Флюс легче нанести в форме пасты. Несмотря на то что пасту флюса можно получить при добавлении спирта, наиболее популярная форма для сплавов благородных металлов в качестве основы содержит вазелин, так как с ним легче работать. Он изолирует флюс от воздуха, а при нагревании вазелин выгорает без остатка. Флюсы с обычной бурой, или в виде пасты на воде, при нагревании имеют тенденцию выкристаллизовываться, образуя поры в паяном соединении.
Антифлюс является материалом, которым отмечают область спайки для ограничения растекания припоя. Наиболее распространенным антифлюсом является отметка мягким графитовым карандашом, которым лучше всего работать на поверхности без высокой степени полирования. Взвесь полировочного крокуса (оксид железа) в хлороформе также можно наносить вокруг области спаики. чтобы предупредить нежелательное распространение припоя. Золотые припои классифицируются по пробе и каратности. Проба указывает, сколько частей золота содержится в тысяче частей припоя. Например, в 1000 частей припоя 600-й пробы будет 600 частей золота, то есть 60 % золота. При обозначении литейных сплавов караты указывают количество частей золота а 24 частях металла. Например, сплав 18 К содержит 18 частей золота на 24 части, или 75 % золота Однако при обозначении припоя карат имеет другое значение. Припой, обозначенный как 18 К, не содержит 75 % золота. Вместо этого 18 К указывает, что по своему составу он предназначен для использования с литейными сплавами 18 К . Настоящее содержание благородных металлов в припое указывает проба, а не карат-ность. Чем выше проба, тем выше будет температура плавления и больше коррозионная стойкость. У припоя с более низкой пробой будет ниже температура плавления, а также худшие показатели текучести.
Стоматологический припой должен быть:.
1 Устойчивым к коррозии. Для таких реставраций, как несъемные частичные протезы, которые постоянно находятся в полости рта. требуется использование припоя высокой пробы для устойчивости к коррозии. Минимальной является 580-я проба, и чем выше значение. тем менее вероятны потускнение и изменение цвета.
2 более легкоплавким, чем сплав. Припой должен иметь температуру плавления приблизительно на 60 °С ниже, чем соединяемый спайкой металл.
3 без пор .Присутствие пор в припое не желательно. Больше пор образуется при повышенном содержании в припое основных металлов, которые могут испаряться при слишком узком зазоре между деталями или перегревании припоя.
4 Прочным. Припой должен быть таким же прочным, как сплав, с которым он используется. Прочность припоя снижается при увеличении пробы (содержания золота).
5 Легко текучим.
Припой, с одной стороны, должен свободно растекаться. Серебро в припое способствует адгезии к металлу и более свободному растеканию. С другой - медь делает его более инертным. Припои, которые плавятся при более высокой температуре, имеют меньшее поверхностное натяжение и легко затекают в узкие пространства. Легкоплавкие припои хуже заполняют узкие пространства.
6 Одного цвета с основным металлом Цвет припоя должен соответствовать соединяемому сплаву.
Как и многие аспекты стоматологии, в частности, и жизни в целом, процесс спайки в настоящее время стал сложнее, чем зто было относительно недавно. Коронки и несъемные частичные протезы изготавливались из золотого сплава, припои были золотыми, в качестве флюсов использовались бораты, и, во всяком случае, со стоматологической точки зрения этот процесс был довольно простым.
В настоящее время в распоряжении стоматологии имеется около 1500 сплавов и стоматолог не может быть специалистом во всех аспектах паяния.
Тем не менее, паяние не является исключительной прерогативой зуботехнической лаборатории.
Существуют ситуации, когда возможность проведения спайки в стоматологической клинике может быть очень удобной как для стоматолога, так и для пациента.
У приемлемой по всем параметрам реставрации может отсутствовать полноценный проксимальный контакт. Дополнение этого проксимального контакта является простой процедурой, которую можно выполнить в стоматологической клинике .Для нее формовка обычно не требуется.
При необходимости разделить несъемный частичный протез из-за неполного наложения, или если он был изготовлен по сегментам для примерки в полости рта. стоматолог должен, как минимум, суметь правильно направить компоненты, чтобы у зубного техника были точные исходные ориентиры для непосредственной спайки.
Соединяемые припоем компоненты должны быть стабилизированы в формовочной массе, чтобы в процессе спайки сохранялось их точное расположение.
.
Процедура спайки проводится при:.
• спайке несъемного частичного протеза из золотого сплава.
• добавлении проксимального контакта.
• заполнении пор в отливке.
• разделении паяных соединений.
• спайке металлокерамического сплава до керамической облицовки.
• спайке металлокерамического сплава после керамической облицовки.
Спайка несъемного частичного протеза из золотого сплава.
Существует два способа изготовления несъемного частичного протеза из трех единиц его можно сделать цельнолитым. когда при восковом моделировании промежуточная часть фиксируется к каждому опорному элементу, несъемный частичный протез можно отлить из двух деталей когда промежуточная часть прикреплена к одному опорному элементу и отливается вместе с ним. затем две детали соединяются спайкой.
Отливка одной деталью.
Безусловно, при отливке несъемного частичного протеза одной деталью можно добиться точного прилегания. При этом наибольшую точность обеспечивает моноблочный штамп без разделения препарированных опорных зубов (Описание этого типа штампа дано в главе 26). Для максимальной точности восковую деталь формуют в опоке большого диаметра (60 мм или более) для создания равномерного расширения. Можно использовать как круглую, так и овальную опоку. На точность многозвеньевой отливки могут влиять расширение формовочной массы и деформация восковой детали.Деформация детали меньше при твердении формовочной массы в обычных условиях, а не по гигроскопическому методу.
С длиной цельнолитого несъемного частичного протеза увеличивается его неточность. Деформация является трехмерной, как будто деталь вытянута и изогнута. По данным Schiffleger и соавт максимальные неточности наблюдаются у медиально-десневого аспекта переднего опорного элемента и дистально-десневого аспекта дистального опорного элемента . Четырех- и пятизвеньевые несъемные частичные протезы с паяным соединением имеют лучшее краевое прилегание, чем цельнолитые каркасы той же длины. Любой несъемный частичный протез более трех единиц все-таки должен отливаться из двух частей и соединяться спайкой. Примерка цельнолитого каркаса должна проводиться с пониманием ряда проблем, связанных с этим методом.
Цельнолитой каркас не позволяет проверить прилегание отдельных опорных элементов.
При припасовке отливки с неточным прилеганием существует тенденция освобождать внутренние поверхности опорных элементов настолько. что утрачивается вся ретенция. В такой ситуации несъемный частичный протез не спасут даже последующая сепарация, загипсовка и спайка.
При неполном наложении после обычной припасовки несъемный частичный протез разделяют тонким (0,23 мм) сепарационным диском (Ультратонкие абразивные диски. Дедеко), разрезают один соединительный элемент и затем отдельные части несъемного частичного протеза вновь примеряют в полости рта.
Получение матрицы.
Отливку из двух частей можно проводить при изготовлении несъемного частичного протеза с полнотелой промежуточной частью, например гигиеничной формы. Предлагаемую методику используют для спайки несъемных частичных протезов из трех единиц в области жевательных зубов. Промежуточную часть отливают с меньшим опорным элементом Затем блок из опорного элемента и промежуточной части припаивают к большему опорному элементу с помощью матрицы положения компонентов несъемного частичного протеза, изготовленной в полости рта пациента .

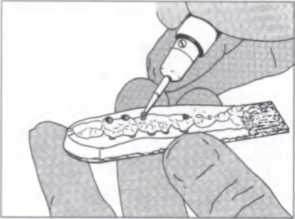
Рмс. 27-1. Перед получением гипсовом матрицы шпатель для языка смачивают.
Она гарантирует наиболее точное соотношение между опорными элементами и между каждым опорным элементом и опорным зубом. Матрица должна точно сохранять это взаимное расположение до погружения частей несъемного частичного протеза в формовочную массу для спайки. Для переноса соотношения компонентов несъемного частичного протеза из полости рта в лабораторию предлагается ряд материалов гипс, липкий воск, самополимеризующаяся акриловая пластмасса (Дюралэй), 4-МЕТА-адгеэивная пластмасса и цинкоксидэвгеноловый материал, который оказался высокоточным материалом для получения матрицы. При работе с гипсом наиболее точные и стабильные результаты получаются, если литые элементы не извлекаются из матрицы до формовки.
Пластмассовые матрицы (Дюралэй) по точности соответствуют гипсовым, из которых компоненты были удалены и затем вновь установлены в гипсе матрицы.
Однако избыточный объем пластмассовой матрицы уменьшает точность в результате дополнительной полимериэационной усадки
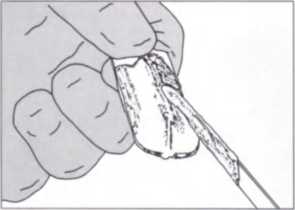
Рис. 27-2. Гипс наносят на шпатель для яэыка в виде продольного валика
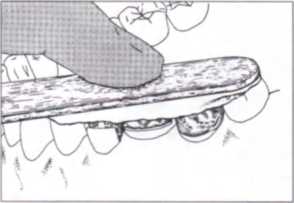
Рис. 27-3. Наложенную матрицу стабилизируют над НЧП до отверждения гипса
Принадлежности.
1.
Чашка для гипса, шпатель.
2.
Оттискный гипс.
3.
Паста для регистрации прикуса, блок для смешивания.
4 Ложка для матрицы или шпатель для языка.
5. Вазелин.
б Зуботехнический нож с лезвием N 25.
