Внедрению мегаллокерамических протезов в клинику предшествовала большая и кропотливая работа по созданию сплавов и специальных керамических масс. Прочность металлокерамического протеза зависит от ряда факторов: оп
тимального приближения коэффициентов термического расширения металла и всех слоев керамического покрытия; получения на поверхности металла прочной оксидной пленки, которая способствовала бы химическому соединению металла и керамики; уменьшения усадки керамических слоев при обжиге и, наконец, режима обжига. Для металлокерамических работ используют никель-хромовые сплавы (вирон-77, вирон-88, жемени-П, ультрагек), кобальгохромовые, сплавы на основе золота (дегуденг), золота и платины (пантоллойд), золота и палладия (бегосгар), керамические массы «Виводент-ИТС», «ВМК-68», «Керамико», «Биодент».
В Советском Союзе применяют кобальтохромовый сплав (КХС), никелевые сплавы (ММСИ) и фарфоровую массу МК. Сотрудники Центрального научно-исследовательского института стоматологии разработали полный комплект материалов, инструментов и оборудования для изготовления металлокерамических зубных протезов.
Последовательность изготовления металлокерамического протеза следующая: 1) препаровка зубов и получение двухслойного слепка, определение цвета керамического покрытия; 2) изготовление комбинированной разъемной модели; 3) подготовка моделей опорных зубов; 4) получение пластмассового остова (колпачков) коронок; 5) моделирование каркаса коронок; 6) моделирование промежуточной части протеза; 7) установка литниковой системы, приготовление огнеупорной формы и получение каркаса протеза методом литья; 8) припасовка и шлифовка каркаса; 9) обезжиривание поверхности каркаса и получение оксидной пленки; 10) нанесение первого — грунтового— слоя керамического покрытия и его обжиг; 11) моделирование из дентинной массы формы коронок и зубов промежуточной части; 12) второй обжиг; 13) коррекция размера, формы керамического покрытия, окклюзионной поверхности коронок и фасеток; 14) третий обжиг; 15) припасовка протеза в полости рта; 16) коррекция цвета и глазуровка протеза при окончательном (четвертом) обжиге; 17) окончательная обработка металлического каркаса протеза; 18) фиксация протеза в полости рга.
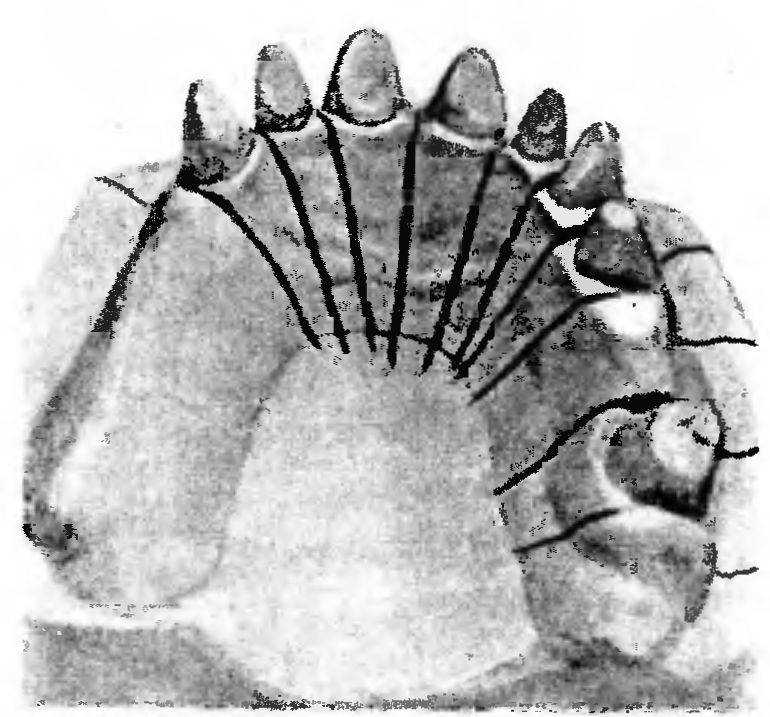
Рис. 112. Распилы разъемной модели для изготовления металлокерамического мостовидного протеза.
Изготовление комбинированной разъемной модели не отличается от описанной выше методики (рис. 112).
Подготовка моделей опорных зубов. Для компенсации усадки металла при затвердении в процессе лигья каркаса протеза для создания места для фиксирующего коронки цемента перед изготовлением восковой модели протеза подготавливают модели опорных зубов. На гипсовые культи опорных зубов наносят специальный лак (штумпфлак, разработанный ЦНИИС и выпускаемый Харьковским заводом стоматологических пластмасс). Можно использовать обычный лак для ногтей (лучше двух цветов). При работе со сплавом КХС лак наносят в два слоя (каждый слой —лак разного цвета, что позволяет контролировать равномерность и тщательность его нанесения на модель).
Тонкой кисточкой наносят первый слой лака, равномерно покрывая культю зуба, уступ и часть основания разъемной модели (около 2 мм за уступ). Второй слой лака наносят на культю зуба, не доходя 2 мм до уступа. При использовании металлокерамических сплавов на основе никеля или благородных металлов достаточно одного слоя лака. Создание восковой модели металлического каркаса протеза и его формы имеют свою специфику (рис. 113—115).