На зубах верхней челюсти, где защитные бугорки хорошо различимы. необходимо соблюдать осторожность во избежание чрезмерного выведения бора на вестибулярную поверхность, что может привести к излишней визуализации края реставрации
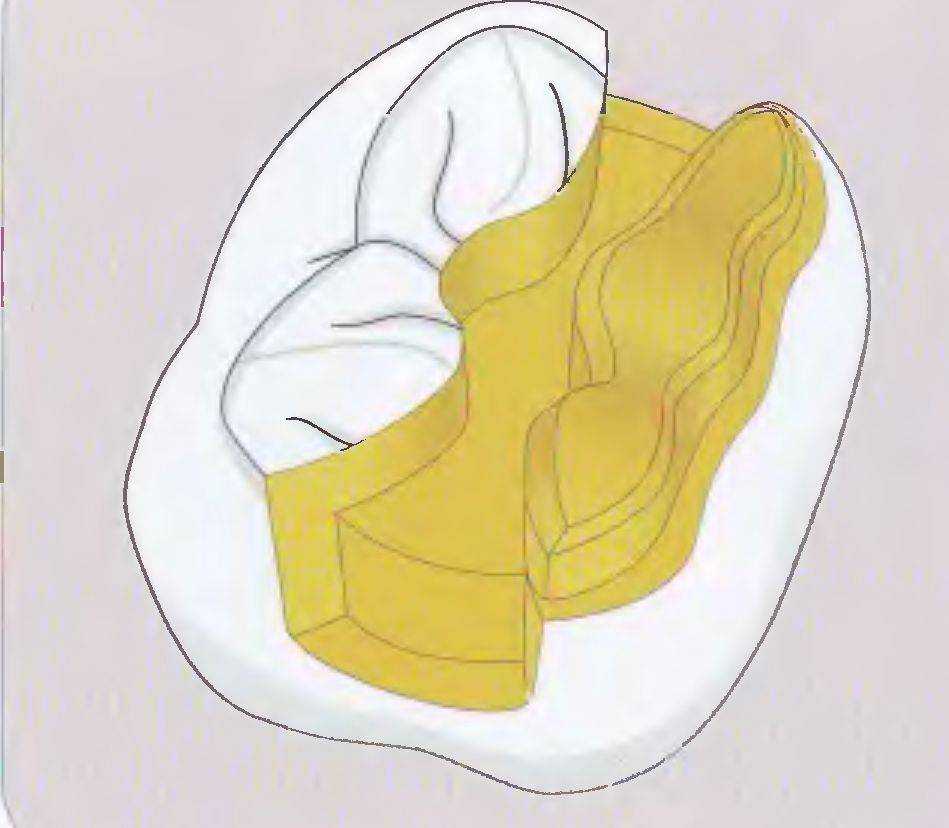
Рис. 81. Препарирование под вкладку типа оверлей
Препарирование начинают с окклюзионной поверхности. Цилиндрическим или конусовидным бором с закругленным кончиком {рис. 82) на внутренний скат бугорков наносят маркировочные борозды, формируя по одной борозде на скатах и в основных фиссурах {рис. 83). Глубина маркировочной борозды должна
