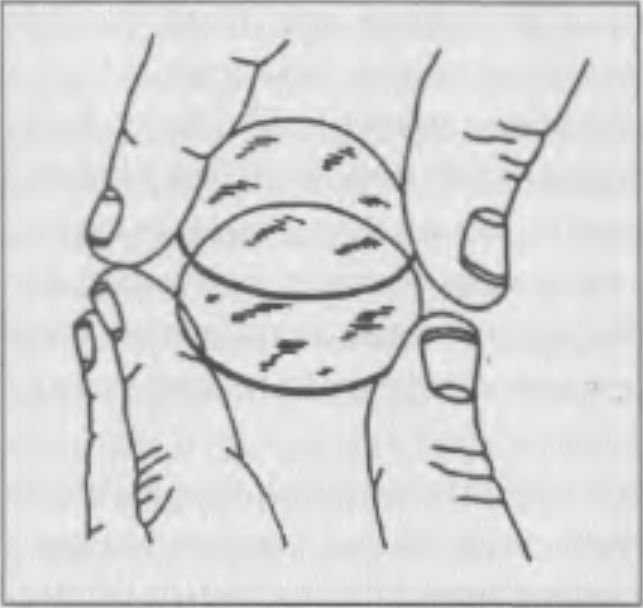
Для изготовления колпачка два сложенных вместе пластмассовых диска закрепляют в специальном зажиме и нагревают над пламенем горелки до пластичного состояния (рис. 103,104). Появление прозрачности по всей поверхности пластмассы свидетельствует о готовности ее к дальнейшей работе. Диски устанавливают над кюветой, заполненной силиконом или техническим пластилином, и вдавливают в них модельную культю препарированного зуба, полностью погружая ее в кювету (рис. 105). Такая процедура позволяет получать колпачок равномерной толшины с компенсационным пространством, полученным после удаления внутреннего катпачка толщиной 0,1 мм (рис. 106, а, б, в). При остывании пластмасса быстро твердеет. Приготовленный пластмассовый колпачок снимают с модельной культи зуба и укорачивают на 1 мм выше уступа (рис. 106, г). Моделировочным воском тина «Лавакс» уточняют колпачок в области уступа (рис. 107) и передают его в литейную лабораторию для замены металлом.
Остов колпачка может быть целиком смоделирован из воска последующей технологии. После нанесения на модельную культю зуба двух слоев компенсационного лака (рис. 108) ее покрывают тонким слоем вазелинового масла и приступают к изготовлению восковой репродукции колпачка. Для этого, расплавив моделнровочный воск в специальном электро-
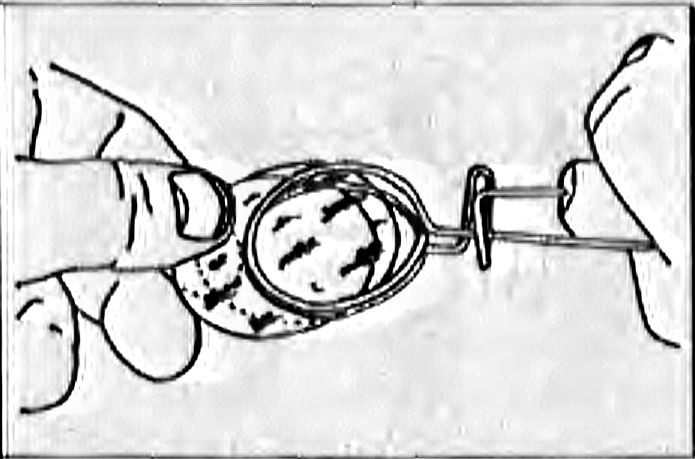
Рис, 103, Диски, фиксированные зажимом
Рис, 104. Нагревание дисков над пламенем горелки
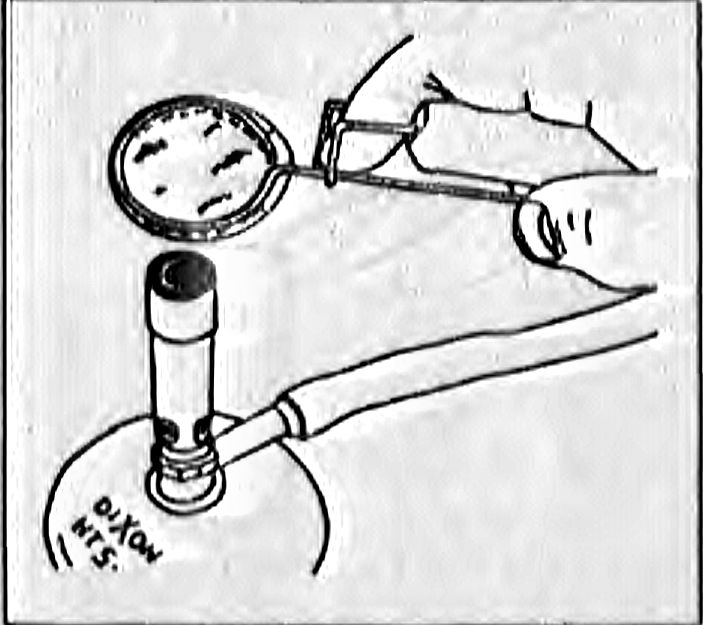
Рис. 105, Погружение гипсовой культи черен размягченные диски в специальную массу
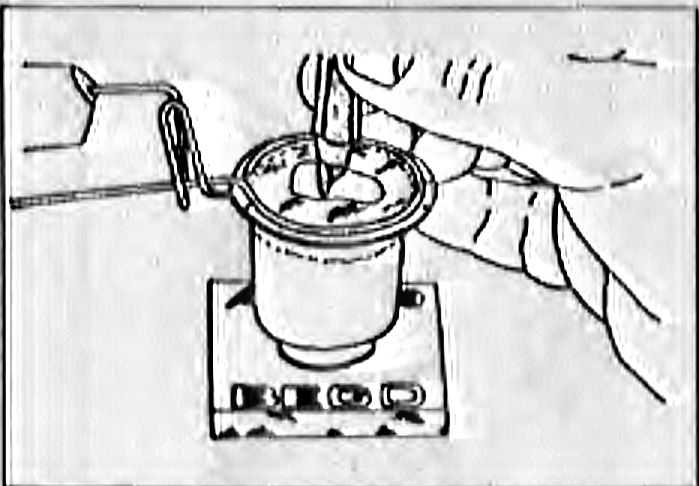
