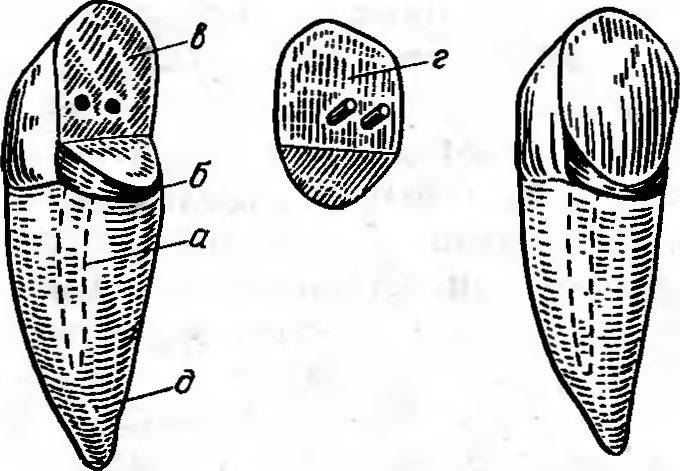
Рис. 85. Штифтовой зуб.
а — штифт; 6 — корневая защитка, в — коронковая металлическая часть; г—фарфоровая облицовка с крампонами; д — корень зуба.
стороны поверхность корня сохраняют максимально, насколько позволяют окклюзионные движения. Переход от язычной поверхности к вестибулярной должен быть плавным.
Обработав культю зуба, врач делает с нее слепок. По слепку создают гипсовую заготовку штампа и переводят ее в металлический штамп.
Моделирования культи не проводят, а лишь тщательно гравируют линию шейки. Штамповку колпачка производят одним из описанных методов.
После припасовывания колпачка в клинике в нем соответственно входу в канал делают бором отверстие, куда продвигают штифт (рис. 86). Наружный конец штифта должен быть расплющен и несколько изогнут. Затем получают слепок со всего зубного ряда, стремясь не сместить штифт и колпачок, помещенный на культю корня.
В лаборатории собирают слепок следя за правильным положением расплющенного конца штифта в одном из кусков слепка. Осторожно помешают колпачок на штифт и проверяют плотность прилегания его к ложу в слепке. Для предупреждения смещения колпачка при отливке модели его следует приклеить воском к гипсу. Это делают так: на шпателе разогревают до кипения небольшую порцию воска и, подняв над слепком шпатель, сливают одну каплю на край колпачка. Капля от удара разливается тонким слоем на поверхности гипса и колпачка и хорошо склеивает их без искажения формы слепка.
Внутреннюю поверхность колпачка следует также покрыть тонким слоем воска, чтобы впоследствии его легко было снять с модели. После этого слепок заполняют гипсом.
Спайка штифта с корневой защиткой. Сначала колпачок нагревают над пламенем горелки, чтобы расплавить имеющийся внутри воск. Осторожно выводят штифт, а вместе с ним и колпачок. Если штифтовой зуб изготавливают из стали, то штифт отбеливают в кислоте, а колпачок зачищают карборундовой головкой или бором на ■ 1—2 мм вокруг отверстия от окалины. Затем все устанавливают на прежнее место. Доведя штифт до упора, липким воском приклеивают его к колпачку. По охлаждении воска, захватив крампонными щипцами за расплющенный конец штифта, снимают с модели колпачок. Необходимо следить чтобы не сместить штифт по отношению к колпачку. Гипсование для спайки производят таким образом, чтобы остались свободными наружная поверхность колпачка и расплющенный (наружный) конец штифта. Пайку проводят обычным способом. Изогнутый конец штифта отпиливают карборундовым диском почти до уровня колпачка, а место пайки тщательно отделывают. Остальную работу продолжают на моделях, зафиксированных в артикуляторе или окклюдаторе.
Следующий этап — изготовление коронковой части штифтового зуба. В зависимости от того, какая применяется облицовка — фарфоровая или пластмассовая, этот процесс протекает по-разному.