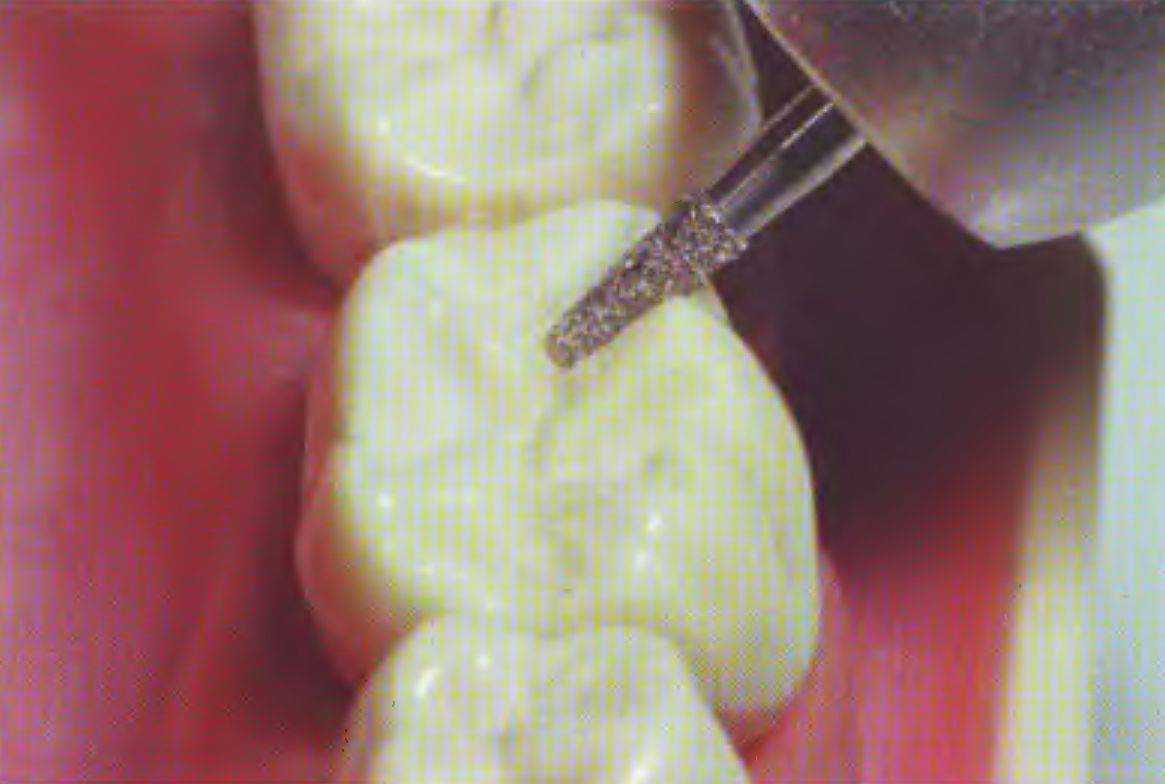
Рис. 83. Нанесение маркировочных борозд на окклюзионную поверхность 96
составлять 1,5 мм для опорного бугорка и 1,0 мм для защитного для металлической вкладки и на 0,5 мм больше для безметалловой вкладки. В области перехода окклюзионной поверхности в щечную глубина маркировочной борозды должна составлять 0,5 мм.
На глубину маркировочных борозд проводят препарирование окклюзионной поверхности, сохраняя характерный для данного зуба рельеф.
Далее наносят маркировочные борозды на наружный скат функционального бугорка. Глубина борозд в области вершины