Технология изготовления мостовидных протезов, в которых опорными элементами являются полукоронки или вкладки, состоит в моделировании опорных элементов и тела мостовидного протеза как единого целого. При этом важно соблюдать параллельность пазов, штифтов или вертикальных стенок полости в опорных зубах, что достигается с помощью параллелометра (рис. 42).
Мостовидные протезы при наклоне опорных зубов. Протезирование включенных дефектов зубного ряда, когда один из опорных зубов имеет смещение в сторону дефекта, имеет особенности и трудности. При этом возможно применение несъемных мостовидных протезов с опорно-удерживаюшим кламмером или с вкладкой на вкладке.
Мостовидный протез с опорн о-у д е р ж и в ающим кламмером (рис. 43). В зависимости от показаний наклонный зуб может быть покрыт коронкой или нет. При покрытии наклонного зуба металлической коронкой препарирование его производят без создания параллельности стенок оси наклонного зуба и второму опорному зубу (стоящему без наклона).
Промежуточную часть протеза моделируют обычным способом (за исключением дополнительного моделирования на коронку наклоненного зуба опорно-удерживающего кламмера). При этом окклюзионную накладку располагают в медиальной фиссуре, а плечи кламмера — на уровне межевой линии.
После замены воска металлом производят припасовку тела протеза к коронкам опорных зубов, склеивание воском и спаивание с коронкой прямо стоящего зуба.
Укрепление готового протеза на опорных зубах с помощью цемента осуществляют в определенной последовательности. Вначале устанавливают коронку с цементом на наклонный зуб, затем остальную часть протеза и, не дожидаясь затвердевания цемента, просят пациента сомкнуть зубы в положении Центральной окклюзии.
43. Несъемный мостовидный протез с опорноудерживаюшнм кламмером.
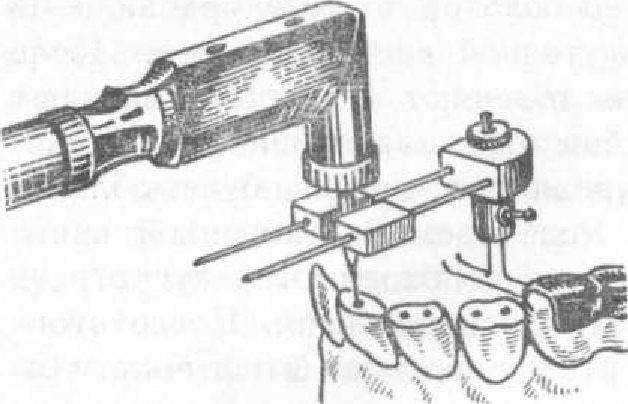
42. Внутриротовой параллелометр.
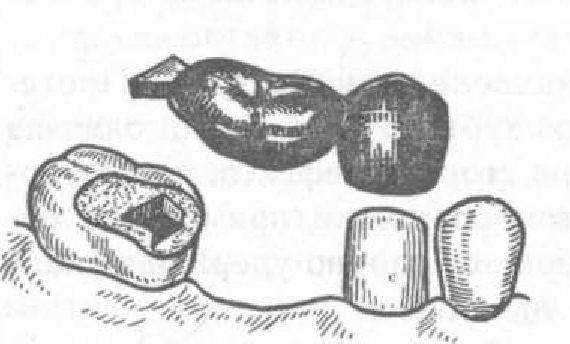
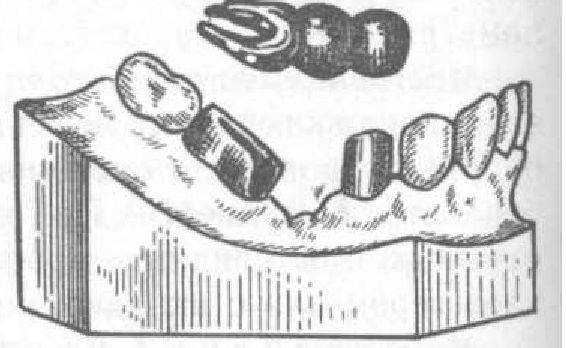
44. Несъемный мостовидный протез с вкладкой во вкладке.