Изготовление коронковой части штифтового зуба с фарфоровой облицовкой. Следует использовать фарфоровые зубы с цилиндрическими или пуговчатыми крампонами с гладкой, без абзаца, язычной поверхностью. При глубоком прикусе можно применить бескрампонные зубы Стилля.
Подобранный соответственно имеющемуся промежутку, форме и цвету фарфоровый зуб пришлифовывают к вестибулярному краю колпачка. Для этого зуб необходимо ориентировочно установить над колпачком для определения его положения по отношению к соседним зубам и антагонистам: на колпачок накладывают небольшой кусочек размягченного воска и в него вдавливают фарфоровый

Рис. 86. Этапы изготовления штифтового зуба с фарфоровой облицовкой.
а — опорная часть — штифт с корневым колпачком; б — слепок с колпачками, «— подготовка режущего края и припасовка фарфорового зуба; зуб установлен над колпачком; г — вариант полготовки зуба с пуговчатыми крампонами для моделирования металлической части фасетки; д — введены графитные штифты перед отливкой металлической части с целью получения каналов для цилиндрических крампонов; е — отверстие в модели для снятия штифтового зуба; ж— металлическая часть фасетки для фарфорового зуба с цилиндрическими крампонами; момент расклепки крампонов
зуб. При этом видно, какие участки необходимо сошлифовать. Снимают те участки, которые раньше касаются колпачка, мешая плотному равномерному прилеганию всей пришеечной части зуба. Шлифование фарфорового зуба производят на шлифмашине карборундовыми головками. Зуб удерживают двумя руками: большим и указательным пальцами левой руки и большим, указательным и средним пальцами правой руки. Зуб вестибулярной поверхностью располагают на среднем пальце правой руки, большой палец этой руки защищает крампоны. Остальные пальцы помещают на край зуба. Шлифование ведут осторожно, без перегрева фарфора: перегрев вызывает появление трещин в массе зуба. Для большей точности следует после сошлифовывания определенного участка неоднократно проверять, как это сказалось на положении зуба. При этом выявляются новые участки, которые необходимо сошлифовать.
По достижении равномерного прилегания искусственного зуба к пришеечной части колпачка на всем протяжении приступают к шлифованию режущего края. Режущий край в целях защиты его от жевательных толчков и для сохранения косметического эффекта сводят на нет по направлению к вестибулярной поверхности (см. рис. 86, в). При этом зуб фиксируют большими и указательными пальцами обеих рук. Следует помнить, что чрезмерное истончение режущего края приведет к его отлому вследствие хрупкости фарфора. Поэтому скос на зубе создают пологим, обеспечивая плавный переход от язычной поверхности к режущему краю. Имеющиеся острые грани на боковых поверхностях зуба следует также сгладить, чтобы облегчить впоследствии припасовывание его к металлической «щитке.
При изготовлении штифтовых зубов на премоляры подбирают и пришлифовывают фарфоровые клыки, а жевательную поверхность создают на металлической защитке.
Когда зуб окончательно пришлифован, приступают к изготовлению металлической защитки.
Установив пришлифованный зуб в его окончательном положении и укрепив его на колпачке воском, смазывают вестибулярную поверхность модели и зубы тонким слоем жидкого масла. Чтобы создать валик, гипсом покрывают часть вестибулярной поверхности модели, захватив область 1—2 гипсовых зубов вправо и влево от фарфорового зуба. Гипс должен дойти до режущего края гипсовых и фарфоровых зубов, не перекрывая их. Гипсовый валик служит ложем для точной установки фарфорового зуба в первоначальном положении по отношению к соседним зубам.
Удалив воск, скрепляющий фарфоровый зуб с металлическим колпачком, смазывают маслом язычную поверхность зубов и гипсового ложа. Затем, установив по отпечатку в гипсовом валике фарфоровый зуб и также смазав его маслом, заливают внутреннюю его поверхность и промежуток между гипсовыми зубами расплавленным моделировочным воском. По охлаждении воска приступают к моделированию восковой комйозиции металлической защитки, т. е. оральной поверхности зуба.