бугорка должна составлять 1,5 мм для металлической вкладки и 2,0 мм для керамической, а затем уменьшаться в апикальном направлении. Заканчиваются борозды в области предполагаемого окклюзионного уступа (рис. 84).
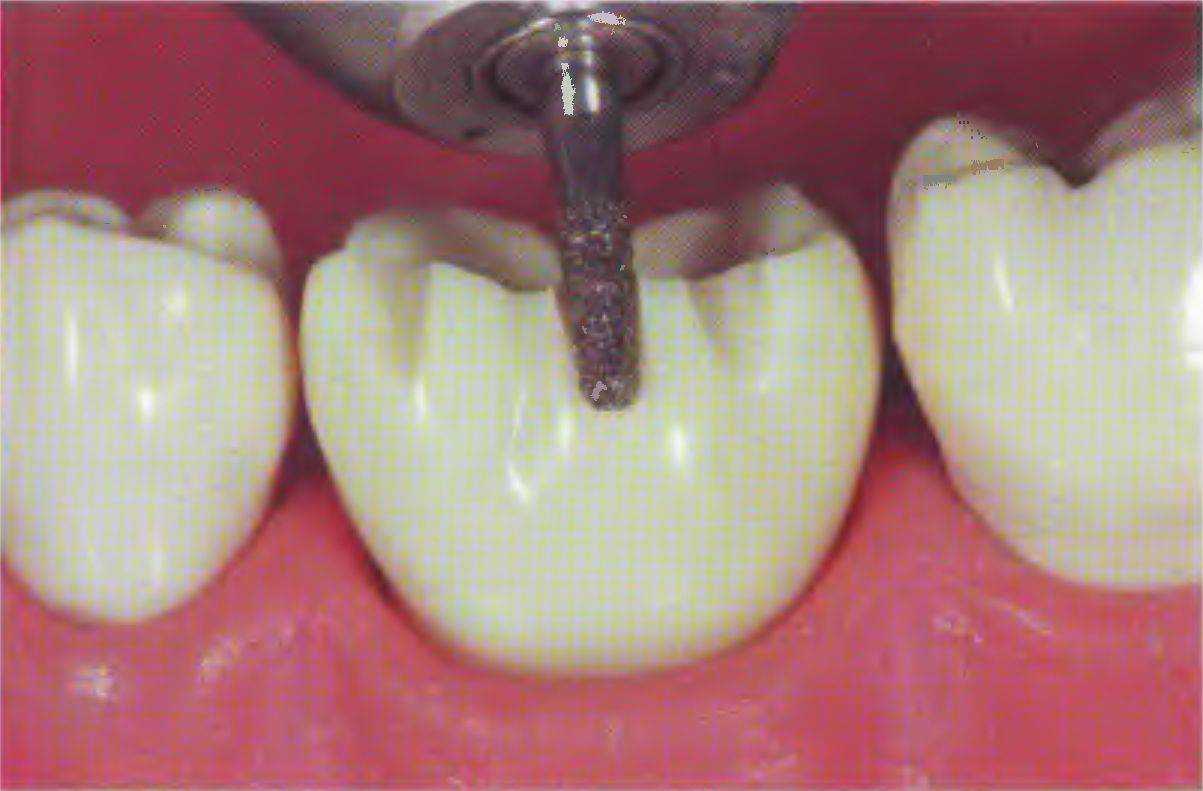
Рис. 84. Нанесение маркировочных борозд на наружный скат опорного бугорка
Далее сошлифовывают твердые ткани между маркировочными бороздами под углом, соответствующим углу наклона бугорков-антагонистов.
Окклюзионный уступ препарируют на уровне апикальной границы скоса функционального бугорка шириной 1,0 мм конусовидным бором с прямым кончиком. Уступ должен проходить от медиального до дистального конца центральной фиссуры (рис. 85).