7. Инструменты для воскового моделирования РКТ (Томаса) (Nb 1.2).
8 Прямой наконечник, шаровидный бор N 8.
9 Стоматологический зонд.
10 Липкий воск, вспомогательный воск, окантовочный воск.
11 Формовочная масса для паяния.
12 Вибростол.
13 Карандаш Nb 2.
14 Горелка Фишера (Fisher), спички.
15 Треножник, решетка.
16 Припой (650-й пробы), паяльный флюс.
17 Паяльная трубка, литейные щипцы.
18 Зубная щетка.
Удаляют провизорную реставрацию и все частицы временного цемента, оставшиеся на поверхности препарированных зубов. Первым накладывают одиночный опорный элемент, а затем блок из опорного элемента и промежуточной части. Вначале каждую деталь примеряют отдельно. В первую очередь проверяют краевое прилегание Между промежуточной частью и одиночным опорным элементом должен быть зазор, который в дальнейшем будет заполнен припоем.
Окклюзионную коррекцию проводят зелеными камнями или другими подходящими абразивными инструментами. Выполняют предварительное шлифование доступных краев опорных элементов. Окклюзионную поверхность сглаживают резиновым диском Сульци. Оставшаяся после зеленого камня шероховатая поверхность литого каркаса может затруднить наложение деталей в матрицу. На этом этапе литой каркас не полируют, так как полировочный крокус состоит из оксида железа, специального антифлюса для паяния

Рис. 27-4. Гипсовая матрица с зафиксированными в ней элементами каркаса
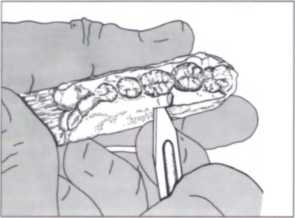
Рис. 27-5. Лишнии гипс вокруг отпечатка НЧП срезают острым ножом
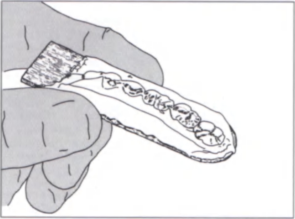
Рис. 27-6. V обрезанной матрицы остаются поверхностные отпечатки элементов НЧП
Рис. 27-7. Ширину зазора проверяют с помощью ви зитной карточки
Рис. 27-8. При параллельности двух соединяемых поверхностей меньше вероятность деформации при спайке. Вид со стороны окклюзионной (вверху) и вестибулярной (внизу) поверхностей.
Замешивают небольшое количество быстротвердеюще-го оттискмого гипса . Его вносят в пластмассовую ложку для матрицы (Индекс Трей) или тщательно смачивают в нем шпатель для языка (рис 27-1) . Материал для матрицы распределяют так. чтобы острый гребень материала располагался вдоль шпателя (рис 27-2) или ложки. Этот гребень облегчает заполнение материалом центральных фиссур в литом каркасе.
Аккуратно устанавливают матрицу на окклюзионной поверхности литых элементов, накладывая ее с легкой вибрацией (рис 27-3).
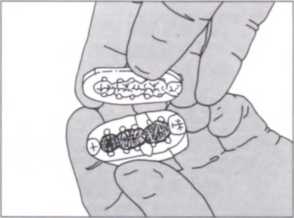
После отверждения материала матрицу удаляют. Будет лучше, если литые элементы удаляются вместе с ней (рис 27-4). Гипсовая матрица будет наиболее точной, если коронки остаются в ней. Ее аккуратно обрезают зуботехническим ножом с лезвием № 25. чтобы все края были обнажены минимум на 1 мм (рис 27-5). С медиальной и дистальной сторон матрица продолжается минимум на 3 мм от края соединяемых припоем коронок.
При этом обеспечивается симметричный, равномерный объем формовочной массы вокруг спаиваемых единиц и уменьшается деформация. Толщина гипсовой матрицы составляет приблизительно 6 мм. При отделении коронок во время снятия матрицы срезают лишний материал, который может препятствовать полному повторному наложению деталей в отпечатки матрицы. Область вокруг отпечатков обрезают так. чтобы основная часть осевых стенок была покрыта формовочной массой (рис 27-6). Затем матрицу тщательно очищают сжатым воздухом. Малейшее засорение между матрицей и коронкой будет препятствовать полному наложению коронки в матрице и сделает соотношение неточным. Перед наложением в матрицу окклюзионные поверхности коронок протирают щеткой и очищают в ультразвуковом устройстве. Матрицу помещают на рабочий стол и аккуратно примеряют литые элементы в соответствующих отпечатках. При наличии контакта между деталями существует вероятность значительной деформации.
В связи с этим считается, что зазор между промежуточной частью и опорным элементом должен составлять не менее 0,13 мм. При определении правильного размера зазора для паяного соединения возникает противоречие Чем шире зазор, тем прочнее паяное соединение, очевидно, за счет меньшей пористости в соединении.
Поэтому для обеспечения прочности рекомендуется зазор 0,3 мм Однако в другом исследовании было установлено, что при увеличении зазора увеличивается деформация. Для достижения максимальной точности рекомендуется зазор шириной 0,15 мм. Очевидно, нужен какой-то компромисс. Ширина зазора 0.2 мм кажется оптимальной, так как является промежуточной между узким зазором недефор-мированного соединения и широким зазором прочного соединения. Действительно, некоторые исследователи используют это расстояние как стандартноеКроме того, его можно легко определить, поместив в зазор визитную карточку (рис 27-7). так как обычная карточка имеет толщину 0,2 мм.
Противоположные поверхности опорного элемента и соединяемой с ним промежуточной части должны быть параллельными (рис 27-8). При дивергенции поверхностей возникающая клиновидная форма паяного соединения может стать причиной деформации. Кроме того, при наличии контакта не будет места для припоя, и соединение не образуется.
С другой стороны, слишком широкий зазор является более сложным для спайки, так как в нем труднее вызвать действие капиллярной силы.
В результате вместо заполнения зазора и адгезии к обеим поверхностям существует вероятность прилипания припоя к одной или другой поверхности.
Формование.
Отделившуюся от матрицы промежуточную часть или опорные элементы приклеивают к матрице липким воском. Часто необходимо создать шаровидным бором № 8 небольшие «ячейки» на вестибулярном и язычном крае каждого отпечатка в матрице (рис 27-9). При этом создается место для нужного объема липкого воска, который не затекает через край. Шпатель для языка освобождают от матрицы, если они еще не разделились. Лишний материал по краю матрицы срезают на триммере для моделей, оставляя по периметру приблизительно 3 мм (рис 27-10)
Рмс. 27-9. По краю отпечатков коронок и промежуточной части формируют ячейки для липкого воска
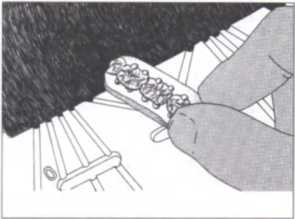
Рис. 27-10. Край гипсовом матрицы обрезают на триммере для моделей, чтобы вокруг отпечатка НЧП оставался слой гипса 3 мм.
Матрицу оставляют для просушивания и инструментом РКТ Nb 1 наносят липкий воск на каждую единицу литого каркаса (рис 27-11). Не допускают покрытия липким воском окклюзионных краев (если они имеются) на вестибулярной поверхности. Область соединения заливают вспомогательным воском с помощью инструмента РКТ Ns 2, чтобы предупредить ее заполнение формовочной массой. Покрытая воском область должна быть немного шире будущего паяного соединения. Все края, изолированные воском на этом этапе, не будут покрыты формовочной массой для паяния. Это может привести к расплавлению края при нагревании паяльной трубкой в процессе паяния . На матрице создают треугольное расширение вспомогательного воска с язычной стороны паяного соединения (рис 27-12). С вестибулярной стороны его моделируют немного меньших размеров. Эти восковые клинья в области спайки будут уже. чем у края матрицы. Вновь проверяют полное наложение литых деталей. С наружной стороны от элементов каркаса матрицу можно покрыть разделительным средством (Супер-Сел, Керр) для легкого отделения в дальнейшем. Матрицу окружают окантоеочным воском (рис 27-13).Между элементами каркаса и окантоеочным воском должно быть расстояние 3 мм. Замешивают небольшое количество формовочной массы для паяния (Уип Микс; Soldering Investment). Ее наносят на элементы каркаса с помощью кисточки и аккуратно заполняют окантованную область на вибростоле (рис 27-14)
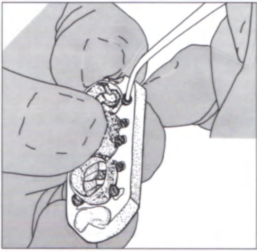
Рис. 27-11. Липкий воск в ячейках фиксирует НЧП к матрице

Рис. 27-12. От области паяного соединения в вестибулярном и язычном направлениях расположены треугольные фрагменты вспомогательного воска. Зазоры должны отсутствовать
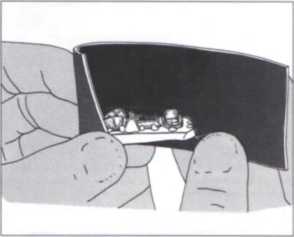
Рис. 27-13. Матрицу окружают пластинкой окантоаочного воска шириной 2.5 см
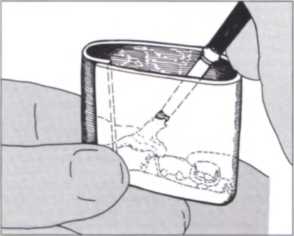
Рис. 27-14. Кисточкой вносят формовочную массу в опорные элементы
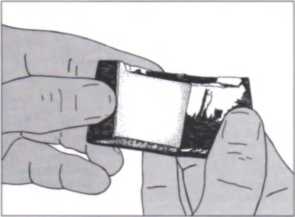
Рис. 27-15. После отверждения формовочной массы полоску окантовочного воска удаляют
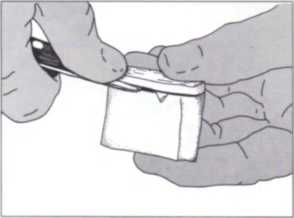
Рис. 27-16. Матрицу освобождают от блока формовочной массы
Рмс. 27-17. Матрицу отделяют от блока формовочной массы и проверяют
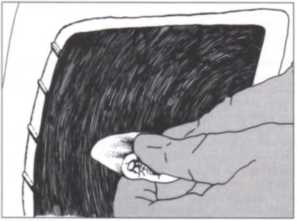
Рис. 27-18. Лишнюю высоту блока формовочной массы удаляют с помощью триммера для моделей.
