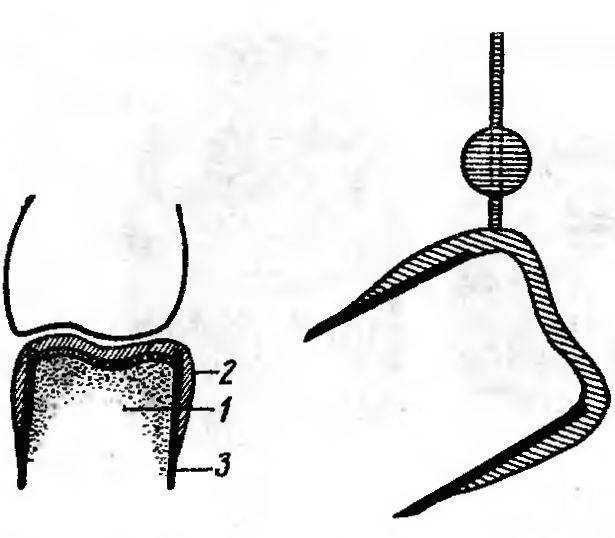
Рис. 76. Изготовление коронки по кольцу с литой окклюзионной поверхностью.
I — зуб; 2 — воск; i — кольцо.
Взявшись за штифт (штифты), восковую заготовку осторожно снимают с модели. Для того чтобы снять внутреннее напряжение в восковой композиции, допустимо погрузить модель в воду температуры 45—50°С. Охладив воск, восковую модель осторожно помещают на модель для контроля, вновь снимают, обезжиривают и гипсуют в огнеупорную массу. После литья коронки припасовывают к модели, обращая внимание на точность отделки края, полируют и передают в клинику. При такой методике получается толстостенная коронка (более 0,6-0,8 мм) и расходуется много металла.
Чтобы получить тонкостенную (0,35-0,40 мм) литую коронку, моделирование зуба проводят в два этапа: предварительный и окончательный.
Предварительное моделирование осуществляют твердым моделировочным воском для восстановления слабо выраженных контуров анатомической формы зуба. Создают экватор, контуры бугорков или линию режущего края. После предварительного моделирования объем культи должен остаться меньше объема естественного зуба на толщину металла.
Проведя предварительное моделирование, из комбинированной разъемной модели извлекают модель зуба и с помощью дублирующей массы получают с нее слепок. В этот слепок вводят разведенную огнеупорную массу (силамин, кристосил, эксподент) и по ее отверждении извлекают модель, теперь уже изготовленную из огнеупорной массы и точно соответствующую исходной с контурами предварительной моделировки. Модель из огнеупорного материала помещают в гнездо разъемной модели зубного ряда для проверки точности изготовления огнеупорной модели: если она изготовлена правильно, то легко помещается в гнездо, без зазора сливаясь с гипсом основной модели.
Моделирование восковой композиции цельнолитой тонкостенной коронки проводят на извлеченной из общей модели заготовке не методом наслаивания воска, а методом обжатия по воссозданным предварительной моделировкой контурам культи зуба размягченной пластинки бюгельного моделировочного воска толщиной 0,4-0,6 мм или обжатием размягченного диска термопластичной пластмассы.
Берут диск восковой пластинки (толщина 0,4-0,6 мм) диаметром 25—30 мм или термопластичной пластмассы (толщина 0,3-0,4 мм) и в специальном пинцете (рис. 77) разогревают над пламенем газовой горелки. Разогрев воска ведут в теплой воде. По достижении пластичности этих материалов диск помещают над кюветой, наполненной мольдином, и вдавливают в него огнеупорную модель зуба. (При использовании для обжатия пластинки воска мольдин должен иметь менее плотную консистенцию, чтобы не разорвать воск). Обтяжку воском можно вести также следующим образом.
