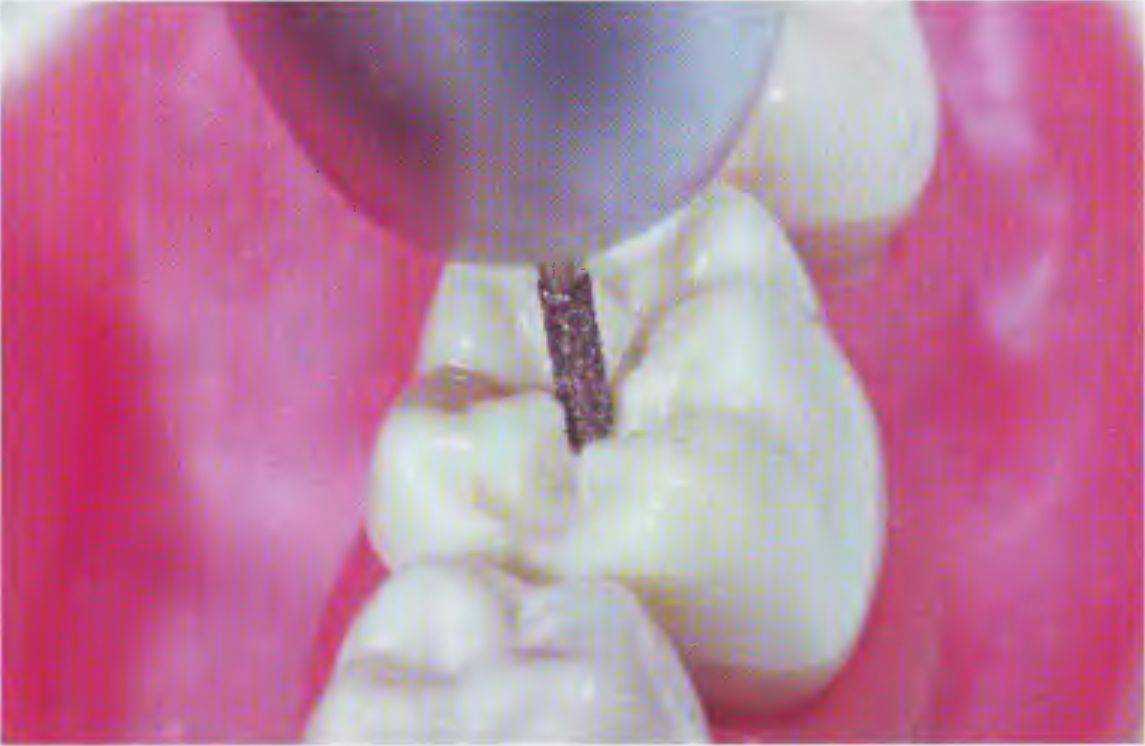
Рис. 69. Препарирование начинают с окклюзионной поверхности отдистальной ямки по направлению к аппроксимальной поверхности, повторяя контур центральной фиссуры
После того, как бор прошел через краевой гребень, аккуратно, чтобы не повредить рядом стоящий зуб, начинают формирование проксимальной части полости. Бор располагают параллельно длинной оси зуба и удаляют пораженные ткани, продвигая инструмент орально, вестибулярно и гингивально. Препарирование в вестибуло-оральном направлении повторяет контуры эмалево-дентинной границы, т. е. идет по слегка выпуклой кнаружи кривой {рис. 70).

Рис. 70. Выпуклая граница придесневой стенки
Следует иссечь твердые ткани вертикальных стенок основной полости так, чтобы проксимальная стенка уже не контактировала с соседним зубом. Разобщение должно составлять как минимум 0,5 мм.
Щечная и язычная стенки основной полости должны иметь конусность от 3° до 12° в зависимости от глубины полости {рис. 71), а осевая стенка должна быть параллельной длинной оси зуба.