На вибростол кладут палец, на котором удерживают матрицу. Чрезмерная вибрация может вызвать подвижность одной из деталей каркаса . Формовочную массу оставляют для отверждения в течение 1 ч и затем удаляют окантовочный воск (рис 27-15). Для размягчения липкого воска формовочную массу и матрицу помещают под горячую проточную воду.
Большим зуботехническим ножом разделяют матрицу и формовочную массу (рис 27-16) . Проверяют блок формовочной массы с элементами каркаса несъемного частичного протеза (рис 27-17) . Толщина формовочной массы должна быть 2.5 см.
Лишнюю толщину срезают снизу на триммере для моделей (рис 27-18).
Зуботехническим ножом с лезвием № 25 делают V-образную выемку с щечной и язычной сторон от паяного соединения (рис 27-19)
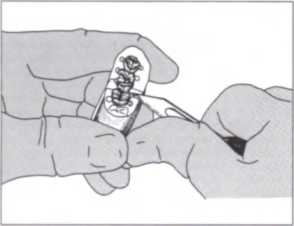
Рис. 27-19. В формовочной массе гравируют шечную и язычную выемки
Проведение этого этапа облегчает расширение воска с язычной стороны. Язычную выемку делают крупнее, чем вестибулярную, так как припой будет вводиться в область соединения с язычной стороны.
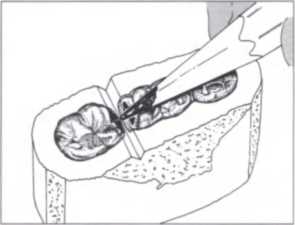
Рис. 27-20. Отметки карандаша исполыуют как антифлюс на окклюзионной поверхности элементов каркаса.
Вестибулярная выемка необходима для создания доступа для источника нагревания элементов каркаса во время спайки. При отсутствии этих выемок паяное соединение может быть неполным. Оставшийся воск смывают кипящей водой. Карандашом Мв 2 проводят широкую линию через краевые гребни, прилегающие к области паяного соединения (рис 27-20). Она будет действовать как антифлюс и препятствовать затеканию припоя на окклюзионные поверхности. Пока элементы каркаса остаются теплыми, стоматологическим зондом добавляют флюсовую пасту (рис 27-21). Флюс расплавится и под действием капиллярных сил распространится по всей поверхности паяного соединения. При добавлении флюса в дальнейшем, когда элементы каркаса будут горячими, он будет пузыриться и приклеится в месте нанесения, не растекаясь по поверхности соединения, где это необходимо. Также возможно окисление поверхности до нанесения защитного флюса
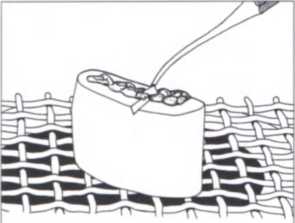
Рис. 27-21. В область паяного соединения наносят флюс
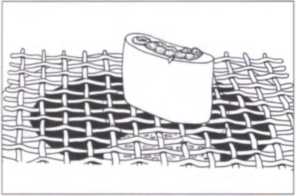
Рис. 27-22. Формованные элементы каркаса разогревают над горелкой Фишера 10-15 мин
Паяние
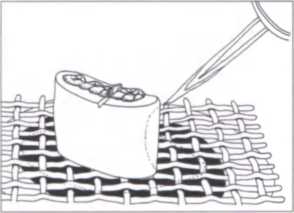
Рис. 27-23. Пламя направляют к формовочной массе со всех сторон, пока она не будет раскаленной докрасна при удерживании над ней пламени я течение нес кольких секунд
Формованные элементы каркаса предварительно нагревают для создания равномерного промесса нагревания. Без предварительного нагревания элементов каркаса при неравномерном распределении тепла от паяльной трубки к холодному блоку возможна деформация окончательного соединения.Формованный блок можно поместить в муфельную печь при комнатной температуре и разогреть до 815 “С. По альтернативному методу предварительного нагревания формованные элементы каркаса помещают на решетку на треножнике, расположенном над горелкой Фишера. Предварительное нагревание элементов каркаса продолжают в течение 10-15 мин (рис 27-22).
Начинают нагревание паяльной трубкой и постоянно перемещают пламя над всем формованным блоком, пока горячие элементы каркаса будут оставаться раскаленными докрасна при удерживании над ними пламени в течение 2 или 3 с (рис 27-23) . В течение этого процесса горелка остается включенной.
Вносят 2 или 3 кусочка припоя раэмером 2x3 мм. покрытые флюсом, в язычное пространство области спайки (рис 27-24) .
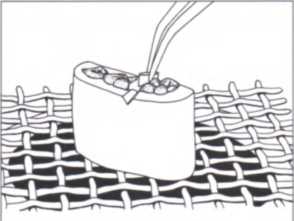
Рис. 27-24. В язычную выемку помешают припои

Рис. 27-25. После достаточного разогревания блока для спайки пламя направляют с щечной стороны формовочной массы и на шечную выемку
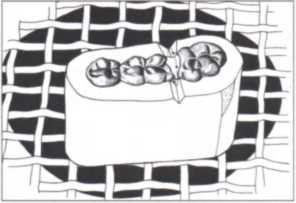
Рис. 27-26. Когда припои в соединении начнет "вертеться", пламя удаляют
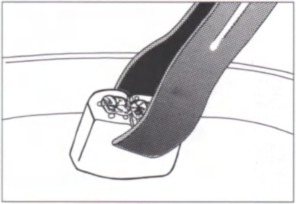
Рис. 27-27. Блок формовочной массы удаляют с треножника и переносят на литейный металлоприемник.
Они расплавятся от температуры элементов каркаса, а не от паяльной трубки . При избыточном количестве припой может затечь на окклюзионную поверхность, и с увеличением объема припоя вероятна деформация . При расплавлении припоя непосредственно паяльной трубкой возможны следующие проблемы припой «соберется в клубок» и не будет течь вообще, или не будет растекаться по всей поверхности соединения. Паяльную трубку направляют под углом к формованному блоку, так как наклонное пламя обеспечивает более равномерное нагревание и меньшую деформацию. Вершину синего конуса фокусируют на щечной стороне блока около открытого пространства между опорным элементом и промежуточной частью (рис 27-25). Припой с язычной стороны элементов каркаса будет течь в направлении источника тепла к вестибулярной поверхности. Когда припой начинает растекаться, сопло горелки направляют на щечную выемку и удерживают, пока припой растекается по поверхности соединения. Пламя оставляют еще на несколько секунд, пока припой начнет мерцать и «вертеться» в соединении. Пламя отключают (рис 27-26). Формованный блок удаляют с треножника литейными щипцами и помещают его там, где к нему никто не сможет прикоснуться и получить ожог. Для этой цели хорошо подходит основание литейного метал/юл риемника (рис 27-27). При необходимости его расположить на рабочем столе выбирают более отдаленное место с жаростойкой поверхностью. Оставляют опознавательный знак, предупреждающий «лабораторных ящериц», которые блуждают вокруг и любят подбирать чужие работы. Непосредственную закалку не проводят Закалка сразу после спайки создает термические напряжения, которые вызывают деформацию.
С другой стороны, медленное охлаждение формованного блока до комнатной температуры может вызвать избыточную рекристаллизацию и рост зерен. В результате паяное соединение будет ослаблено . При самостоятельном охлаждении формованного несъемного частичного протеза в течение 5 мин и последующей закалке деформация будет минимальной.
При этом обеспечивается время для реакции золота и припоя на упорядоченную термическую обработку, которая повышает твердость и прочность и уменьшает относительное удлинение. Формованный блок помешают в воду и освобождают от формовочной массы (рис 27-28). Ее остатки удаляют острым инструментом или старой зубной щеткой (рис 27-29) . Проверяют отсутствие пор в паяном соединении. Оценивают его размер (рис 27-30). Лишний объем можно удалить карборундовым диском. При недостаточном объеме или наличии пор требуются повторная формовка и спайка. Проводят воздушно-абразивную обработку каркаса частицами оксида алюминия 50 мкм . Несъемный частичный протез подготовлен для шлифования и примерки в полости рта.
Добавление проксимальных контактов

Рис. 27-28. После погружения в воду формовочную массу удаляют
Добавление припоя на проксимальный контакт проводится для восстановления контура, который может быть недостаточным по ряду причин. Для одиночной реставрации его можно выполнить от руки. Несъемный частичный протез перед добавлением материала необходимо формовать
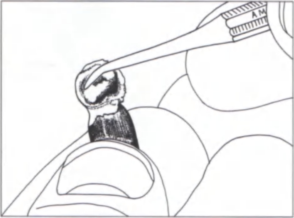
Рис. 27-29. Оставшуюся формовочную массу удаляют острым инструментом
Принадлежности.