Тем же бором формируют ящикоообразную полость (или перешеек между бугорками), если он не был сделан ранее при удалении старой реставрации. Дно полости должно быть перпендикулярно длинной оси зуба, глубиной и шириной не менее 1,5 мм (рис. 86).
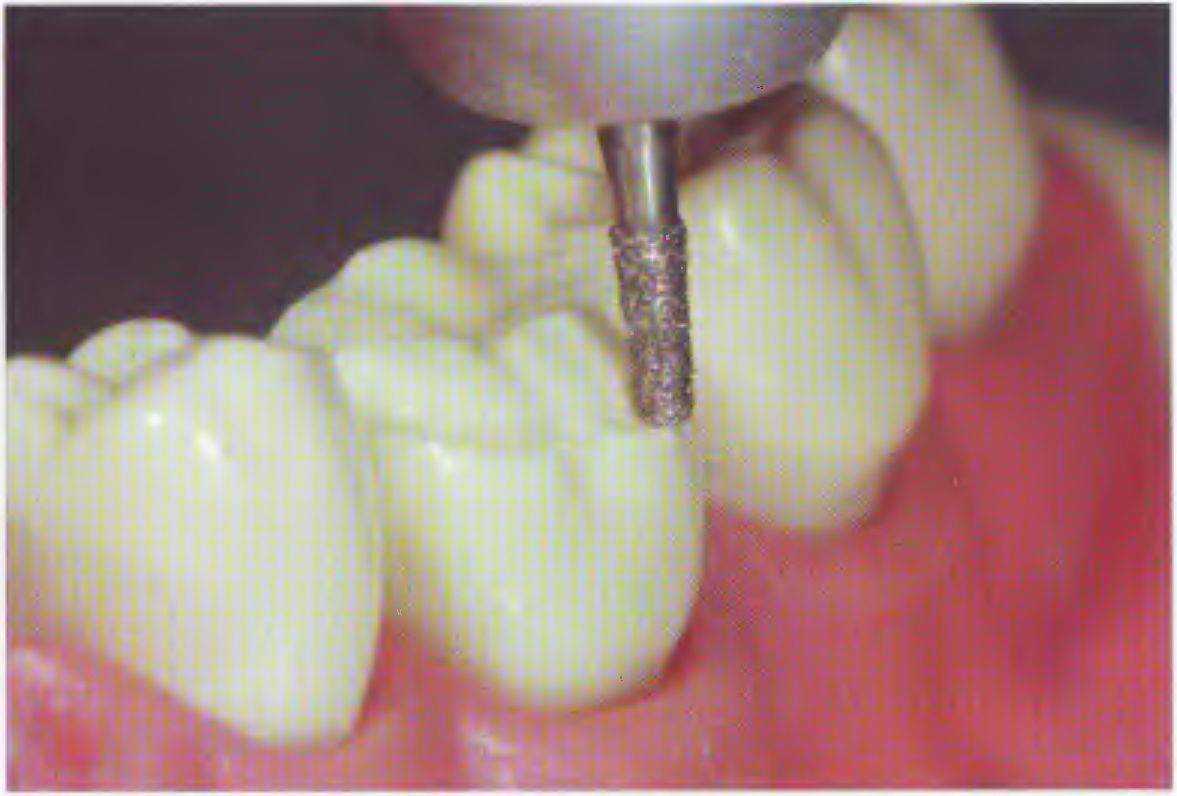
Рис. 85. Формирование уступа
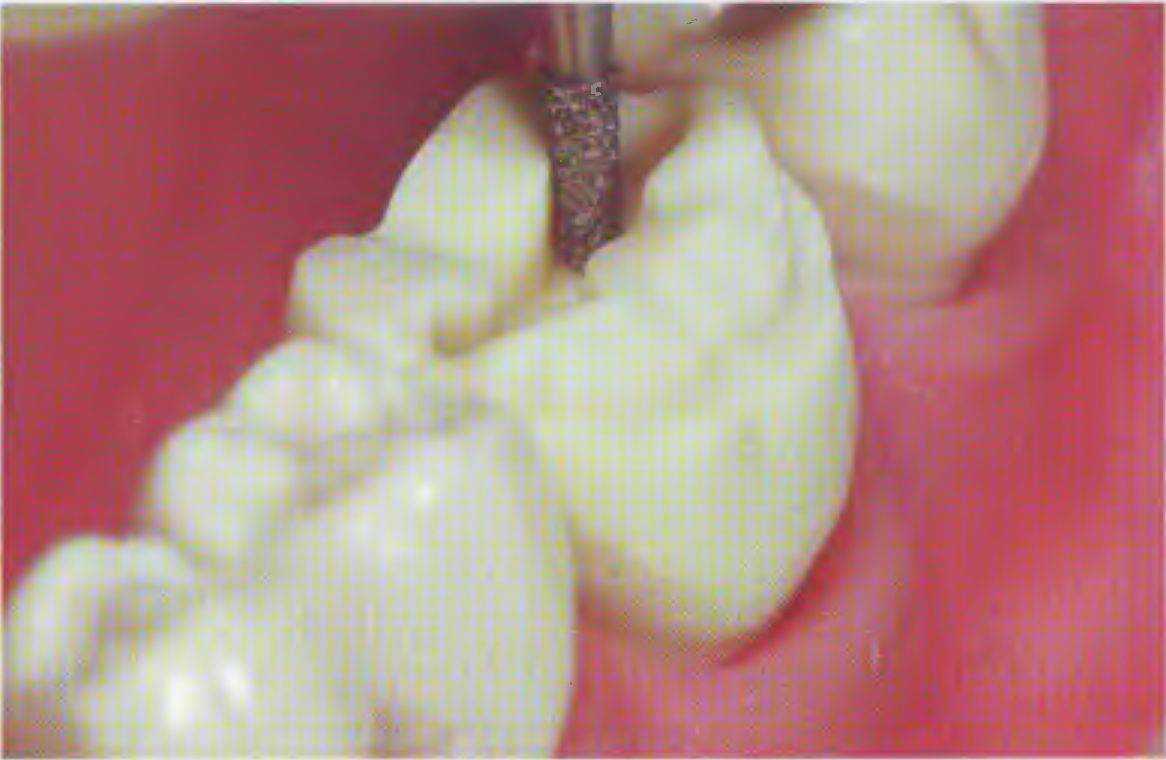
Рис. 86. Формирование ящикообразной полости
Желательно, чтобы толщина опорного бугорка после препарирования полости получилась не меньше его высоты (рис. 87).
