Стреловидный кламмер Шварца изгибают из отрезка проволоки диаметром 0,6 мм и длиной 80 мм для однозвеньевого, 90 мм—для двузвеньевого и 100 мм —для трехзвеньевого кламмера. Изготовление
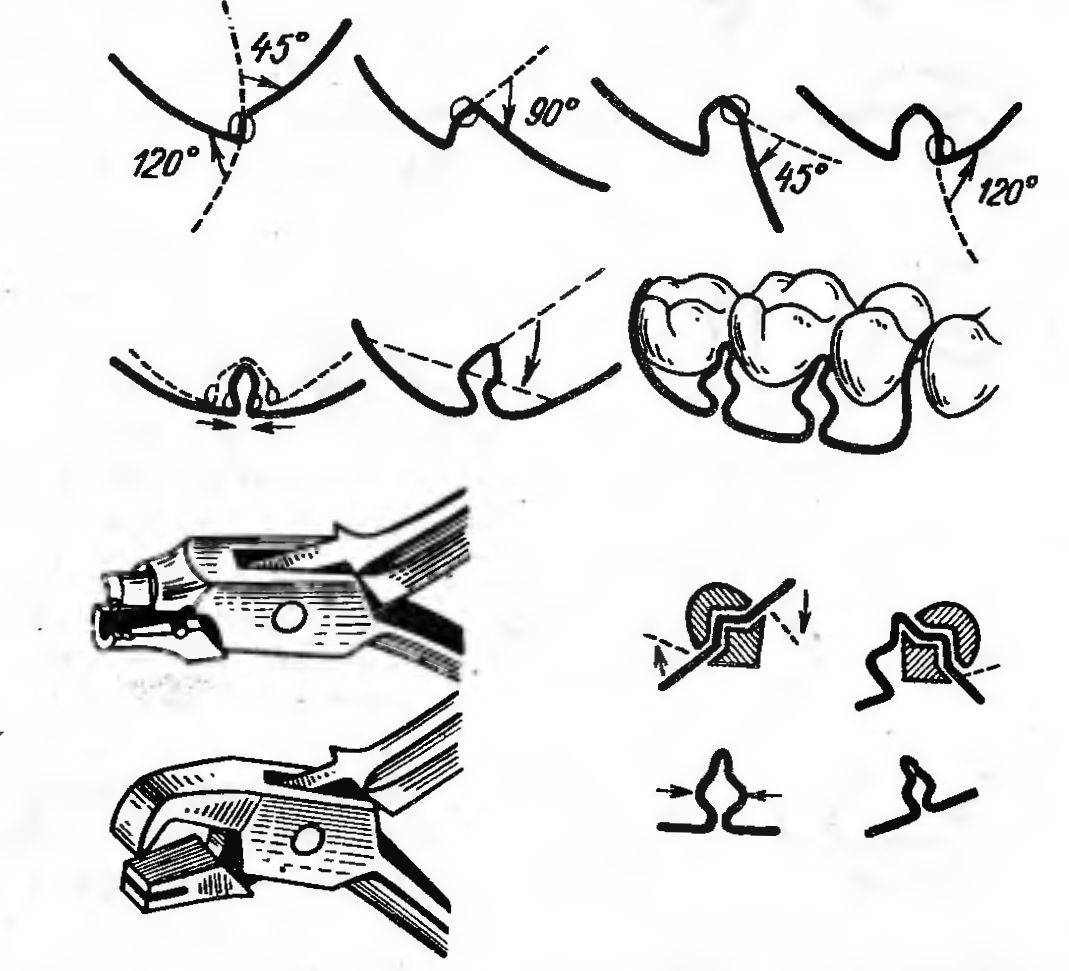
Рис. 224. Последовательность изготовления стреловидного кламмера Шварца.