1 Прямой наконечник.
2 Диск Бурлью 16 мм.
3 Газовая горелка, спички.
4 Карандаш Ns 2.
5. Паяльные щипцы.
6 Припой (650-й пробы), паяльный флюс .
Перед добавлением припоя проксимальную область шлифуют диском Бурлью. Поверхность отмечают карандашом N 2 . Поверхность нанесения припоя должна быть больше проксимального контакта. Она располагается по всей проксимальной поверхности с апикальной стороны непосредственно от краевого гребня. По периферии это увеличение объема будет плавно переходить в контуры коронки, а не выглядеть пузырем не ее стенке. Фрагмент керамического прокладочного материала для опоки длиной 1,5 см можно свернуть и поместить в коронку, оставляя небольшой запас, чтобы перекрыть края коронки. Этот этап облегчает работу с узкими коронками. Одну щечку паяльных щипцов сгибают так. чтобы коронку можно было удерживать за осевую стенку, не касаясь края щипцами (рис 27-31). Коронку зажимают в паяльных щипцах. Изогнутая щечка располагается изнутри, и в других местах контакт отсутствует (рис 27-32). Рукоятку щипцов заворачивают во влажную бумажную салфетку. Коронку слегка нагревают и наносят маленькую каплю паяльного флюса на область паяного контакта в пределах отмеченного карандашом контура. Во флюс погружают кусочек припоя 2 х 4 мм (в зависимости от размера коронки). Припой накладывают на проксимальную поверхность (рис 27-33). Удерживая щипцы увлажненной салфеткой. коронку помещают над пламенем горелки, располагая в голубой зоне восстановления (рис 27-34). Коронку раскаляют до ярко-красного цвета, давая возможность припою расплавиться и адаптироваться к коронке.
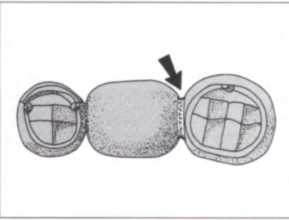
Рис. 27-30. Проверяют размер и полноту паяного соединения (стрелка)
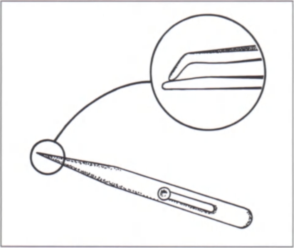
Рис. 27-31. Паяльные щипцы с модифицированными краями (вставка)
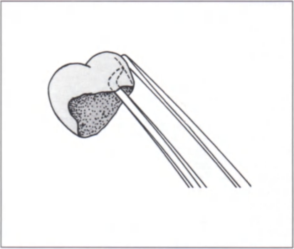
Рис. 27-32. Коронку удерживают паяльными щипцами

Рис. 27-33. Припои на проксимальной поверхности окружен антифлюсом (отметка карандашом)
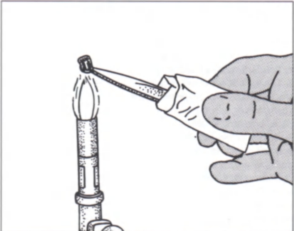
Рис. 27-34. Коронку удерживают над пламенем горелки до расплавления припоя
Коронку удаляют от пламени. Коронку из золотого сплава оставляют для охлаждения, и. когда металл перестанет быть раскаленным, ее закаляют в воде. Проводят воздушно-абразивную обработку частицами оксида алюминия 50 мкм. Коронку из сплава основного металла оставляют для охлаждения не менее 5 мин перед закалкой. Ее очищают абразивным материалом на основе оксида алюминия. Затем пришлифовывают до необходимого контура и в полости рта проводят окончательную коррекцию контактной области.
Заполнение пор в отливке.
Некоторые дефекты литья можно исправить методом спайки. «Свищи», или сквозные каналы на осевой поверхности, или несквозные поры могут быть устранены припоем. Припой не следует использовать для исправления:.
1 Дефектных краев. Невозможно создать удовлетворительное краевое прилегание с помощью припоя.
2 Раковин на окклюзионной поверхности. Раковины на окклюзионной поверхности не могут быть успешно изолированы из-за вероятности растекания припоя по всей поверхности. Кроме технических трудностей, наличие раковины на окклюзионной поверхности обычно свидетельствует о недостаточном препарировании окклюзионной поверхности зуба.
Попытки «залатать» такого рода дефекты в лучшем случае являются компромиссом (а чаще всего отливка все равно остается дефектной). Массу времени можно потратить во имя спасения реставрации сомнительного качества, вместо того чтобы за то же время ее успешно переделать. Переделка никогда не приносит удовлетворения, но. как сказал Forrest Gump. - это случается.
Принадлежности.
1 Прямой наконечник, шаровидный бор № 2.
2 Газовая горелка, треножник и решетка.
3 Спички.
4 Карандаш Мв 2.
5 Фиксирующие паяльные щипцы.
6 Припой (650-й пробы), паяльный флюс.
7 Платиновая фольга.
8 Инструмент РКТ (Томаса) (Nb 1).
9 Липкий воск.
10 Паяльная трубка, литейные щипцы.
Для закрытия поры область вокруг нее обводят карандашом N 2 .Коронку удерживают модифицированными фиксирующими щипцами, рукоятку которых заворачивают во влажную бумажную салфетку. Немного нагревают коронку и в пору помещают небольшое количество флюса. Угол треугольного кусочка припоя, 1 х 2 мм, приклеивают в поре. Коронку удерживают над газовой горелкой до растекания припоя, удаляют ее от пламени, оставляют для охлаждения и затем закаляют. Проводят воэдушно-абра-зивную обработку частицами оксида алюминия 50 мкм. промывают и пришлифовывают восстановленную припоем поверхность. Для восстановления сквозных каналов в коронке участок дефекта отмечают на штампе очень тонким грифельным стержнем. Коронку удаляют и над отметкой помещают небольшой фрагмент платиновой фольги. На фольгу накладывают коронку и инструментом РКТ N 1 в канал вносят каплю липкого воска. После его охлаждения коронку удаляют со штампа. Небольшой фрагмент фольги должен приклеиться к внутренней поверхности коронки. Он будет выполнять роль матрицы, над которой сможет растекаться припой. Коронку заполняют формовочной массой изнутри и погружают в нее. После отверждения формовочной массы удаляют каплю липкого воска над закрываемым каналом. Вокруг канала наносят антифлюс карандашом N 2. Коронку помещают на треножник и немного разогревают. Небольшое количество флюса наносят в канал и на фольгу, видимую через канал. Коронку продолжают нагревать и наносят квадратный кусочек припоя немного больше размеров канала. Нагревают коронку, но не припой Когда припой начнет течь, пламя удаляют. Формованную коронку помещают в литейный металлоприемник или на жаростойкую поверхность. Закалку золотой коронки проводят через 2-3 мин. Затем проводят пескоструйную обработку частицами оксида алюминия 50 мкм. Коронку промывают и шлифуют наружную поверхность осевой стенки. Платиновая фольга остается приклеенной к внутренней поверхности отливки. Она будет препятствовать полному наложению коронки. Ее удаляют шаровидным бором № 2.
Разделение паяных соединений.
Иногда возникает необходимость разделить ранее спаянный несъемный частичный протез. Наиболее частой причиной этого является неудовлетворительное прилегание паяного несъемного частичного протеза к опорным зубам.
Представленная ниже методика предназначена для работы с паяным несъемным частичным протезом из золота ІІІ типа. Ее нельзя использовать для протезов с керамической или пластмассовой облицовкой на столе рядом с газовой горелкой помещают свернутую влажную бумажную салфетку.
Принадлежности.
1.
Газовая горелка, спички.
2.
Фиксирующие паяльные щипцы.
3 Бумажная салфетка.
4 Шпатель для воска Nb 7.
5. Прямой наконечник, карборундовый диск на дискодержателе.
Промежуточную часть несъемного частичного протеза удерживают фиксирующими паяльными щипцами, рукоятка которых завернута во влажную бумажную салфетку. Следует избегать контакта щипцов с краями. Вопреки принципам паяния, в этой ситуации соединение нагревают непосредственно. Распаиваемое соединение удерживают у вершины голубого конуса пламени газовой горелки. Когда припой начнет блестеть, быстро переносят несъемный частичный протез на влажную бумажную салфетку Удерживая несъемный частичный протез над столом на расстоянии приблизительно 1-1,5 см, ударяют по коронке рядом с расплавленным соединением. При достаточном нагревании соединения коронка упадет. Проводят воздушно-абразивную обработку элементов золотого несъемного частичного протеза частицами оксида алюминия. Обычно припой остается на каждой части. Перед повторной спайкой этот припой с ошлифовывают карборундовым диском и поверхности сглаживают диском Бурлью.
Спайка металлокерамических сплавов.
Несмотря на желание изготовить металлокерамический несъемный частичный протез единым каркасом, иногда необходимо соединение его элементов припоем. Это может возникнуть, если 1 - цельнолитой каркас несъемного частичного протеза деформирован. 2 - один опорный элемент имеет дефектные края и должен быть переделан,3 - длина несъемного частичного протеза слишком велика для точной отливки одной деталью. 4 - в металлокерамическом несъемном частичном протезе используют частичные опорные элементы из сплава III типа. Спайка до облицовки проводится тугоплавким припоем, который плавится горелкой до нанесения керамики. Спайка промежуточной части до керамической облицовки позволяет создать диагональное соединение по середине промежуточной части (рис 27-35), которое является более прочным, чем спайка в проксимальной области соединительного элемента.