Рис. 71. Препарирование конусовидным бором с созданием дивергенции щечной и язычной стенок от 3
е
до 12° в зависимости от глубины полости
После этого выравнивают придесневую стенку {рис. 72). Для этого применяют бор с плоским торцом. По форме это может быть как цилиндр (фиссурный бор) достаточно большого диаметра, так и классический торцевой бор, у которого боковые поверхности неабразивны. Во избежание образования острых переходов лучше применять закругленные боры (рис. 73).
Далее следует создать дополнительные ретенционные элементы. Для металлических вкладок это может быть углубление в виде
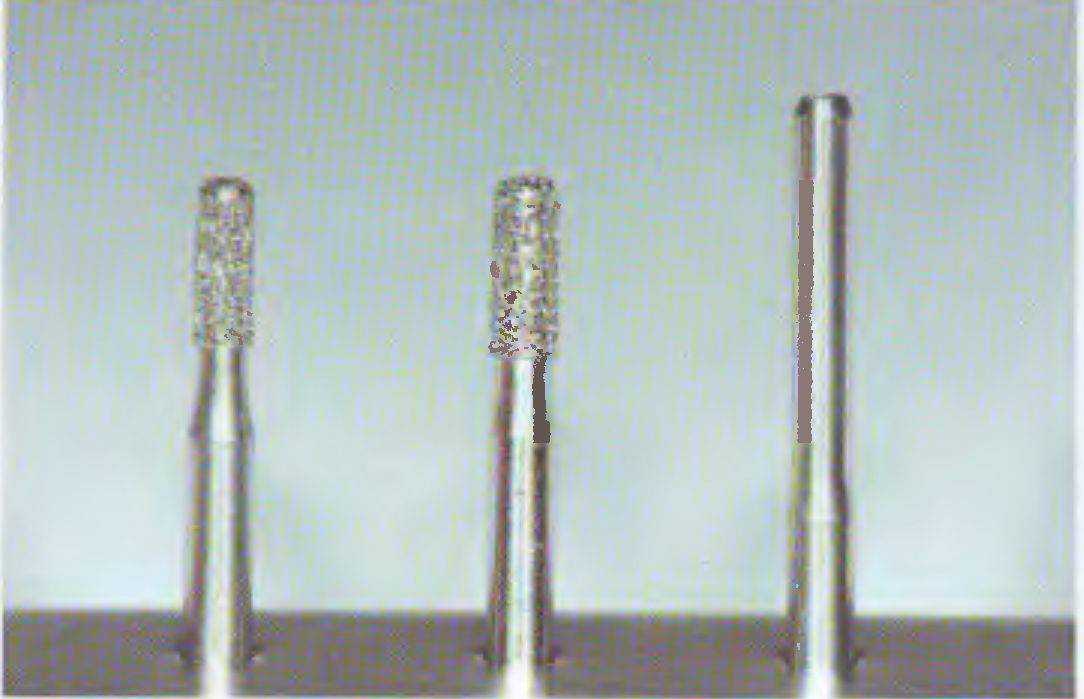
Рис. 73. Варианты используемых боров
V-образной бороздки («бороздка Миннесоты») в месте соединения осевой и придесневой стенок, которую создают эмалевым ножом (рис. 74).
При подготовке полости под металлическую вкладку по границам препарирования создается фальц под углом 15—20° по окклюзионной поверхности и 30—45° в области придесневой стенки. Исполь1уется алмазный бор пламевидной или другой подходящей формы (рис. 75). Во избежание травмирования соседнего зуба при создании
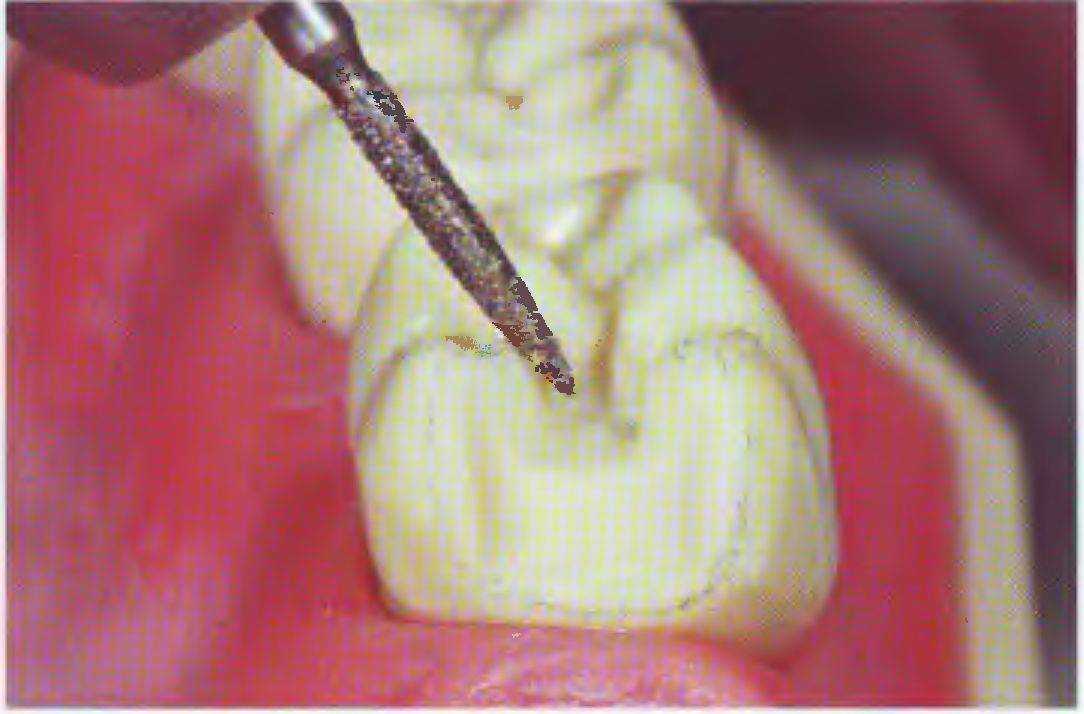
Рис. 75. Создание скоса по окклюзионной поверхности
скоса на придесневой стенке контактной поверхности лучше ис пользовать эмалевый нож или осциллирующий наконечник.
На завершающем этапе необходимо сгладить обработанные по верхности и острые переходы (рис. 76).

Рис. 76 а. Окончательно сформированная полость под металлическую вкладку

Рис. 766. Окончательно сформированная полость под безметалловую вкладку
С этой целью применяют боры тех же размеров и формы, что применялись при формировании полости, только мелкоабразивп|.1С (красная маркировка). Это могут быть как алмазные, так и I иердос плавные боры или Арканзас-камни {рис. 77).

Рис. 77. Различные боры для финирования стенок полости
При финишной обработке следует использовать микромоторные наконечники. При работе алмазными финирами рекомендуемая скорость вращения бора не превышает 170 000 об/мин (см. габл. 5 на стр. 19). При работе твердосплавными финирами скорость вращения должна быть на порядок ниже, примерно 10 000 об/мин.
При нарушении этих рекомендаций возможны осложнения и ошибки в виде неровного края препарирования или перегрева тканей зуба.