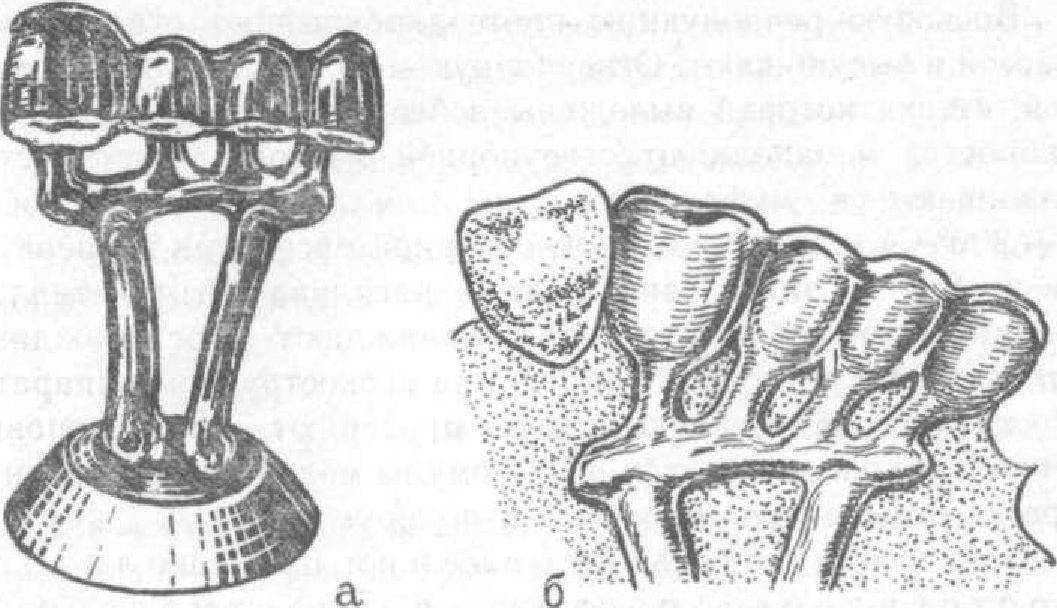
45, Съемный мостовидный протез (Ю. К. Курочкин, 1980).
Мостовидный протез с вкладкой во вкладке (рис. 44). Для изготовления такой конструкции в клинике препарируют зуб, не имеющий смешения, под металлическую коронку (полукоронку), а в зубе, смещенном в сторону дефекта, полость для вкладки.
В лаборатории изготавливают коронку (полукоронку) на зуб без смещения и моделируют вкладку на зубе, имеющем смещение. При этом на жевательной поверхности восковой репродукции вкладки формируют полость «ласточкин хвост» для второй вкладки от тела протеза. После замены восковой репродукции вкладки металлом ее припасовывают в полости зуба и снимают слепок, в который переходят вкладка и коронка несмещенного зуба.
На модели техник моделирует тело протеза, дистальный конец которого заканчивается вкладкой, соответствующей форме полости во вкладке. После замены металлом тело протеза припаивают к полной металлической коронке, и протез укрепляют на опорных зубах цементом.
Большая точность прилегания вкладки во вкладке достигается, если вкладку в зубе фиксируют цементом, а затем снимают слепок с помошью кольца и эластической массы, заканчивая получением общего слепка со всей челюсти гипсом. На полученной комбинированной модели,гдезубсовкладкой отлит из металла или супергипса, производят вышеопи санную операцию дальнейшего изготовления протеза.
Для исключения функциональной перегрузки наклоненного зуба Ю. К. Курочкин в 1980 г. предложил съемный мостовидный протез при медиальном наклоне нижнего моляра с углом конвергенции опорных зубов свыше 20° (рис. 45). Протез состоит из полной металлической коронки на наклоненном зубе со шлицевыми канавками на щечной и язычной поверхностях, расположенными параллельно продольной оси отвесно стоящего зуба; телескопических коронок на впередистоящем, не имеющем смещения зубе и промежуточной части протеза, соединенной на одном конце с наружной телескопической коронкой, а на другом — с сочленяющими элементами. Последний представляет собой расширенный опорно-удерживающий кламмер, на внутренних поверхностях плеч которого имеются выступы для соединения со шлицами опорного элемента. Окклюзионная накладка кламмера опирается на наклоненную площадку опорного элемента и восполняет треугольное пространство между жевательной поверхностью опорного зуба и зубами-антагонистами.