нагревателе, несколько раз опускают в него модельную культю зуба. Dock наслаивают до получения необходимой толщины так, чтобы он полностью покрывал культю вместе с усту-
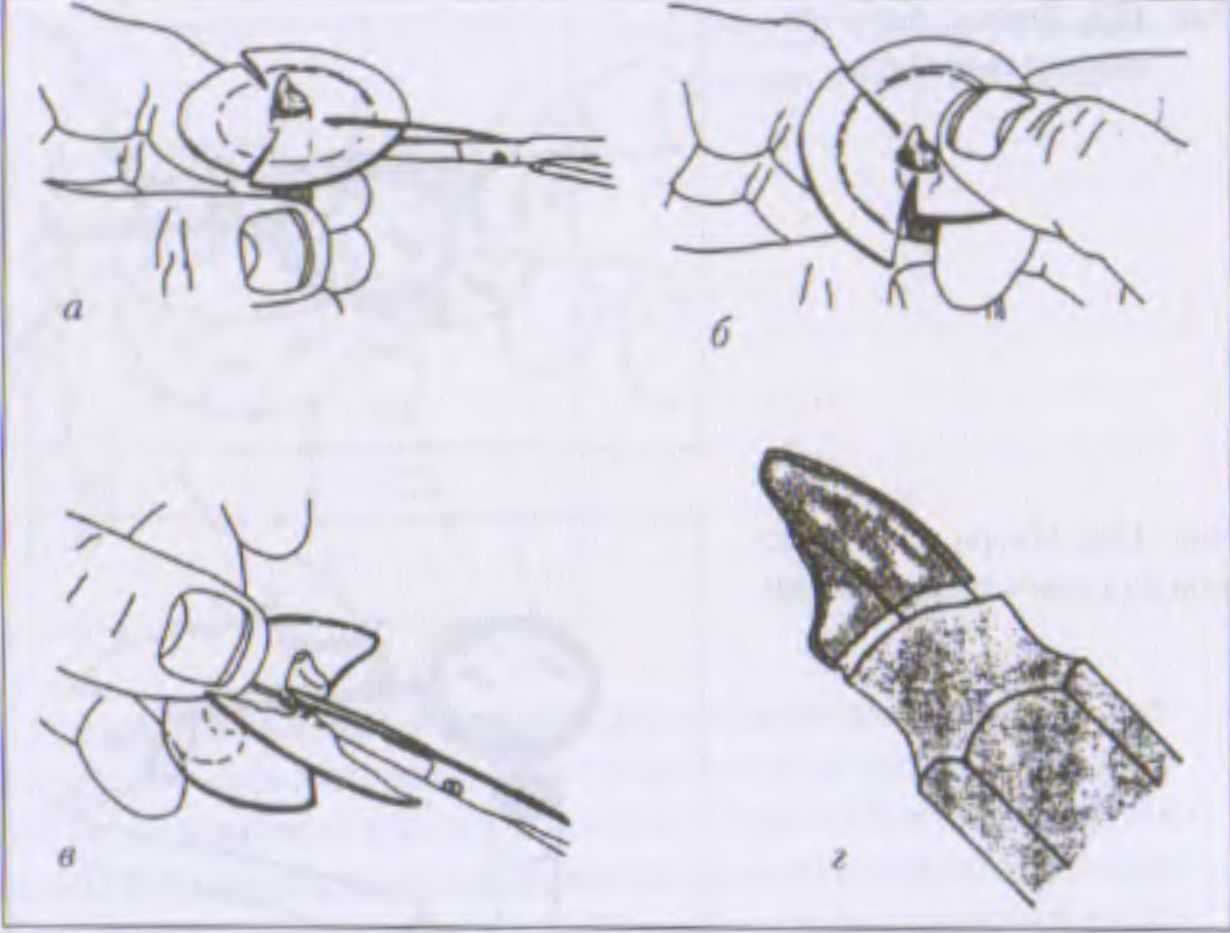
Рис. 106. Последовательность изготовлении пластмассового колпачка: а — разрезание дисков; 6 — удаление внутреннего диска с отпечатком тисовой культи для создания компенсационного пространства; в - укорочение колпачка на модели зуба; г — колпачок с укороченным краем
Рис. 107. Моделирование при шеечной части колпачка из воска пом (рис. 109). Коррекция толщины и фирмы воскового колпачка осуществляется путем наслоения или снятия воска специальным моделировочным инструментом, например глазным скальпелем.

Моделирование колпачка, выполняющего в последующем роль металлического каркаса и несущего на себе керамическое покрытие, имеет ряд особенностей. Высокое качество литья может быть обеспечено при толщине стенки восковой репродукции колпачка не менее 0,4—0,5 мм. Это создает также определенный запас металла для механической обработки. Для улучшения теплоотдачи и сокращения площади керамического покрытия на колпачке необходимо моделировать место перехода металлического каркаса в облицовочную часть. Этот участок называют по-разному, но чаще всего он обозначается как
Рис. 108. Модельная культя зуба, покрытая компенсационным лаком
Рис. 109. Нанесение расплавленного воска на культю зуба

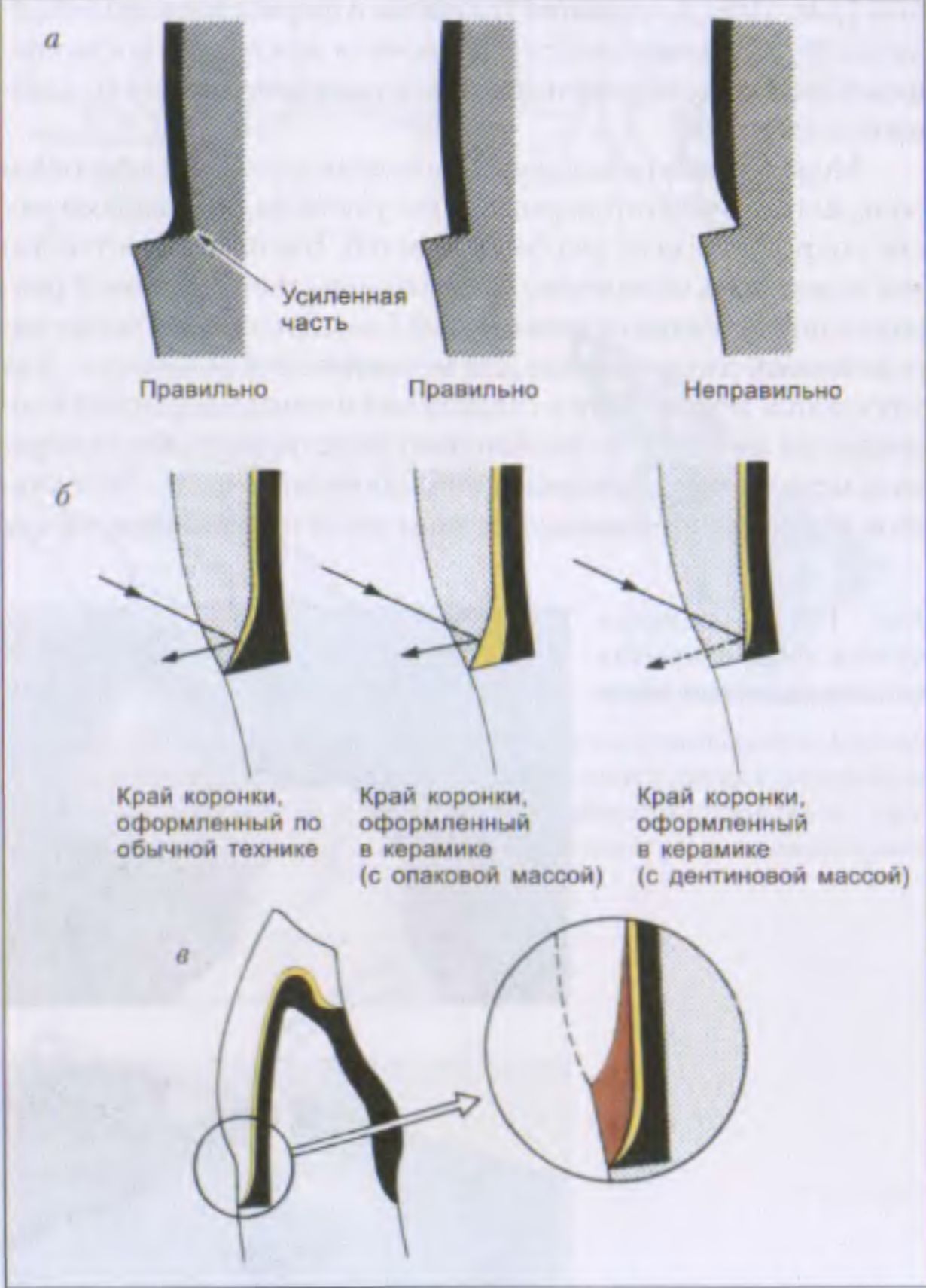
Рис. 110. Особенности конструирования нришеечного края металлокерамической коронки: а — оформление края металлического колпачка: б ■ варианты нанесения керамической массы; в - применение специальной плечевой керамической массы