и технически более простым. При спайке после облицовки легкоплавкий припой плавится в печи после обжига керамики на несъемном частичном протезе. Спайка после керамической облицовки компенсирует все перемещения зуба а полости рта в период между получением оттиска и наложением реставрации и устраняет значимость любой деформации, которая могла возникнуть в процессе обжига керамики

Рис. 27-35. Диагональный разрез через левый центральный резей (стрелка) позволяет увеличить поверхность для создания паяного соединения с большей прочностью, чем в проксимальной области
Опорный элемент из золота III типа можно соединить с несъемным частичным протезом только методом спайки после облицовки. Золотой сплав III типа расплавится при высокой температуре в процессе обжига керамики, если он был припаян к несъемному частичному протезу до нанесения керамики.
Многие годы паяние проводилось воздушно-газовой паяльной трубкой. С появлением металлокерамических реставраций возникла необходимость паяния в печи. Спаянные в печи соединения после облицовки являются не менее прочными, чем спаянные горелкой соединения до облицовки,» а по данным некоторых исследователей, соединения после облицовки были прочнее. Безусловно, спайка после облицовки имеет особые проблемы. Формовочная масса для паяния, флюс и припой не должны контактировать с керамикой, чтобы исключить цветовое изменение или перелом керамики.
В последние годы разработан третий метод спайки, в котором используют инфракрасное паяльное устройство (Джей Эм Ней, JM Ney Со) . Устройство фокусирует концентрированный пучок инфракрасной энергии от иод-вольфрамовой лампы, которая работает при температуре 3400 X в закрытой камере с контролируемой атмосферой. Между паяными соединениями, полученными с помощью горелки. и инфракрасным методом отсутствуют значительные отличия по пористости и прочности, однако для инфракрасной спайки требуется больше времени, чем для спайки с помощью горелки.
Спайка металлокерамических сплавов до облицовки.
По данным некоторых исследователей, паяные соединения после облицовки являются более прочными, чем при спайке до облицовки.Тем не менее, спайка до облицовки остается более популярной среди керамистов. Это связано с тем. что спайка после облицовки требует больше времени, навыков и внимания, чтобы формовочная масса, флюс и припой не контактировали с керамикой. В противном случае керамика может «позеленеть» или покрыться трещинами. что в свою очередь потребует повторного нанесения керамики и повторной спайки. Кажущееся превосходство паяных соединений после спайки можно также компенсировать тем фактом, что. в отличие от стандартизированного размера соединения в лабораторных исследованиях, клинические соединения после облицовки часто являются более узкими из-за опасения керамиста повредить керамику в результате ее контакта с припоем. В качестве примера здесь представлен металлокерамиче-ский несъемный частичный протез (НЧП) из шести единиц с двумя опорными элементами с одной стороны, изготовленный блоком из пяти единиц НЧП (от клыка до бокового резца), и отдельного второго опорного элемента на клыке для улучшения краевого прилегания проксимальных поверхностей смежных опорных элементов (рис 27-36). Эти реставрации изготавливают так, чтобы поверхности паяного соединения были параллельными, с достаточной сепарацией для оптимальной прочности и минимальной деформации паяного соединения (рис. 27-37).
Для точного переноса в лабораторию положения соединяемых сегментов их фиксируют матрицей из самополиме-риэующейся акриловой пластмассы (Дюралэй) (рис 27-38). Мономер и порошок помещают в разные емкости. Проверяют полное наложение сегментов НЧП и стабильность в полости рта. Нестабильный сегмент удерживают пальцем Рабочую область просушивают сжатым воздухом и изолируют ватными валиками. Одноразовой кисточкой наносят несколько капель мономера между двумя опорными элементами.
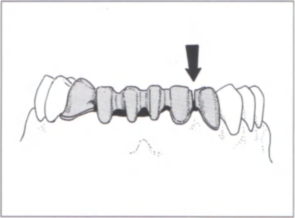
Рис. 27-36. Цельнолитой элемент каркаса НЧП с опорными элементами на правом клыке и левом боковом резце, а также пока отдельный опорный элемент на левом клыке. Вид с вестибулярной стороны. Стрелкой отмечена область спайки
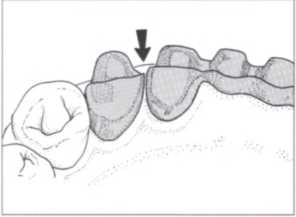
Рис. 27-37. С язычном стороны планируемого паяного соединения (стрелка) показаны сепарация и направление соединяемых поверхностей
Рис. 27-38. Вид с вестибулярной стороны: соединяемые припоем коронки фиксируют самополимеризующеися акриловой пластмассой (Дюралэй)
Рис. 27-39. Пластмассовая матрица между опорными элементами на клыке и боковом резце с язычной стороны
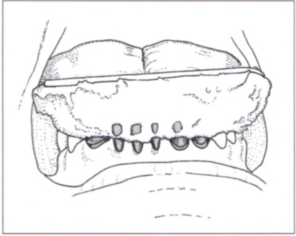
Рис. 27-40. Матрица из быстротвердеюшего гипса на шпателе для языка в полости рта
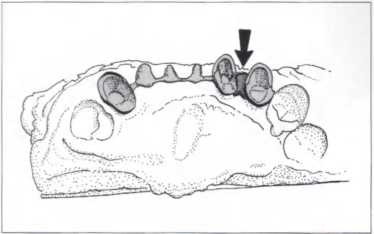
Рис. 27-41. Перевернутый НЧП, окруженный гипсовой матрицей, после удаления из полости рта. Стрелкой указана пластмассовая матрица
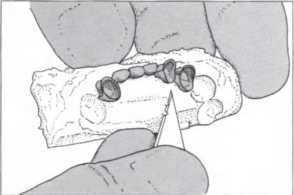
Рис. 27-42. Гипс гравируют, обнажая НЧП

Рис. 27-43. Осторожно гравируют гипс вокруг промежуточной части и каждого опорного элемента.
Затем погружают кисточку в порошок и небольшое количество наносят на соединение. По очереди добавляют небольшие количества жидкости и порошка, обеспечивая постоянное увлажнение материала между опорными элементами. Матрица должна переходить на соседние поверхности обоих опорных элементов (рис, 27-39).
На шпателе для языка получают поддерживающую гипсовую матрицу. Замешивают быстротаердеющий гипс и помещают на увлажненный шпатель, формируя из гипса валик, который направлен вдоль шпателя. Его накладывают на зубы пока гипс остается текучим. При появлении в гипсе трещин материал удаляют, тщательно промывают НЧП и матрицу делают повторно. Матрицу удерживают до полного отверждения гипса (рис 27-40) Без поддержки возможны смещение и оползание гипса, и потребуется переделка. Матрицу удаляют вдоль пути введения опорных элементов. Внимательно проверяют надежное погружение деталей (рис. 27^41).
Поверхность матрицы вокруг НЧП гравируют, обнажая промежуточную часть и опорные элементы (рис 27-42). Осторожно обнажают каждое звено промежуточной части и опорный элемент (рис 27-43). Гравируют вокруг, но не повреждая пластмассу. Еще прочно зафиксированные в гипсе элементы можно оставить так и формовать от гипсовой матрицы по ранее описанной методике. Пластмасса занимает место припоя в паяном соединении. При большом опыте работы с паяными соединениями можно выбрать вариант извлечения элементов из гипса. При интактном состоянии пластмассы замешивают небольшое количество формовочной массы (формовочная масса для паяния Хай-Хит, Уип Микс; Hi-Heat Soldering Investment) и осторожно заполняют опорные элементы на вибростоле (рис 27-44). Для амортизации между вибро-столом и компонентами НЧП помещают пальцы руки. На керамическую или твердую пластмассовую плитку помещают формовочную массу в количестве, достаточном для погружения НЧП (рис. 27-45).
Каркас с заполненными опорными элементами переворачивают и помещают на вершину мягкого валика формовочной массы (рис. 27-46). Легким пальцевым давлением частично погружают склеенные детали каркаса в формовочную массу. Из формовочной массы должна выступать резцовая половина элементов (приблизительно). Немного формовочной массы добавляют на единицы, которые непосредственно не связаны со спайкой (рис. 27-47) Формовочную массу оставляют для отверждения После этого края обрезают, чтобы создать почти равномерный обьем формовочной массы вокруг деталей (рис. 27-48).