Далее формируют проксимальные части перешейка с медиальной и дистальной сторон. Придесневая стенка проксимальной поюсти должна быть шириной не менее 1,0 мм. Щечные и язычные стенки должны дивергировать с углом наклона от 3 до 12° (рис. 88),
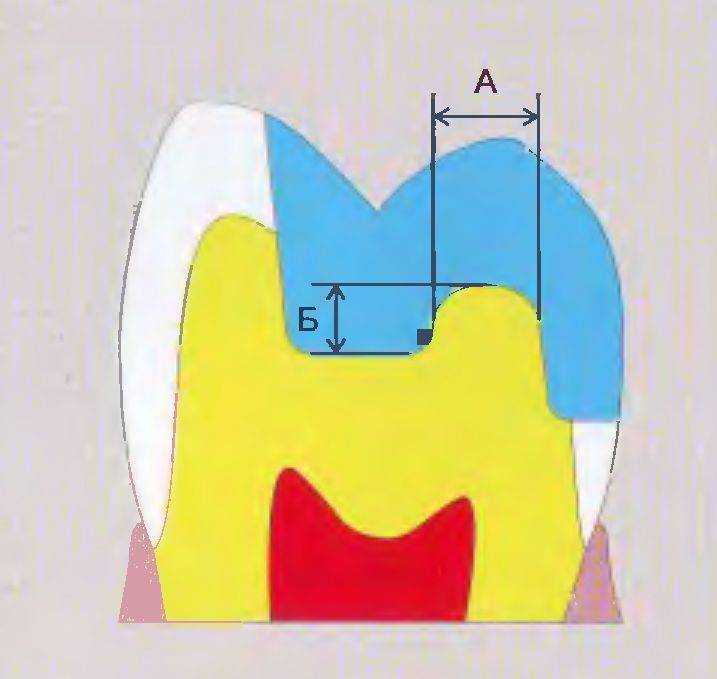
Рис. 87. Толщина опорного бугорка должна быть не меньше его высоты А > Б

Рис. 88. Дивергенция щечной и язычной стенок проксимальной полости
а медиальные и диетальные осевые стенки слегка конвергировать (рис. 89).