Воск должен соприкасаться с металлическим колпачком, обеспечивая в последующем плавный переход от колпачка на металлическую защитку. На режущий край дополнительно наносят небольшую порцию воска, не заходя на вестибулярную поверхность зуба.
В зависимости от формы крампонов способ укрепления фарфоровых зубов в металлической защитке меняют, изменяют и характер моделирования ее язычной поверхности. При моделировании фасетки с пуговчатыми крампонами защитную пластинку значительно утолщают и, наоборот, утончают при бескрампонных зубах Стилля.
Зубы с платиновыми цилиндрическими крампонами укрепляют цементом в специальных гнездах и дополнительно расклепывают.
Если решено изготовить коронковую часть штифтового зуба с расклепанными крампонами, воск на язычной поверхности истончают в области прохождения крампонов, пока они не начнут выступать на 0,5 мм. Одновременно следят, чтобы воск во всех участках был расположен равномерным слоем.
По окончании моделирования осторожно снимают гипсовый валик, берут палочку липкого воска, разогревают на огне и слегка прижимают к наружной поверхности фарфорового зуба. Когда воск затвердеет, осторожными покачивающими движениями зуб извлекают из воска.
Для того чтобы во время литья каналы крампонов не заполнились расплавленным металлом, в них вставляют перед гипсованием графитные штифты. Эти штифты легко изготовить из карандашного грифеля, доводя его до нужного диаметра вращением в наждачной бумаге. Штифты должны выступать из каналов, чтобы они были зафиксированы в формовочной массе (см. рис. 86, д).
Если фарфоровый зуб имеет пуговчатые крампоны, то в восковой композиции защитки делают гнезда для обоих вместе или для каждого в отдельности.
Создавая общее гнездо для двух крампонов, их покрывают гипсом, мольдином или тугоплавким воском, придавая этому покрытию форму усеченной пирамиды, меньшее основание которой обращено к зубу (см. рис. 86, г). Зуб устанавливают в ложе и всю последующую работу проводят, как описано выше. Если после извлечения зуба мольдин или гипс остались в гнездах, их удаляют зондом.
В случае, если решено создать отдельные гнезда для каждого крампона, то их покрывают гипсом, мольдином или тугоплавким воском, придавая каждому покрытию форму цилиндра.
Полученную восковую композицию металлической защитки коронковой части штифтового зуба переводят в металл (см. «Литье сплавов металлов»).
Получив отлитую металлическую защитку, ее обрабатывают карборундовыми камнями или головками, металлическими борами, удаляя все имеющиеся неровности и выступы. Затем проверяют, как помещается фарфоровый зуб в эту защитку. Если он неплотно прилегает или не входит в металлическое ложе, карборундовыми головками или борами снимают в металлическом ложе те участки, которые препятствуют погружению зуба. Их можно выявить с помощью копировальной бумаги, поместив ее между металлическим ложем и фарфоровым зубом. Повторив эту операцию несколько раз, добиваются плотного прилегания зуба к металлическому ложу.
Затем на модель укладывают гипсовый валик и по нему устанавливают на колпачок коронковую часть штифтового зуба. При этом на металлической защитке могут быть места, которые препятствуют правильной установке` ее над колпачком. Их также можно выявить с помощью копировальной бумаги и удалить карборундовыми головками или бором. Когда коронковая часть правильно укладывается в гипсовое ложе и точно устанавливается над колпачком, металлическую защитку и колпачок склеивают липким воском. Чтобы можно было снять склеенный штифтовой зуб перед паянием, на вестибулярной поверхности модели в области этого зуба, удалив гипсовый валик, делают отверстие до обнажения штифта (см. рис. 86, е). Когда штифт будет освобожден, шпателем нажимают на конец штифта и выдвигают его весь кверху. Фарфоровый зуб можно до этого удалить из металлической защитки с помощью размягченной палочки липкого воска.
Гипсование и пайку частей штифтового зуба производят так, чтобы припой не попал на внутреннюю поверхность металлической защитки и не заполнил каналы для крампонов.