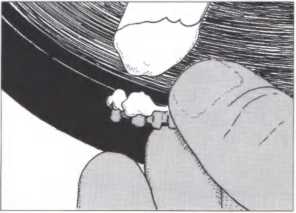
Рис. 27-44. Формовочную массу внос ят в опорные элементы с осторожной вибрацией
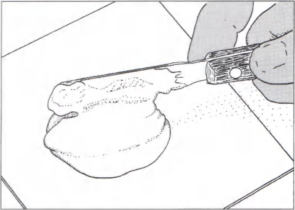
Рис. 27-45. На кафельную плитку наносят валик формовочной массы
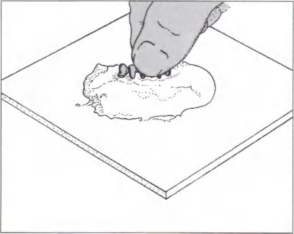
Рис. 27-46. ИЧП погружают в формовочную массу, краями вниз
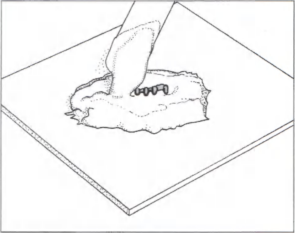
Рис. 27-47. Удаленный от места спайки опорный элемент и промежуточную часть покрывают формовочной массой
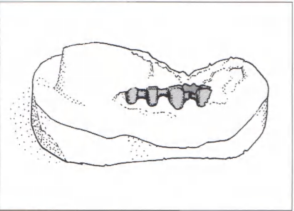
Рис. 27-48. Край блока обрезают для создания равномерного объема формовочной массы
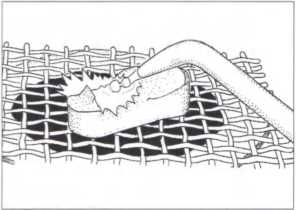
Рис. 27-49. Пламя направляют с язычной стороны блока формовочной массы

Рис. 27-50. Формовочную массу удерживают литеиными щипцами и разбивают ударом по прочной поверхности
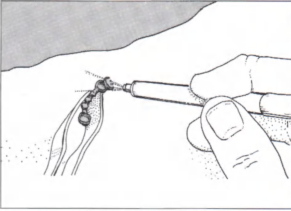
Рис. 27-51. Проводят пескоструйную очистку поверхности отливки частицами оксида алюминия
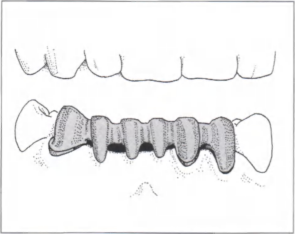
Рис. 27-52. Паяный каркас с вестибулярной стороны во время примерки
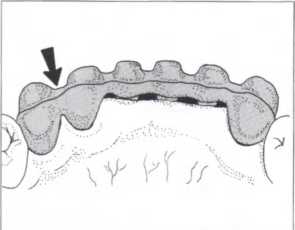
Рис. 27-53. Область спайки с яаычной стороны (стрелка)
Формованные детали предварительно нагревают в муфельной печи до 650-815 °С (в зависимости от параметров печи). При достижении нужной температуры формованный блок литейными щипцами переносят на проволочную сетку или другую огнеупорную поверхность. Несколько кусочков припоя 2 х 3 мм можно поместить в язычной выемке или полоску припоя с помощью гемостатического зажима поместить в промежуточное пространство после его разогревания. Используют припой Олимпик Пре-Солдер (Джеленко; Olympic Pre-Solder), который плавится в пределах 1050-1150 °С. Пламя кислородно-газовой горелки перемещают по формовочной массе до раскаленного состояния блока при удерживании пламени в одной точке несколько секунд. Пламя направляют с язычной поверхности блока формовочной массы (рис. 27-49). Затем направляют горелку на язычную выемку и добавляют припой в щечную выемку. При нагревании припой распространяется по области соединения.
Спаянный НЧП удаляют с треножника и помещают на литейный металлоприемник или другое безопасное место, где никто не сможет прикоснуться к нему и получить ожог После охлаждения до комнатной температуры формовочную массу разламывают, взяв ее литейными щипцами и ударив о дно литейного металлоприемника или жаростойкую поверхность (рис. 27-50). НЧП освобождают от частиц формовочной массы и очищают. Проводят воздушно-абразивную обработку поверхности частицами оксида алюминия 50 мкм (рис. 27-51).
Во время примерки реставрации (рис. 27-52) закрытие краев должно происходить без какого-либо дополнительного усилия. Проверяют отсутствие сдавливания межзубного сосочка с вестибулярной и особенно с язычной стороны (рис 27-53 > При его наличии реставрацию удаляют из полости рта и освобождают травмируемую область.
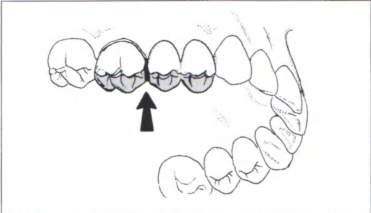
Рис. 27-54. Металлокерамический несъемный частичный протез из трех единиц на верхнюю челюсть. Стрелкой указана область спайки между премоляром промежуточной части и опорным элементом на моляре
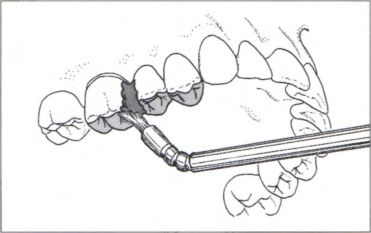
Рис. 27-55. Одноразовой кисточкой наносят мономер и порошок между опорным элементом и промежуточной частью
Спайка металлокерамических сплавов после облицовки.
Данная методика предназначена для спайки золото-палладиевого сплава (Олимпия, Джеленко; Olympia). С материалом Олимпия спайка как до, так и после облицовки обеспечивает более прочное соединение, чем это было ранее возможно с материалом Джеленко «О». Все этапы нанесения керамики, включая глазурование, должны бьиь закончены до процесса спайки. Припой (Альборо Эл Эф (легкоплавкий), Джеленко; Alboro LF) плавится в пределах 710-740 “С и используется с флюсом M2Q-129 (Видент).
Все элементы каркаса примеряют в полости рта и при необходимости корректируют. Эта методика часто используется непреднамеренно, то есть изготовление несъемного частичного протеза завершают, рассчитывая зафиксировать его без каких-либо примерок, проверив только его наложение. Для сепарации очень тонким диском (0,23 мм) (Абразивные диски Ультра-Тин, Дедеко; Ultra-Thin) выбирают самое лучшее соединение с точки зрения эстетики, прочности, или обоих параметров.
НЧП удаляют из полости рта. Соединение разрезают диском на шлиф-моторе. Это позволяет удерживать НЧП двумя руками и сохранять устойчивое положение диска, что определенно невозможно, если он установлен в наконечнике. Эти диски очень легко ломаются. После сепарации протеза на две части отдельно проверяют прилегание опорных элементов в полости рта. После этого продолжают этап спайки. Матрицу для спаики можно изготовить из быстротвердеющего оттискного гипса, пластмассы или цинкоксидэвгеноловой пасты для регистрации прикуса, как было описано ранее.
Поверхности спайки на коронке шлифуют экстратонкими бумажными дисками. Крокус или полировочные смеси не используют. Область спайки отмечают карандашом № 2, который является антифлюсом. Повторно устанавливают элементы несъемного частичного протеза в полости рта (рис. 27-54). После полного наложения двух элементов НЧП в две отдельные емкости помещают мономер и порошок пластмассы. Область просушивают сжатым воздухом и изолируют ватными валиками. Одноразовой кисточкой наносят мономер между опорным элементом и промежуточной частью.
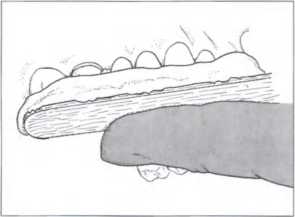
Рис. 27-56. Для поддержки гипсовой матрицы используют шпатель для языка
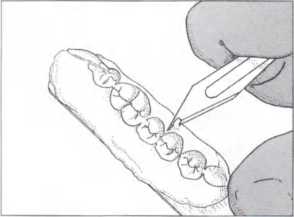
Рис. 27-57. Матрицу гравируют до плоской поверхности с поверхнос тными отпечатками
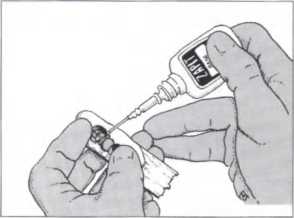
Рис. 27-58. В область соединения наносят жидкость циан-акрилатной пластмассы Запит
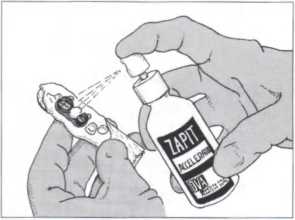
Рис. 27-59. На соединение наносят спрей катализатора Запит.
.
Затем кисточку погружают в порошок пластмассы и наносят небольшое количество на соединение. Поочередно добавляют небольшие порции жидкости и порошка, обеспечивая постоянное увлажнение материала между опорным элементом и промежуточной частью. Матрицу моделируют с переходом на смежные поверхности двух элементов каркаса (рис. 27-55).
На шпателе для языка получают вторичную гипсовую матрицу. На влажный шпатель наносят быстротвердеющий гипс и формируют валик вдоль шпателя Пока гипс остается жидким, его накладывают на зубы Матрицу стабилизируют до полного отверждения гипса (рис. 27-56). Матрицу удаляют вдоль пути введения протеза на опорные зубы.
Гравируют поверхность матрицы вокруг элементов НЧП, создавая плоскую поверхность с поверхностными отпечатками (рис 27-57). Повторно собирают элементы НЧП на гипсовой матрице. При подвижности пластмассовой матрицы ее точно располагают между сегментами НЧП без зазоров Неподвижно удерживая детали, наносят жидкость циан-акрилатной пластмассы (Запит, Дентал Венчерс оф Америка; Zapit, Dental Ventures of America) внутрь и вокруг соединения (рис. 27-58). Затем над соединением наносят спрей катализатора Запит (рис. 27-59). Запит является материалом выбора при изготовлении матрицы на модели в лабораторий, но его не следует использовать в полости рта, так как его безопасность не доказана. Материалом выбора для работы в полости рта является Дюралэй. Для предупреждения загрязнения формовочной массой керамической облицовки, покрывающей большую часть несъемного частичного протеза, на десневую треть или половину вестибулярной поверхности опорных элементов и промежуточной части наносят слой воска цвета слоновой кости толщиной 1 мм (рис. 27-60). На этом этапе и в дальнейшем воск должен перекрывать металл на 1 мм. Реставрацию переворачивают и наносят слой воска на десневые и язычные поверхности промежуточной части (рис 27-61).