Торцевым бором проводят выравнивание всех горизонтальных поверхностей полости (окклюзионный уступ, придесневые стенки, пульпарная стенка) (рис. 90).
Для металлической вкладки лламевидным бором проводят скос
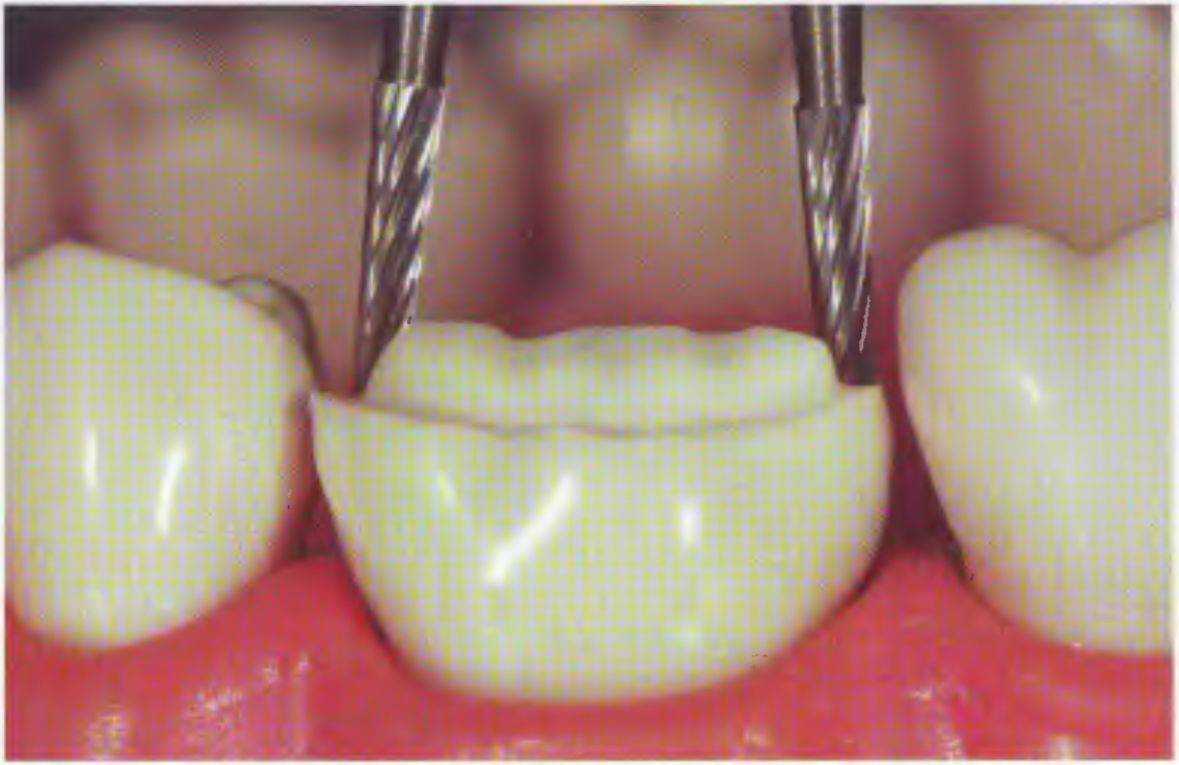
Рис. 89. Конвергенция медиальной и дистальной осевых стенок
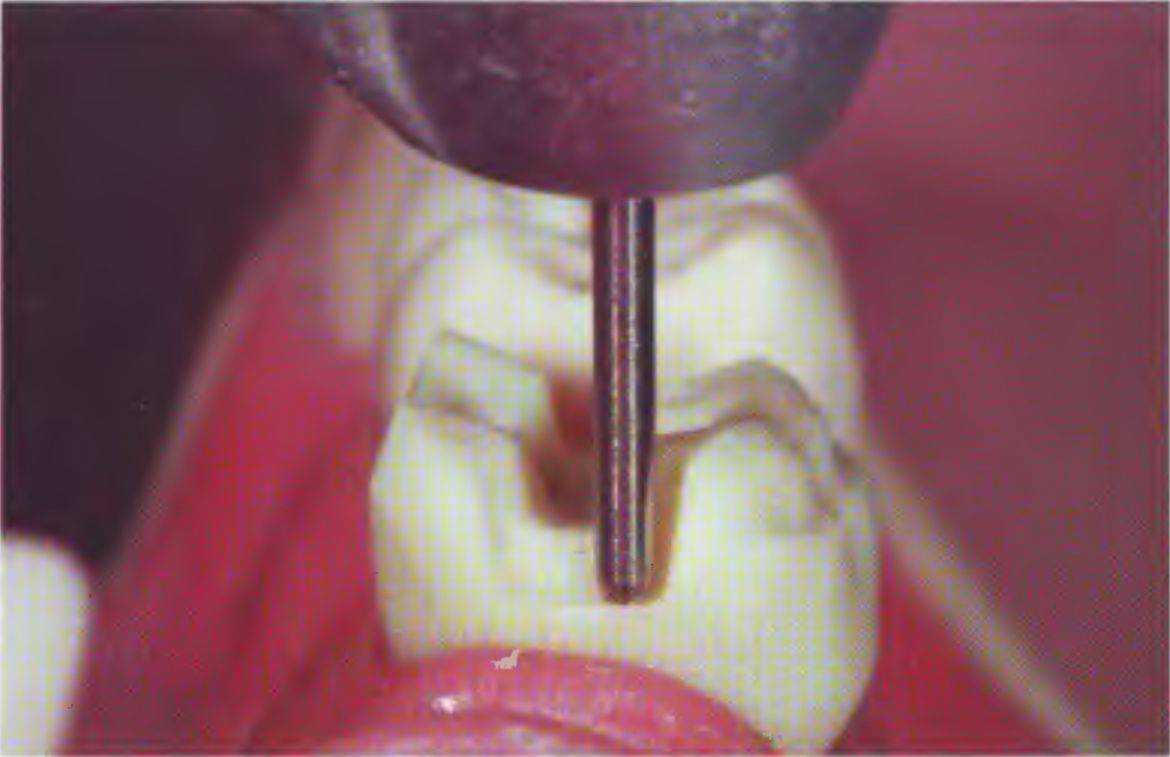
Рис. 90. Выравнивание горизонтальных поверхностей торцевым бором
>мали вначале в проксимальной части, затем в щечной и язычной области. Ширина скоса на щечном бугорке и в области окклюзионного уступа должна составлять не более 0,5 мм.