кламмера начинают с изгибания стрелы, которая помещается между двумя премолярами у вершины межзубного десневого сосочка, затем отгибают ее под тупым углом вплотную к пришеечной области двух соседних зубов. Круглогубцами изгибают плечи кламмера так, чтобы они отстояли от слизистой оболочки на 0,5 мм, загибают оба утла стрелы и формируют два полукруглых изгиба в разные стороны, а от них два отростка между соседними зубами к жевательной поверхности и переходят на язычную поверхность, где они входят в базис съемного аппарата. Для изготовления стреловидных кламмеров можно пользоваться двумя парами щипцов (рис. 224). Кламмеры Шварца надежно фиксируют съемные ортодонтические аппараты, но они сложны в изготовлении, их коррекция затруднена. Значительно удобнее в изготовлении и пользовании стреловидные кламмеры с пелотами в модификации И. М. Оксмана и М. 3. Миргазизова.
Кламмер Адамса нашел широкое применение в связи с эффективностью и относительной простотой изготовления. Его готовят на одиночно стоящие зубы и на зубы, расположенные в зубном ряду, преимущественно на вторые молочные моляры, премоляры и первые постоянные моляры. В центре отрезка проволоки диаметром 0,6 мм и дли-
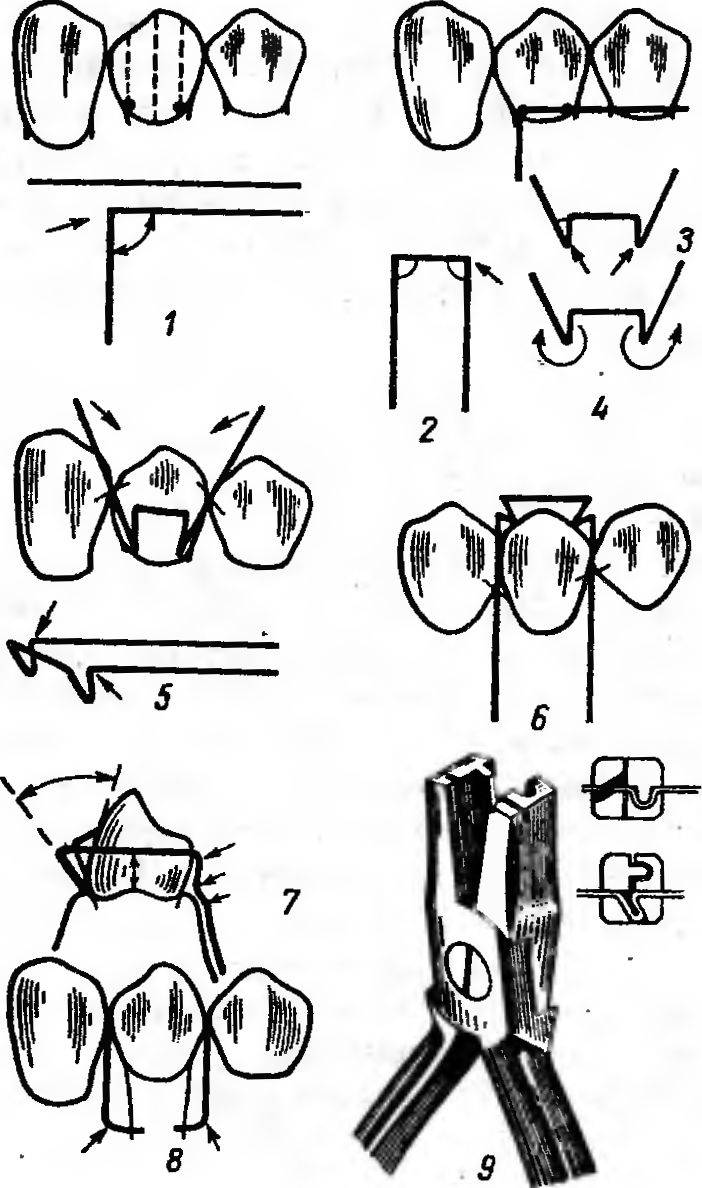
Рис. 225. Последовательность изготовления кламмера Адамса крампонными щипцами (1—8) и щипцами Нанце
(
9).
