Толщина дисков из сплава на основе золота равна 0,25-0,28 мм, из нержавеющей стали—0,2-0,22 мм.
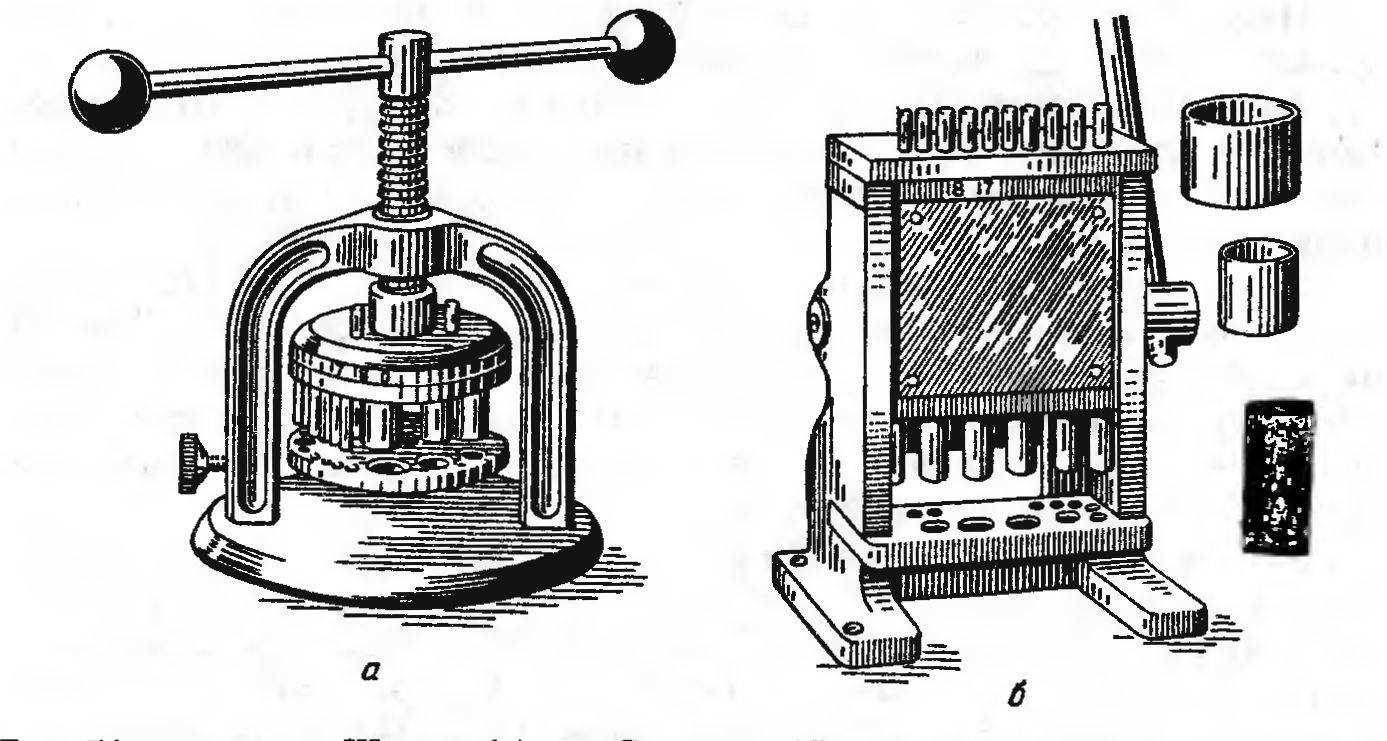
Аппараты для заготовки и протягивания гильз имеются двух конструкций: Шарпа и «Самсон» (рис. 74).
Аппараты построены по типу ручного пресса. Они состоят из толстой металлической доски с отверстиями различного диаметра, называемой матрицей, и подвижной доски с укрепленными на ней цилиндрическими стержнями — пуансонами. Диаметр пуансона меньше диаметра соответствующего отверстия матрицы точно на толщину диска или стенки гильзы.