После пайки необходимо обработать место спайки и отполировать весь штифтовый зуб. Затем приступают к фиксации фарфорового зуба в металлической защитке, при этом пользуются специальным фосфат-цементом для несъемных работ. Когда цемент затвердеет (не менее 2 ч), приступают к нивелировке металлической защитки в области режущего края. Надфилем с самой мелкой насечкой движением от металла к зубу зашлифовывают металл заподлицо с фарфором. Затем на шлифмашине металлическим или деревянным полиром металл в этой области теми же движениями к зубу полируют.
Если готовят штифтовой зуб с цилиндрическими крампонами, то после цементирования приступают к клепке крампонов. Эта операция требует большой осторожности и должна проводиться без спешки, иначе фарфоровый зуб может треснуть. Расклепанные крампоны должны находиться на уровне поверхности металлической защитки или чуть выступать. Предварительно необходмо провести раззенковку каналов для крампонов, чтобы это углубление впоследствии было заполнено расплюшенным металлом крампонов. Раззенковку канала проводят круглым бором, размер которого больше диаметра канала на один номер. Углубиться в толщу металла следует не более чем на 0,5 мм.
Чтобы правильно расклепать крампоны и предупредить раскол фарфорового зуба, штифтовой зуб погружают вестибулярной поверхностью в небольшое количество гипса (слой 2—3 см). Гипсом необходимо заполнить весь колпачок и закрыть штифт. Со стороны
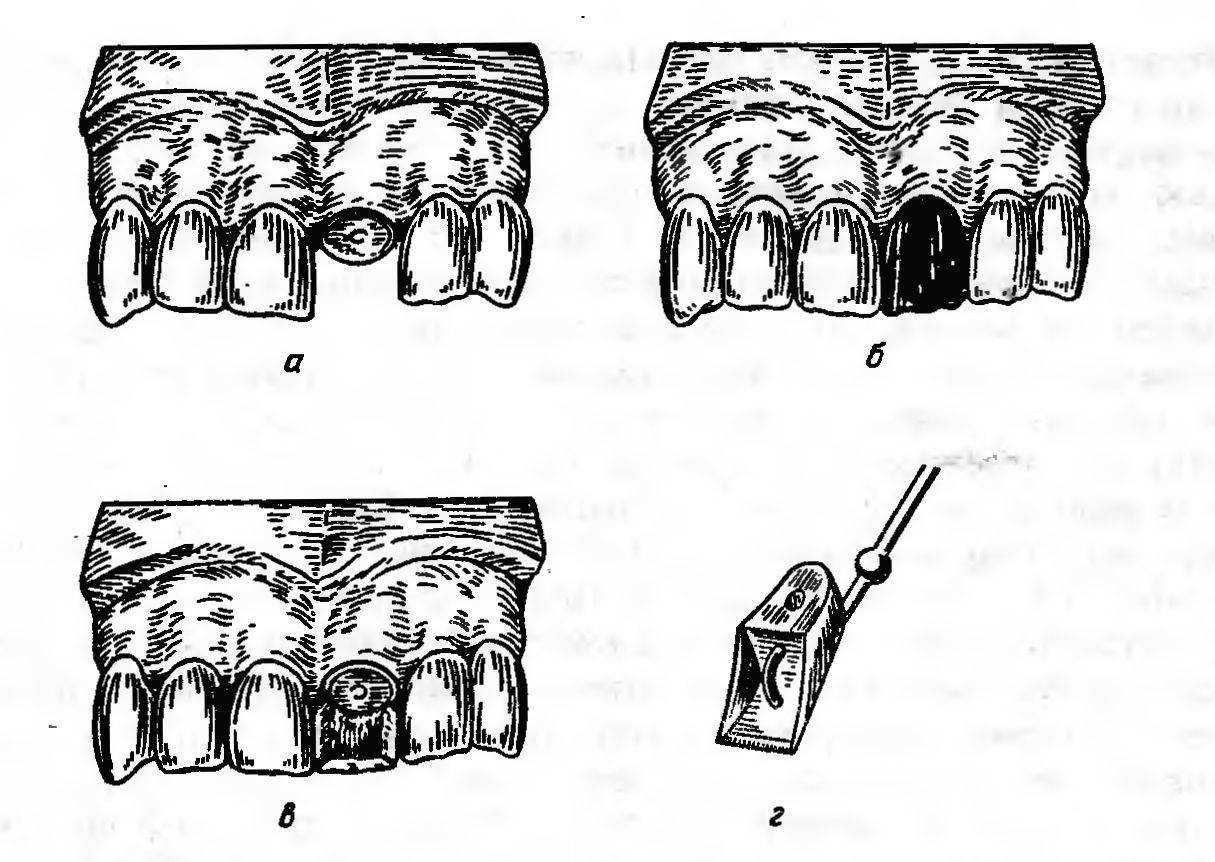
Рис. 87. Изготовление коронковой части зуба с пластмассовой облицовкой и штифтом.
