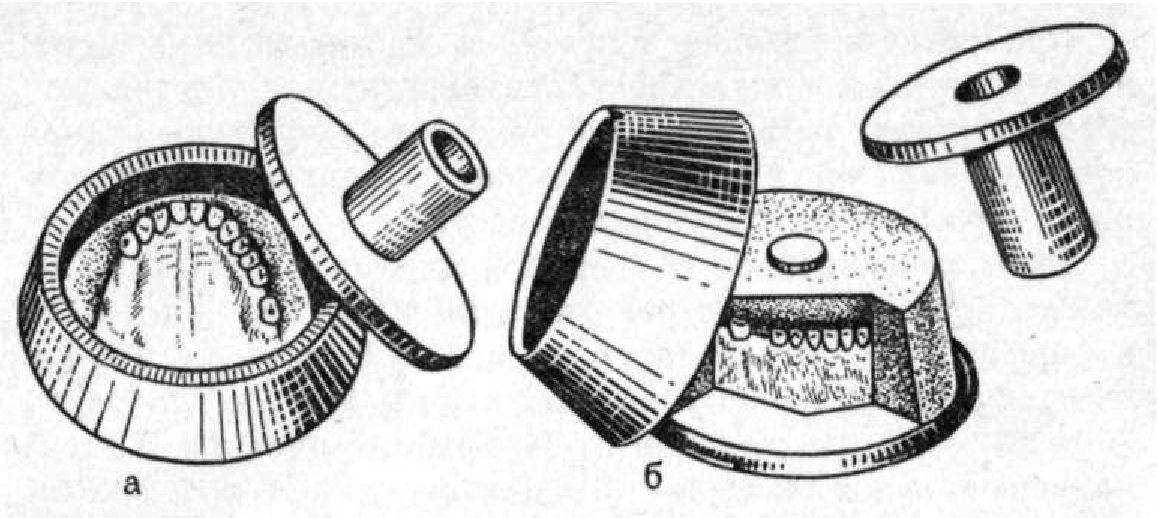
64. Получение дублированной гипсовой (а) и керамической (б) моделей (Г. П, Сосннн).
Дублированную модель получают из скульптурного гипса или полимер-гипса. Последний приготавливают из полуводного гипса, замешанного на 20—30 % растворе мочевинформальдегидной смолы. Модель высушивают на воздухе или в сушильном шкафу и используют для планирования каркаса и получения огнеупорной модели.
`.
Планирование каркаса бюгельного протеза. Траекторию введения протеза определяют по осевым линиям опорных зубов. Она соответствует биссектрисе углов продольных осей относительно протетической плоскости. Для переноса на огнеупорную модель плана кламмеров острым инструментом делают бороздку глубииой 0,1—0,2 мм по верхней границе плеча кламмера.
Подготовку модели к дублированию проводят по описанной выше методике с покрытием поверхности изоляционным лаком.
Изготовление огнеупорной модели. В полученной форме из гидроколлоидной массы поверхность покрывают тонким слоем суспензии формовочной массы в гидролизованном этилсиликате (в соотношении 1:3), присыпают кварцевым песком и высушивают в условиях вакуума в течение 2 мин. В образованную скорлупчатую форму вводят наполнитель из кварцевого песка (К 70/140) на связке из этилсиликата и подвергают действию вакуума или вибрации. Через 40—50 мин модель извлекают, сушат на воздухе и пропитывают смесыо 2 % раствора ацетил целлюлозы в ацетоне с 5 % раствором хлорида аммония. Модель покрывают тонким слоем антипригарной суспензии {5 % раствор ацетилцеллюлозы в ацетоне в 25 % растворе обезжиренного циркона).
Моделирование каркаса протеза из воска начинается с дуги и каркаса базиса. Поперечное сечение язычной дуги четырехугольной формы, ширина и толщина — в зависимости от длины седла и механических свойств сплава: при длине дуги 40 мм (КХС) ее ширина 3 мм, толщина 1,1 мм, при длине дуги 70 мм ширина 5 мм, толщина 1,5 мм. Форма сечения кламмеров — четырехугольная.
После окончания моделирования гладкость поверхности достигается обработкой спиртом, этиловым эфиром или 5 % ацетилцеллюлозным лаком.
Изготовление литниковой системы. Основные литники подводят к телу кламмеров и концам дуги; их минимальный диаметр — 2 мм. длина 10—15 мм. Вспомогательные литники диаметром 1,2 мм и в количестве более 4 подводят от дополнительных питателей к удаленным частям отливки.
Для избежания гидравлического удара в стенку формы и турбулентного движения струи металла литники необходимо вводить в литейную полость параллельно боковым стенкам или под углом.
На расстоянии 2—3 мм от отливки на литниках моделируют дополнительные сферические питатели, обеспечивающие постоянное и равномерное питание отливки металлом, уменьшающие пористость и линейную усадку, От основного питателя лнтиики должны отходить под углом 30—40°.
Нанесение огнеупорного покрытия и укрепление моделей-в опоке. Восковую модель каркаса покрывают тонким слоем суспензии из формовочной смеси и этилсиликата (3:1). присыпают кварцевым песком (К 70/140) и высушивают на воздухе. Затем опоку изнутри обкладывают бумажным кольцом, заполняют крупнозернистой упаковочной массой — кварцевым песком (К 50/100 или К 70/140) на связке из 50 % раствора силиката натрия или кремниевой кислоты (АК.Р-1)-.
Преимуществами массы на связке из силиката натрия являются создания прочной газопроницаемой формы, экономия формовочной массы в 5—10 раз, устранение образования механического пригара.
Режим обжига: 20 °С-^300 °С — I ч. 300 °С->900 "С — 2 ч, экспозиция при 900 °С — 30 мин.
Очистку литья производят при помощи электрохимического травления переменным током напряжения 15 В в ванне с 2 % раствором серной кислоты, где катодом служит свинцовая пластина, в течение I мин при температуре +20+ +30 "С.
После этого каркас припасовывают и отделывают.
Электрошлифование. Гальваническую ванну заполняют электролитом, состоящим из ортофосфорной кислоты (40 мл), серной кислоты (10 мл), дистиллированной воды (19 мл). ПАВ (2%). Плотность тока — 30—60 А/дм
, температура электролита + 50 + + 70 °С, катод — нержавеющая сталь. Время обработки — 5—7 мин. Потеря массы до 10 %.
Электрополнрование. Состав электролита: ортофосфорная кислота (60 мл), этиленгликоль (300 мл, серная кислота (30 мл), дистиллированная вода (25 мл) ПАВ (2%). Плотность тока 8—50 А/дм
, температура + 20-7- +50 °С. Катод — нержавеющая сталь, время 3—5 мин.
Для получения гладкой ровной поверхности необходимыми условиями являются наличие специального экрана для анода, большой площади катода и вращение детали.