Из пластинки бюгельного моделировочного воска толщиной 0,6 мм вырезают прямоугольную или крестообразную полоску. Обтяжку воском резцов, клыков, премоляров и моляров проводят
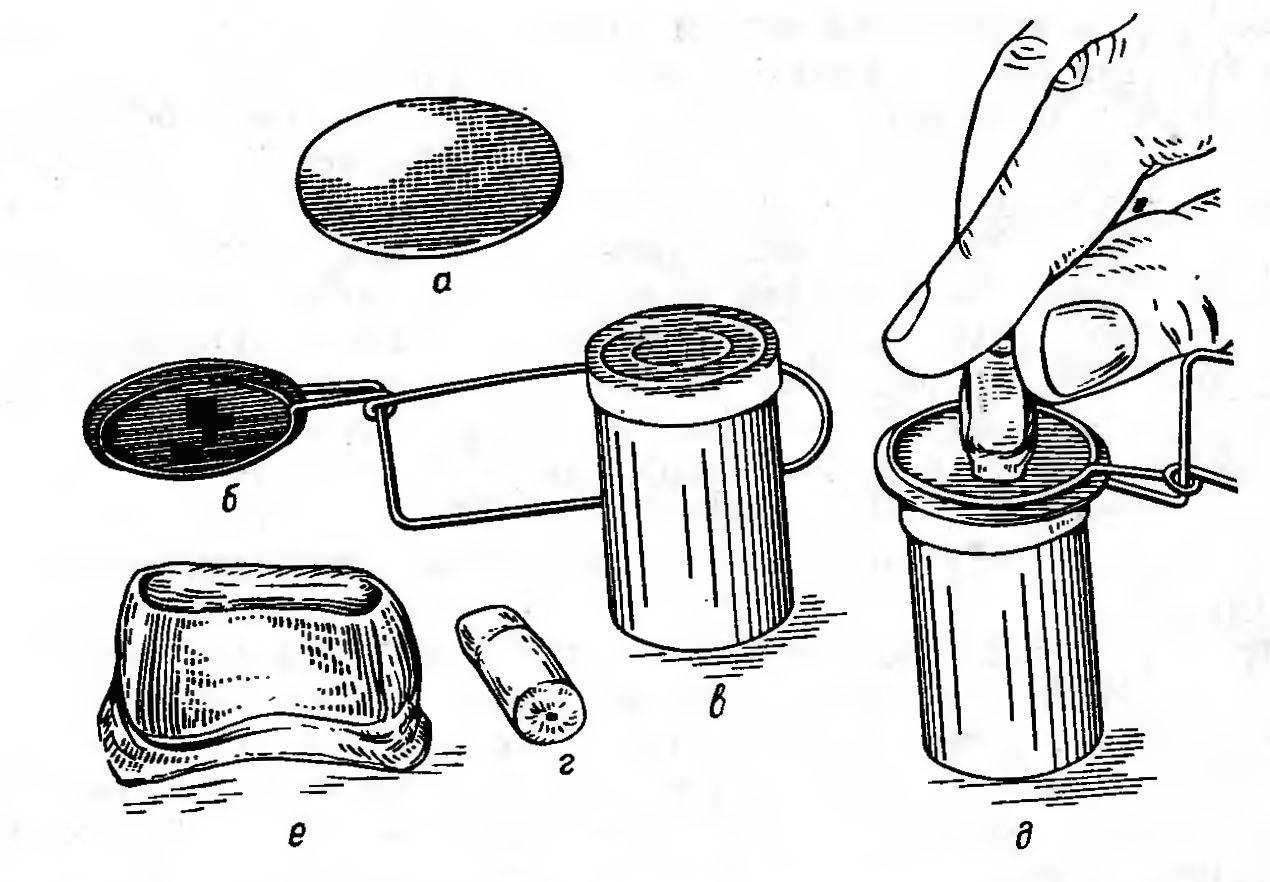
Рис. 77. Последовательность изготовления тонкостенной цельнолитой коронки.
а — пластмассовый диск; б — зажим с помещенным в него диском; в — сосуд с мольдином; г — модель зуба из твердого гипса; д — момент обжатия модели; е — заготовка коронки на модели.
различно, что обусловлено анатомической формой зуба и стремлением получить меньшее количество линий склеивания.
Резцы. Вырезанную из стандартной пластинки прямоугольную заготовку прижимают к одной из боковых поверхностей, затем к вестибулярной, второй боковой, оральной и, повернув опять на исходную боковую сторону, накладывают, плотно прижимая ее к краю воска на модели зуба. После этих манипуляций остаются необжатыми режущий край и окклюзионная поверхность. Для их воспроизведения свободный край с вестибулярной стороны (эту часть восковой пластинки можно назвать «козырьком») перегибают на оральную поверхность зуба. Линию стыка сглаживают и излишки воска снимают. Слабо разогретым скальпелем сводят на нет образовавшиеся швы на небной, а также на боковой стороне.
Клыка Первоначальную обтяжку (обжим модели восковой пластинкой) ведут так же, как и резцов. Разница в том, что в «козырьке» пластинки воска с вестибулярной стороны соответственно краям скатов режущего бугорка вырезают часть воска пластины и перегибают образовавшиеся части через край.
Премоляры и моляры. Восковую пластинку вырезают в форме креста различного размера. Центр крестообразной пластинки прижимают к жевательной поверхности зуба и тщательно обтягивают воск до проявления всех смоделированных деталей. Придерживая пластинку левой рукой, загибают свободные стороны на вестибулярную, оральную и боковые стороны. Линии швов сглаживают и склеивают подогретым скальпелем.
Обтяжку можно проводить путем обжатия зуба двумя полосками восковой пластинки: одной обжимают модель зуба по окружности, другой — жевательную поверхность. Линии соединения этих полосок склеивают. Проводится это так. Полоску воска прижимают по центру оральной поверхности, затем ее перегибают на проксимальную, вестибулярную, апроксимальную поверхности и возвращаются на оральную, встык подводя пластинку к уже прижатому краю. Образовавшийся цилиндр подрезают сверху по форме окклюзионной поверхности. Размягчают вторую полоску и прижимают к жевательной поверхности модели зуба, накрывая ею края первой пластинки. Слегка разогретым скальпелем срезают излишки, сглаживают и склеивают края.
По охлаждении материала его излишки обрезают по контурам шейки зуба. Для уточнения моделировки огнеупорную модель вводят в гнездо основной модели и проверяют правильность воссоздания контактов с боковых поверхностей, точность окклюзионных контактов и правильность моделировки этих поверхностей. При необходимости можно домоделировать неточно созданный участок, нанеся на него размягченный воск. Когда форма коронки воссоздана полностью, огнеупорную модель зуба извлекают из общей модели и передают в литейную, где воск переводят в металл. Отлитые коронки припасовывают на рабочей модели, предварительно удалив с нее нанесенный ранее воск.