«воротничок» или «гирлянда». Необходимость его создания, ширина и толщина, как уже было отмечено, определяются у каждого больного индивидуально при составлении общего плана протезирования. Поверхность восковой репродукции колпачка должна быть гладкой, не иметь острых углов или плоских граней. В придесневой части колпачка и в месте перехода керамического покрытия в каркас на оральной и боковых поверхностях моделттруется небольшой скошенный уступ (рис. 110). Следует избегать формирования уступа в месте соединения керамтпси с каркасом на окклюзионных поверхностях в зоне контакта зубов-антагонистов, что уже отмечалось в предыдущих главах.
На восковой или пластмассовой заготовке колпачка моделируется литниковая система. Она состоит из отдельных литников, которые имеют вид столбиков диаметром 2—2.5 мм и длиной 5—6 мм и устанавливаются в наиболее толстой части колпачка на режущем крае или жевательной поверхности. Все литники объединяются так называемым питателем, имеющим диаметр 3—3.5 мм и моделируемым вдоль зубной дуги. Концы питателя соединяются между собой и с литниковым конусом. В тонкие места коронок, которые часто не отливаются. рекомендуется устанавливать небольшие восковые отрос -
Рис. 111. Восковые калпачки с литниковой системой

тки, выполняющие роль отводящих воздух каналов. Колпачки с литниковой системой снимают с комбинированной модели и готовят по ней литейную форму (рис. 111).