Аппарат Шарпа построен по типу зуботехнического пресса, подвижная плита которого приводится в движение с помощью червячного винта. Аппарат «Самсон» отличается тем, что пуансоны приводятся в действие путем поворота рычагообразной рукоятки. Это ускоряет и облегчает процесс работы. Кроме того, в аппарате «Самсон» не одна, а две матрицы — верхняя и нижняя. Это позволяет увеличить количество отверстий почти вдвое с более плавным переходом от одного отверстия к другому, что дает возможность более точно подобрать диаметр гильзы. В настоящее время сконструированы аппараты для заготовки гильз, у которых пуансоны приводятся в действие пневматическим устройством (И. С. Падарян и др.).
Для получения гильзы нужного диаметра стандартную гильзу или диск отжигают, укладывают в соответствующее отверстие матрицы и приводят в движение пуансон, который проводит диск через отверстие, придавая ему вначале форму мелкой чашечки (см. рис. 74), а стандартную гильзу уменьшают в диаметре. Протягивая гильзу последовательно через постепенно уменьшающиеся отверстия, получают гильзу необходимого диаметра.
Правильно подготовленная гильза с трудом натягивается на металлический штамп. Имеются небольшие зазоры между отдельными участками штампа и стенкой гильзы. Если зуб не круглой, а овальной формы, гильзу перед натягиванием на штамп несколько сплющивают, придавая ей овальную форму.
В процессе заготовки гильзы в аппаратах происходит изменение в строении и механических свойствах металла (нагартовывание): он становится более твердым и менее пластичным. Для восстановления исходных свойств металла гильзу следует периодически подвергать термической обработке. Неотожженная гильза с трудом поддается ковке и штамповке на ней могут появиться трещины и разрывы. Если при протягивании гильзы в аппарате на ее краях образуются складки, это указывает на то, что толщина металла меньше стандартной. В этом случае необходимо взять другую гильзу или диск большей толщины. Перед штамповкой гильзу снова отжигают и свободной ковкой придают ей ориентировочно форму коронки зуба, что осуществляется на специальной наковальне с помощью молоточков. Для обработки коронок из золота применяют роговые или пластмассовые молоточки, для коронок из стали —медные и стальные.
Предварительная обработка гильз (свободная ковка) заключается в закруглении краев дна гильзы, придания ей приблизительной формы штампуемого зуба. Для этого на наковальне сначала на круглом ее отростке закругляют края дна гильзы, затем, сменив отросток (например, соответствующий по форме резцу), обивают сильнее эти края, вычеканивая форму режущего края. Удары молотка следует направлять от дна гильзы на стенку и к ее краю. После предварительной обработки гильзы ее вновь подвергают термической обработке, затем при помощи первого штампа выбивают в свинцовой пластинке небольшое углубление, соответствующее форме жевательной поверхности или режущего края штампа.
Надев гильзу на штамп, вколачивают его молотком в гильзу, помещенную в образованное углубление свинцовой пластинки, до тех пор, пока на дне гильзы не появятся первые отпечатки формы поверхности зуба.
Если продвижение штампа внутрь гильзы задерживается в результате упора края стенки гильзы в основание штампа, гильзу снимают и подрезают или дополнительно обрабатывают штамп. Продолжая ковку молоточком, производят удары от места перехода отштампованной жевательной поверхности или режущего края по направлению к экватору штампа, иначе на гильзе могут появиться складки. Следует помнить, что молоточком нельзя бить по жевательной поверхности, так как это поведет к ее деформации; не следует также наносить удары у шейки—это затруднит снятие гильзы. Как только окклюзионная поверхность коронки будет полностью отштампована, гильзу снимают со штампа.
Если гильза снимается с трудом, то ее дополнительно разбивают на штампе, тем самым несколько увеличивая объем. Чтобы вернуть ковкость и необходимую пластичность металлу, гильзу вновь подвергают обжигу. Коронку, изготавливаемую из золота, до термической обработки во всех случаях после снятия с металлического штампа следует обязательно прокипятить в 40—50% растворе соляной или азотной кислоты для очистки от следов легкоплавкого металла. Подготовив металлические штампы и гильзы, приступают непосредственно к штамповке коронок, которая может быть проведена по способу наружной штамповки (способ Паркера) или по способу ММСИ. Существует и третий способ штамповки коронок — внутренний (способ Шарпа), значительно отличающийся от двух предыдущих.