На завершающем этапе проводят сглаживание острых углов и неровностей (рис. 91—92), а также проверку необходимой толшины отшлифовывания твердых тканей при всех движениях нижней челюсти.
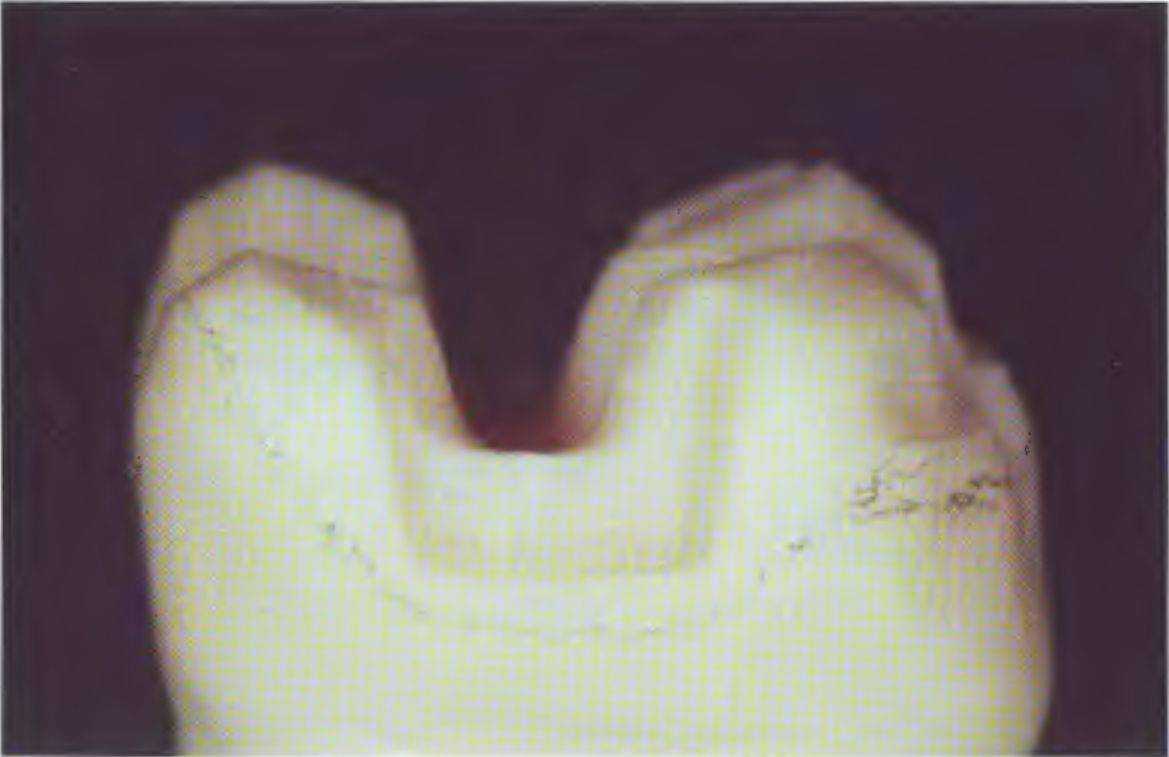
Рис. 91. Окончательно сформированная полость под металлическую вкладку

Рис. 92. Окончательно сформированная полость под безметалловую вкладку