Паяные и сварные кольца могут быть изготовлены из бандажной хромоникелевой ленты толщиной 0,15-0,2 мм и шириной от 3,5 до 6 мм, которая входит в комплект стандартных ортодонтических деталей, разработанных Казанским научно-исследовательским институтом медицинских инструментов и. выпускаемых Казанским медико-инструментальным заводом (рис. 215). Из бандажной ленты можно готовить кольца непосредственно в полости рта или в зуботехнической лаббратории. Сварные или паяные кольца могут быть изготовлены из стандартных заготовок, которые расширены с вестибулярной стороны для приварки крючков, трубок и замков. Врач устанавливает между зубами больного, на которых будут укреплены кольца, сепарационные металлические прокладки и получает гипсовый слепок. В зуботехнической лаборатории отливают рабочую модель из твердого
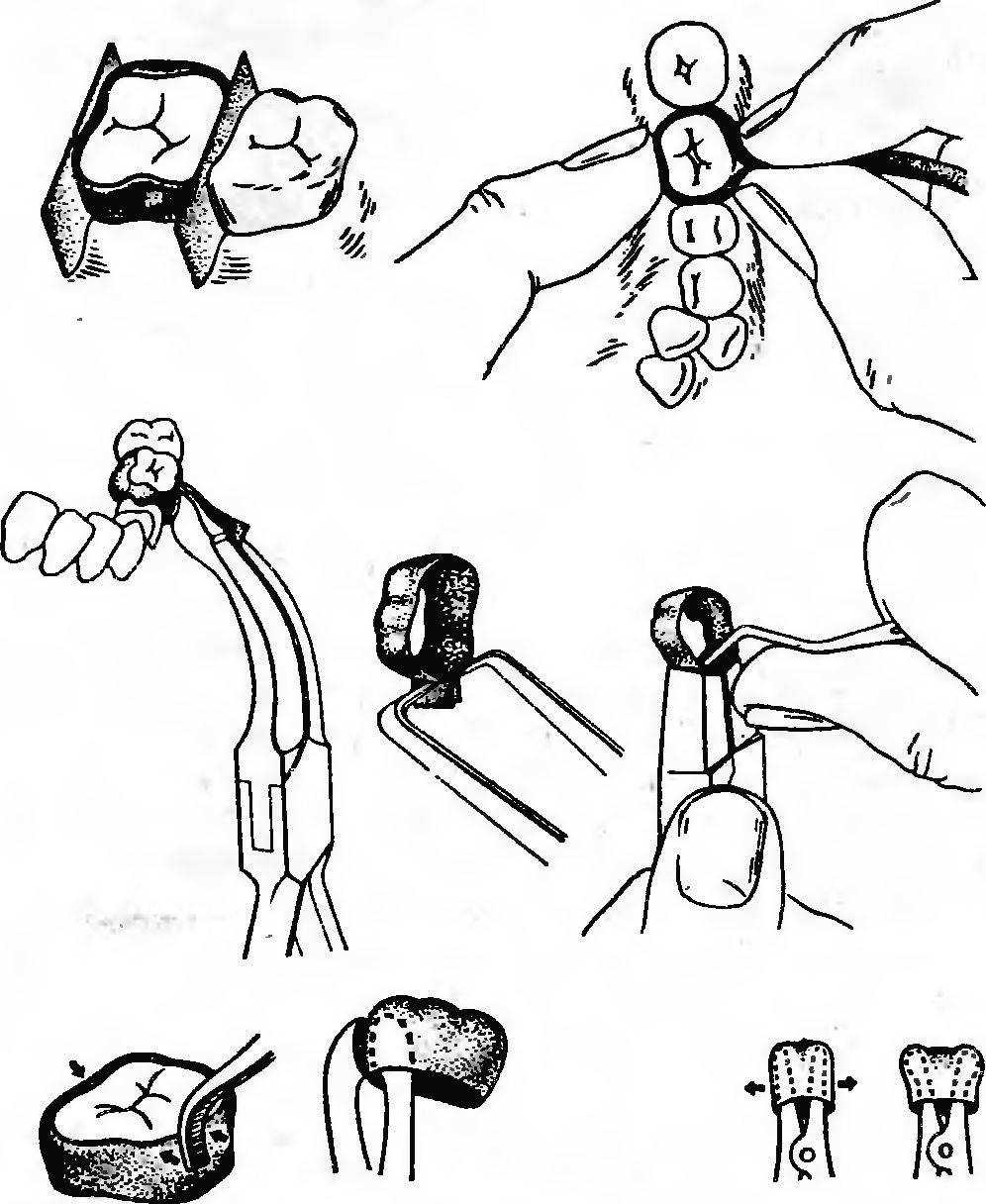
Рис. 216. Последовательность изготовления сварного кольца и коррекции коронки.