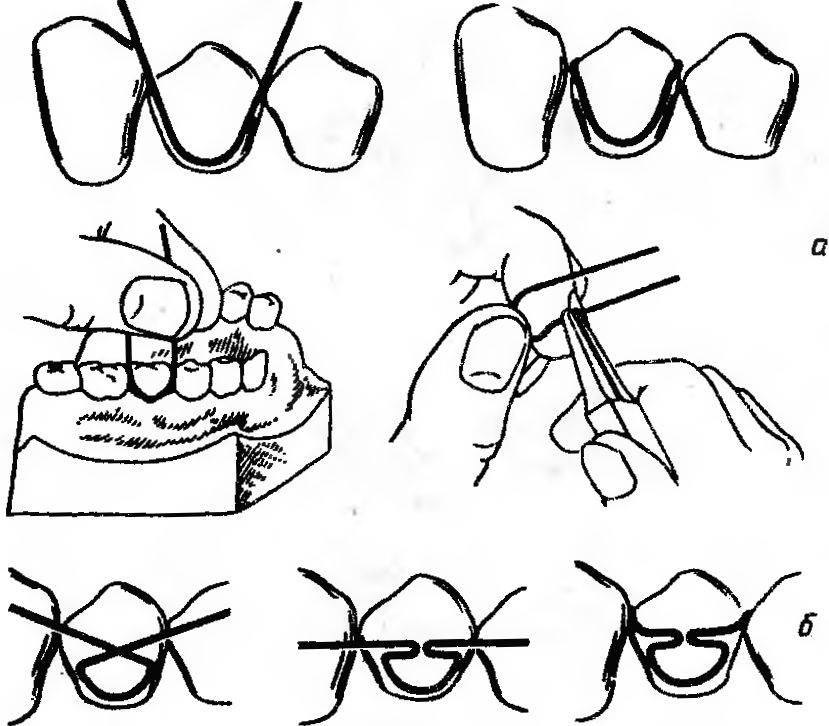
Рис. 226. Последовательность изготовления кламмеров Джексона (а) и Дуйзингса (б).
ной 50 мм отмечают середины щечных бугорков и соответственно этим отметкам делают изгибы под углом 90°. Ширина средней (горизонтальной) части плеча кламмера не должна быть ни уже, ни шире расстояния между отметками, что обеспечит правильное положение фиксирующих выступов кламмера, которые образуются в результате обратного изгиба кнаружи под углом 60°. Фиксирующие выступы кламмера должны быть расположены на переходе вестибулярной поверхности зуба в боковую и направлены навстречу друг другу под углом 30°. Концы заготовки располагают параллельно друг другу и поворачивают выступы под углом 45° к вестибулярной поверхности зуба. Тело кламмера находится между рядом стоящими зубами на жевательной поверхности и следующим изгибом его переводят в отросток, концы которого изгибают для укрепления кламмера в базисе аппарата. Готовый кламмер имеет точечное прилегание двумя «рабочими углами» к пришеечной области вестибулярной поверхности зуба (рис. 225).
Кламмер Дуйзннгса, как и одноплечий круглый кламмер. перекидной кламмер Джексона и рамочный кламмер, отличается линеиным прикосновением плеча к коронке зуба. Изгибают кламмер из отрезка проволоки диаметром 0,6—0,8 мм и длиной 60 мм, создавая среднюю часть плеча, от которой к середине зуба делают изгиб с каждой стороны параллельно горизонтальному плечу. Не доходя до середины зуба, делают второй изгиб в обратную сторону, образуя две горизонтальные петли, от которых проволока переходит по межзубным промежуткам с жевательной поверхности в отростки на язычную сторону для укрепления в базисе аппарата (рис. 226).