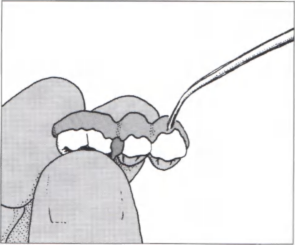
Рис. 27-60. Десневой сегмент вестибулярной поверхности НЧП покрывают воском толщиной 1 мм
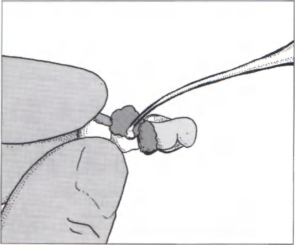
Рис. 27-61. Десневую поверхность промежуточной части покрывают воском
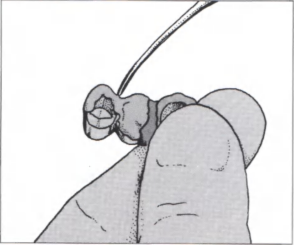
Рис. 27-62. Открытый керамический уступ покрывают воском
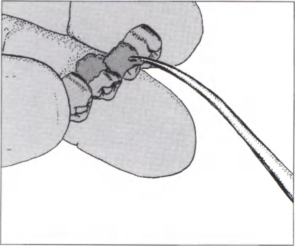
Рис. 27-63. Воск добавляют в области паяного соединения для улучшения доступа для припоя.
Обращают внимание, чтобы воск изолировал открытую часть керамики в области керамического уступа (рис 27-62). Воск добавляют в области соединения, чтобы обеспечить доступ для припоя после формовки реставрации (рис. 27-63).
Замешивают небольшое количество формовочной массы для паяния и на вибростоле осторожно заполняют коронки (рис. 27-64). Проверяют, чтобы металлокерамические коронки были полностью заполнены формовочной массой, так как она обеспечивает основную поддержку коронок в блоке. Следует избегать прямой вибрации элементов каркаса, чтобы предупредить отделение коронок. На плоской поверхности формируют валик из формовочной массы (рис. 27-65) и устанавливают перевернутый НЧП, краями вниз, в формовочную массу (рис. 27-66). Формовочную массу направляют шпателем для покрытия наиболее выступающих участков язычной поверхности опорных элементов и промежуточной части (рис 27-67).
После отверждения формовочную массу обрезают до 3 мм от элементов каркаса. По всему периметру формованного блока зуботехническим ножом с лезвием № 25 делают широкий скос (рис. 27-68). Затем с язычной стороны гравируют V-образную выемку для создания достаточного доступа к паяному соединению (рис. 27-69). Воск смывают кипящей водой, При погружении НЧП в формовочную массу воск препятствует контакту формовочной массы с керамикой фис 27-70). После удаления воска появляется свободное пространство вокруг керамики, в том числе для цельнокерамических уступов (рис. 27-71).
Формованные элементы каркаса помещают перед печью для обжига керамики для медленного нагревания в течение 10 мин. Открывают муфель печи (=540 °С) и нагревают еще 5 мин.
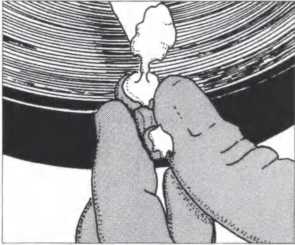
Рис. 27-64. Коронки наполняют формовочной массой для паяния
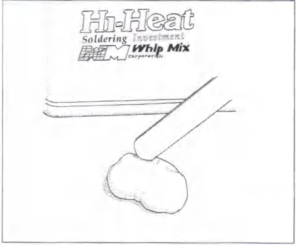
Рис. 27-65. Формовочную массу лля паяния помещают на плоскую поверхность
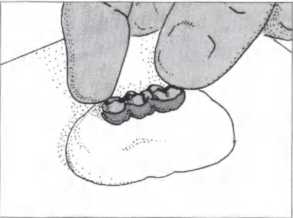
Рис. 27-66. НЧП погружают в формовочную массу
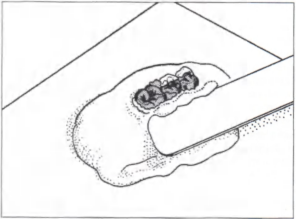
Рис. 27-67. Формовочную массу наносят на язычные поверхности НЧП

Рис. 27-68. Формовочную массу обрезают, оставляя 3 мм вокруг элементов каркаса. По всему блоку делают скос
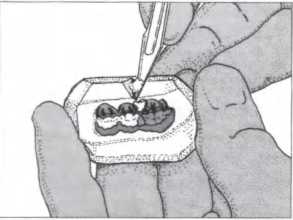
Рис. 27-69. На язычной поверхности гравируют V-образную выемку
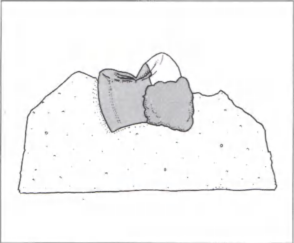
Рис. 27-70. Слой воска разделяет формовочную массу и керамику
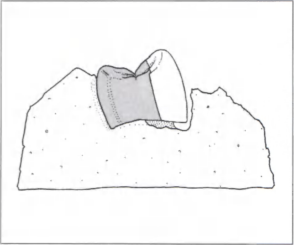
Рис. 27-71. После удаления воска пространство между керамикой и формовочной массой защищает керамику
В области паяного соединения помещают пару кусочков обработанного флюсом припоя 2x3 мм, чтобы они контактировали только с металлическим каркасом несъемного частичного протеза. Элементы каркаса помещают в печь, включают вакуум и повышают температуру на 42 “С/мин до 815 “С. Проверяют завершение спайки элементов каркаса. Если припой еще не расплавился, температуру в печи повышают до 870 °С. Окончательная температура может меняться в зависимости от припоя. Следует использовать припой, рекомендованный производителем для применяемого сплава.
Отключают вакуум и извлекают формованный несъемный частичный протез из печи. Каркас оставляют для охлаждения до комнатной температуры. Его нельзя закалять, так как возможен перелом керамики. После охлаждения несъемного частичного протеза удаляют формовочную массу. Керамику покрывают маскировочной лентой и проводят пескоструйную обработку НЧП.
Спайку несъемных частичных протезов из основных металлов можно проводить золотым припоем аналогично золото-палладиевым металлокерамическим спавам. Спайка реставраций из сплавов основных металлов возможна, но является технически чувствительной, с переменными результатами. Причиной считают перегревание металлического субстрата и избыток флюса, или, по данным других авторов, поверхностные оксиды. Для решения этой проблемы предлагалось использование закрытых вакуумных печей, и исследования Lima Verde и Stein подтвердили, что средние показатели прочности на разрыв на 40 % превышали параметры для спайки на воздухе А’ Туго- и легкоплавкие припои способны создавать соединения с достаточной прочностью на разрыв, которая не снижается в коррозионной среде.
Золотой припой, используемый с хромоникелевым сплавом высокого удельного сопротивления, препятствует коррозии, в то время как серебряный припой при использовании того же сплава допускает коррозию. Соединения серебряного припоя становятся пористыми по границе между припоем и хромоникелевым субстратом. С золотым припоем этого не происходит.
Нежесткие соединительные элементы.
Нежесткие соединительные элементы предназначены для уменьшения нагрузки или компенсации аномального расположения опорных элементов несъемного частичного протеза. Они имеют форму ласточкина хвоста (матрицы-патрицы), расщепленной промежуточной части (соединительный элемент внутри промежуточной части), или конических штифтов.
Форма ласточкина хвоста.
При изготовлении несъемного частичного протеза с нежестким соединительным элементом необходимо выровнять путь введения матрицы по дистальному опорному элементу. Этот метод лучше всего подходит для уменьшения нагрузки в среднем отделе промежуточной части большой протяженности.
На рабочей модели изготавливают восковую модель опорного элемента на промежуточный опорный зуб. При использовании пластиковых заготовок патрицы и матрицы (пластиковая модель в форме ласточкина хвоста, Стернголд, PD, plastic dovetail, APM-Sterngold) (рис 27-72), на дистальной поверхности восковой модели гравируют глубокую коробчатую полость с целью создания пространства для пластиковой модели матрицы. При подготовке коробчатой полости на дистальной поверхности этого опорного элемента обязательными условиями являются достаточная глубина и параллельный путь введения.
Рабочую модель с восковым моделированием помещают на столик параллелометра. Соединяют матрицу и патрицу соединительного элемента и фиксируют сердечник, выходящий из верхней части патрицы, в вертикальном шпинделе параллелометра. Столик параллелометра наклоняют, чтобы сердечник и замковое крепление были параллельны пути введения дистального опорного элемента. Затем опускают пластиковую модель до середины восковой модели опорного элемента и фиксируют ее положение липким воском (рис 27-73). Патрицу удаляют и завершают восковое моделирование промежуточного опорного элемента плавным переходом дистальной поверхности в матрицу.

Рис. 27-72. Нежесткий соединительный элемент состоит из патрицы и матрицы. Матрица погружается в проксимальный контур опорного элемента, а патрица является продолжением промежуточной части (Ид Shillingburg и Fisher.)