Для компенсации усадки кобальтохромового сплава, предназначенного для изготовления колпачков, разработан специальный формовочный материал «Сиолитпозволяющий использовать наиболее современный способ безопочного литья. При (|и>рмованип необходимо внутреннюю поверхность опоки покрыть тонкой асбестовой прокладкой, компенсирующей расширение формовочного материала. Восковую заготовку покрывают тонким слоем массы «Смолит», а после ее затвердевания опоку заполняют этой же массой на вибраторе для удаления воздушных пузырьков. Примерно через 30 мин начинают термическую обработку формы. В первую очередь ее нагревают до 200°С для выплавления воска, а затем поднимают температуру муфельной печи до 850°С и прокаливают форму в течение 30 мин. Процесс литья осуществляется в соответствии с требованиями инструкции для данного сплава.
Литой колпачок очищают от формовочного материала в пескоструйном аппарате, а затем абразивными головками обрабатывают все его поверхности, одновременно проверяя плавность их переходов и толщину стенок (она должна быть не менее 0,3 мм). При высоком качестве литья обработанная поверхность не имеет литьевых пор, раковин шли недоливов. Если же подобные дефекты обнаружены, каркас подлежит переделке. Попытка использовать недоброкачественный каркас для облицовки керамикой приводит, как правило, к откалыванию покрытия, а переделка уже готового протеза всегда вызывает большие трудности как морально-этического, так и финансового плана.
Отвечающий всем требованиям колпачок тщательно припасовывается на рабочей модели до тех пор, пока он не будет плотно прилегать к ней. Ориентиром является точное установление края каркаса на уступе в пришеечной части модельной культи зуба. Качество изготовления металлического колпачка проверяется в клинике. Для этого рабочую модель вместе с колпачком передают врачу.