а — колпачок со штифтом на модели; 6 — смоделированная коронковая часть; в — в воске выбрана вестибулярная часть для облицовки; г —в воск введены металлическая петля для удержания пластмассы и литник образующий штифт.
гипса следует положить любую ровную металлическую пластинку. Крампоны фарфорового зуба должны быть перпендикулярны к этой металлической пластинке.
По затвердении гипса блок помещают на ровную, не очень твердую подкладку (свинец, дерево, резина) и приступают к расклепке крампонов. Первый удар лучше нанести керном в центр крампона, а затем более тупым предметом (лучше обратной стороной бора) легкими, пружинящими ударами от центра к периферии проводит расклепку крампонов (см. рис. 86, ж). Когда крампон будет полностью расклепан, его конец заполировывают металлическим или деревянным полиром, создавая совершенно гладкую поверхность.
Изготовление коронковой части штифтового зуба с пластмассовой облицовкой. Работа по изготовлению штифтового зуба с пластмассовой облицовкой проще и занимает меньше времени (рис. 87). После того как модели закреплены в окклюдаторе, приступают к моделированию восковой композиции коронковой части зуба. Размягченный восковой валик вдавливают в промежуток между зубами и смыкают окклюдатор. При моделировании создают лишь общие контуры восстанавливаемого зуба. С язычной стороны необходимо создать точные контуры восстанавливаемого зуба так, чтобы они слились в единое целое с колпачком. Ни в коем случае не следует оставлять воск нависающим над колпачком.
Сомкнув окклюдатор, приступают к удалению воска с вестибулярной стороны, создавая тем самым ложе для пластмассовой облицовки. Воск удаляют острым экскаватором или специально заточенным остроконечным скальпелем с таким расчетом, чтобы впоследствии было достаточно места для пластмассы, а металлическая защитка была прочной. Режущий край должен быть защищен металлом, поэтому воск на режущем крае сохраняют. Характер оформления металлической защитки и режущего края у различных групп зубов показан на рис. 88.
Для укрепления пластмассы в полученные углубления устанавливают вертикально восковые или проволочные петли. Изогнутую металлическую петлю захватывают кончиками пинцета, разогревают над пламенем и вставляют в глубокую часть подготовленной выемки будущей металлической части фасетки. Петлю из восковой проволоки приклеивают к основной массе воска в созданной части выемки. Важно, чтобы петля не была широкой и позволяла разместить впереди достаточно толстый слой пластмассы. Если петля близко подходит к вестибулярной поверхности зуба, то она будет просвечивать через пластмассу, искажая ее цвет. Восковую композицию переводят в металл, обрабатывают, спаивают основные части и полируют. Металлический каркас штифтового зуба устанавливают на модель и из воска моделируют вестибулярную поверхность. Сняв штифтовой зуб с модели, его гипсуют в кювету вестибулярной поверхностью кверху. Далее производят выплавление воска, формование, полимеризацию, отделку и вторичную полировку штифтового зуба.