Рис. 217. Последовательность изготовления штампованной каппы.
а — штамп из легкоплавкого металла; б — кювета и контрштамп; в — контрштамп и штамп в кювете; г — каппа на штампе.
гипса, удаляют прокладки, расположенные между зубами, и готовят кольца из бандажной ленты. Для этого полоску бандажной ленты длиной в 4—5 см изгибают в виде петли, накладывают на коронку соответствующего зуба и обтягивают крампонными щипцами или плоскогубцами. После этого излишки ленты отрезают, оставив 2 мм около шва, концы пригибают к оральной поверхности кольца и контактной электросваркой припаивают в нескольких местах или спаивают концы, шлифуют, отбеливают и полируют (рис. 216). Следует стремиться и у таких колец создать окклюзионные опорные площадки, не позволяющие провести кольцо в десневой карман, чтобы не травмировать зубные связки.
Изготовление металлических капп. Одним из опорных элементов ортодонтических аппаратов являются назубные каппы, штампованные из единого листа стали на несколько (2—3) зубов, или система спаянных между собой коронок. Если необходимо фиксировать каппу на передних и боковых зубах, ее легче изготовить из двух звеньев—отдельно на передние и на боковые зубы, а потом их спаять. Каппы используют для создания более мощной опоры, чтобы предотвратить изменения положения опорных зубов.
Металлическую каппу изготавливают следующим образом. Из гипсовой модели вырезают вместе с участком альвеолярного отроска группу зубов, на которую необходимо изготовить каппу. Основание этого гипсового блока выравнивают так, чтобы на нем не образовалось ретенционных участков. При наличии углублений их заливают воском и получают по этому гипсовому блоку металлический штамп (рис. 217).
Контрштамп получают в специальной кювете овальной формы. Внутренняя поверхность кюветы выполнена в виде конуса для облегчения удаления из нее металла, в дне имеется большое отверстие. Как и при штамповке коронок по методу ММСИ, получают контрштамп и приступают к штамповке. Из ленты нержавеющей стали вырезают пластинку необходимого размера и тщательно отжигают ее. Крампонными щипцами полоске придают приблизительную форму штампа. В свинцовой плите получают предварительный отпечаток (контрштамп), укладывают в него стальную пластинку и с нарастающим усилием ударами молотка вбивают штамп в свинец. Под этими ударами стальная пластинка обжимается по штампу, принимая его форму. Если пластинка плохо проштамповалась, срезают излишки стали, вновь отжигают каппу, получают штамп и контрштамп и повторяют штамповку. После повторения предварительной штамповки, не снимая каппу со штампа, молоточком на свинцовой подкладке расправляют образовавшиеся на каппе складки. Затем приступают к окончательной штамповке каппы: проводят термическую обработку каппы, срезают излишки металла точно по краю будущей каппы, надевают на контрольный металлический штамп и отжимают в заготовленном контрштампе. Во избежание образования складок по краям стальной пластинки целесообразно делать клиновидные вырезы соответственно десневым межзубным сосочкам.