На основании заготовки штампа параллельно линии шейки зуба, отмеченной ранее карандашом, на расстоянии 1 мм проводят вторую линию. По этой линии острием шпателя делают углубление, после чего гипс между первой и второй линиями срезают. Положение острия шпателя при этом должно быть вертикальным. Следует помнить, что пространство между первой и второй линиями обусловливает в последующем ширину и длину коронки в ее подцесневой части. Отсюда ясно, какое значение имеет правильное оформление этого участка заготовки штампа. Если этот участок будет шире, чем диаметр шейки (диаметр первой линии), металлическая коронка будет широкой; при зауживании, т. е. сведении на конус, диаметр пришеечной части коронки будет узким.
Если шейка отгравирована правильно, то при вращении заготовки штампа этот участок просматривается как строго вертикальная линия, продолжающая линию шейки.
В плане на горизонтальном срезе шейка зуба имеет овальную или круглую форму. Это обусловливает необходимость контролировать в процессе оформления пришеечной зоны заготовки штампа переход
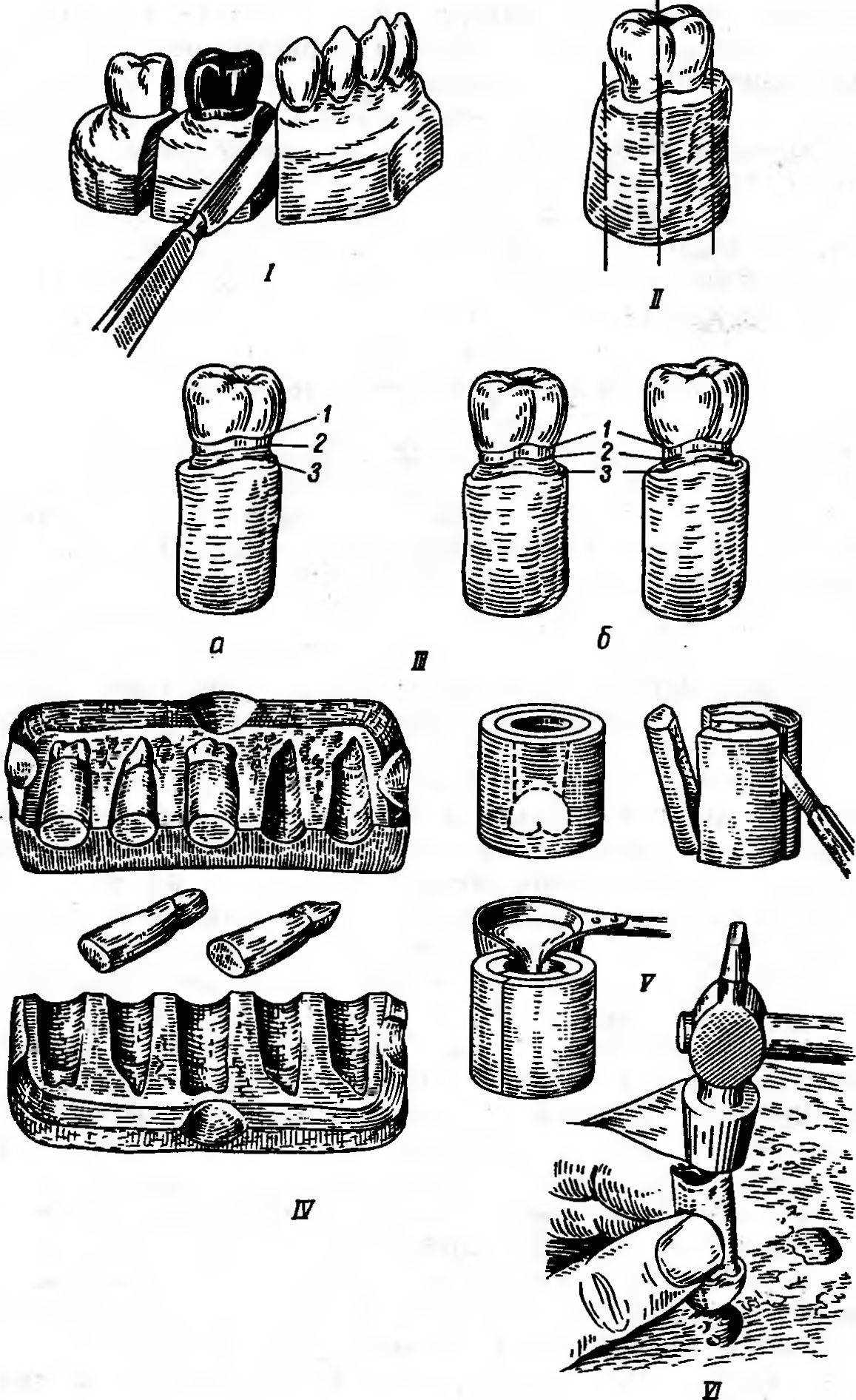
Рис. 73. Этапы изготовления штампованной коронки.
/ — выделение смоделированного зуба на модели; II — контуры для обработки гипсового столбика; 111 — ориентиры для определения длины и ширины искусственной коронки: а — правильное, 6 — неправильное, I — линия воска, 2 — линия клинической шейки зуба, 3 — линия края коронки; IV—V — изготовление металлического штампа; VI — предварительная штамповка окклюзионной поверхности в свинце.
боковых поверхностей на вестибулярную и оральную; здесь не должно быть углов, переходы должны быть закруглены.
Удлинение коронки на 1 мм необходимо, чтобы избежать укорочения ее при обрезании и обтачивании после штамповки, а также для того, чтобы коронка была погружена в десневой карман на глубину не более 0,2 мм.
Для перевода гипсовой заготовки штампа в металлический штамп изготавливают специальную гипсовую форму, состоящую из двух половин. Пользуются при этом металлической рамкой шириной 5—6 см и высотой бортов 2 см. Длина рамки может быть 15—20 см или больше в зависимости от числа одновременно получаемых заготовок штампов.
Заготовки опускают на 5—10 мин в холодную воду, затем замешивают гипс и наливают в рамку, влажным шпателем сглаживают его поверхность. Заготовки штампов погружают в гипс апроксимальной стороной точно наполовину, размещая их на расстоянии не менее 1 см друг от друга. После затвердевания гипса форму освобождают от рамки, сравнивают поверхность и делают по краям бруска два конических углубления. Опустив брусок на несколько минут в холодную воду, заливают его новой порцией замешанного гипса слоем толщиной 2—3 см для получения второй половины формы.
После затвердевания гипса форму раскрывают при помощи легких ударов молоточком по торцовой части. Если форма не раскрывается, ее можно опустить на несколько минут в кипящую воду.
Заготовки штампов осторожно удаляют, ложе расширяют ближе к основанию и затем обе половины формы соединяют по имеющимся коническим выступам. Легкоплавкий металл плавят в специальной ложке. Закрепив обе половины формы в фиксаторе, заливают легкоплавкий металл в имеющиеся в форме отверстия ложа штампов. После охлаждения металла форму раскрывают и вынимают отлитые металлические штампы.
Для каждого зуба надо отливать два металлических штампа: один для предварительной штамповки, другой —для окончательной.
В процессе отливки на металлических штампах могут образоваться излишки и шероховатости, которые удаляют напильником с тонкой насечкой, а с жевательной поверхности—штихелем. Обработку металлического штампа следует вести очень осторожно, чтобы не нарушить его точность.
После обработки металлический штамп готов для изготовления по нему металлической коронки.