Паяные мостовидные протезы имеют ряд недостатков, а именно: низкую сопротивляемость штампованных металлических коронок на истирание, особенно при бруксизме, большую неточность прилегания их к шейке зуба, частые поломки протеза на месте спайки, возможные смещения коронок на этапах подготовки и в процессе пайки, наличие в нрипое солей и окислов тяжелых металлов, которые могут поступать в организм человека и взаимодействовать с различными соединениями в тканях (главным образом с сернистыми).
Все это побудило искать новые методы изготовления мостовидных протезов, полностью исключающие применение припоя. К ним относятся цельнолитые мостовидные протезы, у которых опорные элементы и промежуточную часть отливают из одной порции металла. Такие протезы лишены недостатков, свойственных паяным протезам, экономят время пациента, врача и зубного техника, отличаются большой прочностью и высокой точностью.
Технология изготовления цельнолитого мостовидного протеза со снятием восковой композиции с модели.
По двуслойному (уточненному) слепку отливают комбинированную модель со съемными опорными зубами (см. гл. 4).
Моделируют восковую композицию цельнолитого мостовидного протеза. Гипсовые культи опорных зубов покрывают лаком, оставляя свободной от него нришеечную часть, тем самым обеспечивая точность прилегания ли ой коронки к пришеечной части культи зуба. Затем изготавливают на каждый опорный зуб по два пластмассовых колпачка, толщиной первый — 0,1 мм. второй — 0,3 мм. Первый колпачок предназначен для компенсации объемной усадки, второй — для получения чистой поверхности, большей жесткости восковой репродукции и предупреждения ее деформации при формовке. Для их получения вырезают два диска указанной толщины, складывают вместе, фиксируют в специальном зажиме, и, нагрев над пламенем газовой горелки до пластичного состояния, устанавливают над кюветой, в которой имеется мольднн. Взяв вырезанную из модели гипсовую культю зуба, располагают ее по центру размягченного диска и погружают зуб в мольднн. При этом культя коронки зуба плотно обжимается пластмассовыми дисками. После затвердевания их подрезают на уровне шейки.
Установив культи опорных зубов с пластмассовыми колпачками на модели в прежнее положение, моделируют остов протеза из воска.
После этого подготавливают остов мостовидного протеза к литью (.рис. 46). На оральной поверхности восковой заготовки остова мостовидного протеза создают литниково-питающую систему, При этом штифты с моделями резервуаров для сплава укрепляют на каждом звене протеза (длина штифта не более 5 см, диаметр не более 2—3 мм). Все муфты соединяют резервуарной полоской, которая придает восковой репродукции жесткость и предохраняет ее от деформации при снятии с рабочей модели. К резервуарной полосе прикрепляют штифты из воска, после выплавления которых в огнеупорной массе образуются каналы для прохождения расплавленного металла.
Восковую репродукцию осторожно снимают с рабочей модели, удаляют внутренние колпачки, покрывающие культю зуба, оставляя наружные колпачки. Образовавшееся пространство от внутренних колпачков в литой коронке служит местом для цемента, фиксирующего протез. Восковой остов протеза устанавливают на отливочный конус, накрывают литьевым кольцом и заполняют огнеупорной массой. После ее затвердевания удаляют штифты, кювету-опоку подвергают термической обработке в муфельной печи при температуре от
46. Цельнолитой несъемный мостовидный протез (В Ю. Курлянд-.
ский):.
а — отлитый каркас; б — восковая конструкция протеза с лнтникойо ямтаюшсй.
сне темой
200° С до 800° С в течение I ч. Затем заполняют форму расплавленным металлом, охлаждают кювету, отделяют отлитый протез от формовочной массы и обрабатывают на пескоструйном аппарате. Припасовку литых коронок производят вначале к каждому в отдельности опорному зубу, удалив его из модели, а затем в целом на модели. После этого протез устанавливают в ванну для электрополировки.