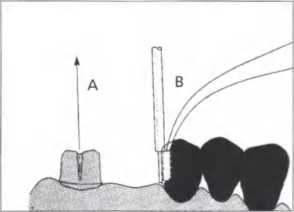
Рис. 27-73. Модель наклоняют, чтобы путь введения дистального опорного элемента (А) был параллелен сердечнику (В), выходящему из блока патрица-матрица. Деталь матрицы фиксируют к восковой модели опорного элемента с помощью параллелометра, чтобы сохранить это соотношение (Из Shillingburg и Fisher.).
Затем смоделированную деталь формуют, прокаливают и отливают. После очистки и воздушно-абразивной обработки отливки осторожно срезают часть матрицы, которая возвышается над окклюзионной поверхностью. Литой каркас устанавливают на рабочей модели и в матрицу вводят пластиковую заготовку патрицы. На этом этапе восковую модель промежуточной части фиксируют к пластиковой патрице. Завершают моделирование промежуточной части, удаляют ее с рабочей модели, формуют, прокаливают и отливают. После извлечения отливки из формовочной массы сердечник и всю лишнюю верхнюю часть патрицы осторожно удаляют на уровне с матрицей.
При изготовлении полупрецизионного замкового крепления вначале завершают восковое моделирование промежуточного опорного элемента. На дистальной поверхности восковой модели бором № 170L препарируют матрицу или Т-образное углубление. Путь введения матрицы можно проверить по пути введения опорного элемента на дистальный опорный зуб с помощью параллелометра или визуально. После отливки восковой модели из золота ее устанавливают на рабочую модель. Бором № 169L или 170L уточняют и сглаживают препарированную коническую матрицу в литом каркасе. Литой каркас смазывают и моделируют патрицу, заполнив матрицу акриловой пластмассой. После полимеризации акриловую патрицу прикрепляют к восковой промежуточной части. Восковую модель промежуточной части с пластмассовой патрицей затем удаляют, формуют, прокаливают и отливают. Для предупреждения чрезмерной подвижности и напряжения в этом несъемном частичном протезе обязательным условием является точное прилегание, поэтому жесткий передний сегмент из трех единиц соединяют до примерки.
Во время примерки отдельно проверяют прилегание каждой единицы. Затем накладывают все единицы: передний элемент из трех единиц и дистально связанная с ним замковым креплением промежуточная часть, промежуточный опорный элемент и дистальный опорный элемент. Для всех единиц изготавливают матрицу для спайки из цинкок-сидэвгеноловой пасты для регистрации прикуса или быстротвердеющего гипса для оттисков. Две дистальные единицы вводят в соответствующие углубления и формуют для спайки.
В следующее посещение спаянные элементы примеряют в полости рта и при необходимости проводят окклюзионную коррекцию. При цементировании вначале накладывают три единицы медиального сегмента (рис 27-74) и непосредственно после этого - две единицы дистальной части. В матрицу цемент не вводят (рис. 27-75).
Расщепленная промежуточная часть.
Это замковое крепление полностью располагается в промежуточной части. Оно особенно подходит при наклоне опорных зубов, когда для обычной матрицы в форме ласточкина хвоста необходимо препарирование большой коробчатой полости на дистальной поверхности промежуточного опорного элемента.Вначале изготавливают восковую модель из трех единиц переднего сегмента (медиальный опорный элемент - промежуточная часть - промежуточный опорный элемент) с прикреплением дистального плеча к промежуточному опорному элементу. Снизу плечо моделируют как контактирующую с тканями промежуточную часть (которой оно фактически является). С помощью параллелометра ориентируют деталь матрицы или патрицы пластиковой заготовки в форме ласточкина хвоста (см. рис 27-72), направленной в окклюзионную сторону. Этот сегмент должен выравниваться (разделяться) по дистальному опорному элементу.

Рис. 27-74. Вначале цементируют медиальный сегмент с матрицей
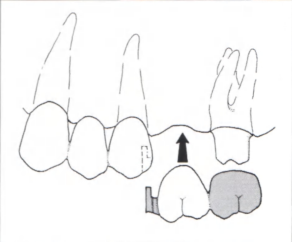
Рис. 27-75. Непосредственно после этого фиксируют дистальный сегмент с патрицей
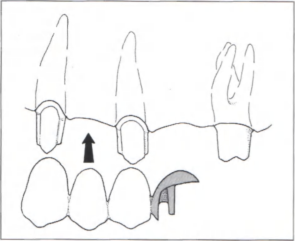
Рис. 27-76. Зацементированный вначале медиальный сегмент включает в себя дигтальныи опорный десненои фраг мент промежуточной части

Рис. 27-77. При цементировании дистального опорного элемента дистальный сегмент промежуточной части покрывает медиаьно-десневой фрагмент промежуточной части
Медиальный сегмент из трех с половиной единиц формуют, прокаливают и отливают. После предварительного шлифования литой сегмент устанавливают на рабочей модели. Пластиковую модель замкового крепления вводят в него (если отлита матрица) или на него (если патрица находится на основании промежуточной части и направлена вверх). Из воска моделируют дистальный опорный элемент и две третьих промежуточной части. Промежуточная часть может быть металлокерамической, но по краю керамики должна быть узкая полоса металла. Проводят примерку в полости рта, выполняя необходимую коррекцию. Вначале цементируют медиальный сегмент (рис. 27-76) и непосредственно за ним - дистальный сегмент (рис. 27-77). Между двумя сегментами промежуточной части цемент не вносят.
Поперечный штифт и крыловидная часть.
Поперечный штифт и крыловидная часть являются рабочими элементами двухкомпонентной системы промежуточной части, которая позволяет жестко зафиксировать два сегмента после цементирования опорных элементов на соответствующих опорных зубах. Эта форма замкового крепления применяется в первую очередь для компенсации несоответствия продольных осей опорных зубов. Путь введения для каждого опорного зуба формируют параллельно продольной оси этого зуба.
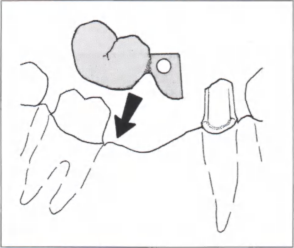
Рис. 27-78. Вначале цементируют дистальный опорный элемент с крыловидной частью
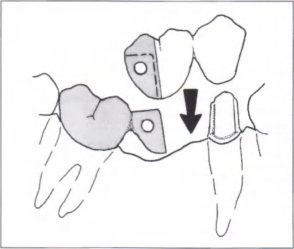
Рис. 27-79. В заключение накладывают сегмент с опорным элементом и промежуточной частью
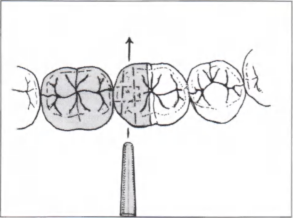
Рис. 27-80. Конический штифт проходит через промежуточную часть, крыловидную часть и вновь через промежуточную часть
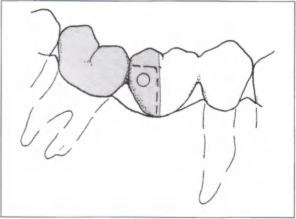
Рис. 27-81. Окончательный несъемный частичный протез с поперечным штифтом и крыловидной частью
К медиальной поверхности восковой модели дистального опорного элемента прикрепляют вертикальную крыловидную часть, вырезанную из пластинки базисного воска. Крыловидная часть моделируется параллельно пути введения медиального опорного элемента, выступает медиально от дистального опорного элемента на 3 мм, имеет вестибулярно-язычную толщину 1 мм, находится на расстоянии 1 мм от окклюзионной поверхности и по нижнему краю повторяет нужный контур промежуточной части.
Дистальный опорный элемент с крыловидной частью формуют, прокаливают и отливают. Опорный элемент устанавливают на модели и в крыловидной части спиральным сверлом в прямом наконечнике фрезеруют отверстие 0,7 мм. В отверстие помещают графитовый стержень карандаша диаметром 0,7 мм и вокруг стержня и крыловидной части проводят восковое моделирование. Графитовый стержень извлекают, удаляют восковую модель опорного элемента и промежуточной части и вновь вводят графитовый стержень 0,7 мм в отверстие промежуточной части для сохранения просвета отверстия во время формовки и отливки.
На рабочей модели соединяют две части несъемного частичного протеза. Конической машинной разверткой 8/0 формируют гладкое коническое отверстие через промежуточную часть и крыловидную часть, следуя по направляющему отверстию, полученному с помощью карандашного грифеля 0,7 мм..
Штифт отливают из сплава, из которого был изготовлен несъемный частичный протез. Для получения формы в детали из алюминия можно создать отверстие машинной разверткой и заполнить его самополимеризующейся пластмассой (Дюралэй). Можно получить оттиск машинной развертки поливинилсилоксановым оттискным материалом и заполнить его пластмассой или расплавленным воском Затем деталь формуют, прокаливают и отливают. Штифт должен быть достаточной длины, чтобы пройти через блок промежуточной части и крыловидной части Проверяют прилегание штифта к элементам каркаса.
Вначале цементируют опорный элемент с крыловидной частью (рис. 27-78), затем сегмент опорного элемента с промежуточной частью (рис. 27-79). Штифт вводят в отверстие с помощью пробойника и деревянного молотка (рис 27-80). Лишнюю длину штифта удаляют с вестибулярной и язычной сторон. При необходимости удаления части этого несъемного частичного протеза в дальнейшем штифт можно извлечь и работать с элементами каркаса отдельно. Для этой методики не требуются специальные заготовки, и готовый протез является полностью жестким (рис. 27-81).