За многие годы было предложено множество вариантов решения этой проблемы. До появления воздушно-турбинных наконечников опорные вкладки использовались отчасти для сохранения тканей зуба, а также для экономии рабочего времени. Некоторые стоматологи пытались минимизировать проблему за счет сокращения одного опорного элемента и изготовления консольного несъемного частичного протеза. Несмотря на допустимость этого типа реставраций в ограниченном ряде случаев, его бесконтрольное применение может стать причиной осложнений, которые сопровождаются денежными расходами на последующую замену и утратой пародонтальной опоры у ранее здоровых зубов. Другие специалисты, чтобы избежать нежелательной деструкции твердых тканей зубов, пытались использовать односторонние частичные съемные протезы, но ретенция и стабильность этих реставраций обычно оставляют желать лучшего. Кроме того, они представляют опасность аспирации при снятии.
Впервые описанный Buonocore в 1955 г. метод кислотного протравливания эмали для улучшения ретенции пластмассы оправдал себя как менее деструктивный способ фиксации несъемного частичного протеза к зубам. Ibsen первым описал методику фиксации промежуточной части из акриловой пластмассы к непрепарированному зубу с помощью адгезивной композитной пластмассы. С тех пор многие используют эту методику, но она, вероятно, лучше всего подходит для изготовления провизорной реставрации на длительный срок или промежуточного замещения утраченного зуба.
Металлический каркас.
Логическим продолжением эволюции этого типа реставрации было добавление металлической основы и «крыловидных» опорных элементов на опорные зубы. Следующая классификация адгезивных частичных несъемных протезов (мостовидный протез Рошета, мостовидный протез Мэриленд, НЧП с литой сеткой, мостовидный протез Вирджиния) в большей степени является отражением техники обработки металлической поверхности. Конструкция продолжает развиваться почти четверть столетия.
Мостовидный протез Рошета.
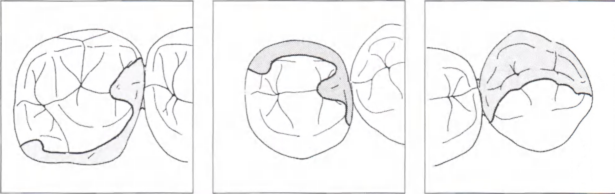
Считается, что Рошет (Rochette) в 1973 г. первым применил крыловидные опорные элементы с воронкообразными перфорациями для увеличения ретенции пластмассы (рис.28-1) и для создания адгезии к металлу объединил механическую ретенцию с силановым сцепляющим материалом. Перфорированный опорный элемент стал стандартной формой, которая применялась для несъемных частичных протезов в области передних и жевательных зубов.
Мостовидный протез типа Мэриленд.
Livaditis и Thompson исходили из того, что ретенционные пластмассовые «заклепки», выходящие через перфорированный каркас, увеличивают напряжение, а также износ и краевую проницаемость, что снижает их долговечность.Они адаптировали методику электрохимической ямочной коррозии, которую Dunn и Reisbeck использовали в исследовании адгезии керамики к сплавам основных металлов.Tanaka и соавт. использовали аналогичный метод при создании ямочной коррозии металла для ретенции фасеток из акриловой пластмассы на металлических колпачках.
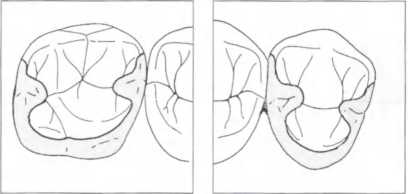
Livaditis и Thompson использовали 3,5 % раствор азотной кислоты с электрическим током 250 мА/см в течение 5 мин, затем погружали в 18 % раствор соляной кислоты вультразвуковую ванну на 10 мин, чтобы протравить внутренние поверхности цельных опорных элементов адгезивных несъемных частичных протезов, отлитых из основных металлов (рис. 28-2). Этот тип протеза с протравленной металлической поверхностью часто называют мостовидным протезом Мэриленд (Maryland). По данным авторов, прочность соединения пластмассы с металлом составила 27,3 МПа, по сравнению с прочностью соединения пластмассы с эмалью 8,5-9,9 МПа. Растворы кислот и методика были специфичными для используемого в исследовании хромоникелевого сплава, не содержащего бериллий В дальнейшем Thompson и соавт. сообщили об аналогичных результатах для хромоникелевого сплава с содержанием бериллия после обработки 10 %-ной серной кислотой при 300 мА/см и тех же этапах очистки. По данным Dhillon и соавт., ретенция поверхности после электрохимического протравливания в 2,9 раза выше, чем у перфорированной. Тенденция к увеличению ретенции у протравленных опорных элементов была установлена Sloan и соавт, но они также отметили значительные отклонения в результатах для различных лабораторий и различных опорных элементов. В дальнейшем это подтвердили Hussey и соавт.
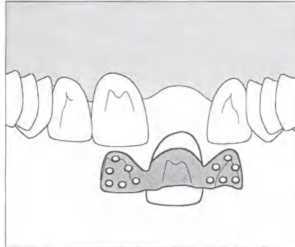
Рис. 28-1. В металлических опорных элементах адгезивного несъемного частичного протеза Рошета дя ретенции используют множественные перфорации
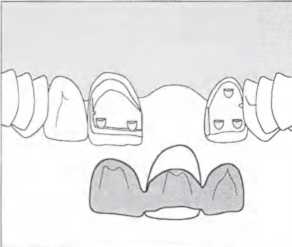
Рис. 28-2. Протравленная внутренняя поверхность цельных металлических опорных моментов обеспечивает ретенцию адгезивного несъемного частичного протеза Мэриленд
McLaughlin предложил более быстрый метод протравливания опорных элементов при погружении их в емкость с раствором серной и соляной кислот, помещенную в активированную ультразвуковую ванну на 99 с при одновременном прохождении электрического тока через несъемный частичный протез и раствор. В последующем исследовании in vitro ретенция образцов опорных элементов, обработанных по одно- и двухэтапной методике, оказалась одинаковой.
Электрохимическое протравливание является технически чувствительным. При чрезмерном протравливании происходит электрополирование поверхности, и загрязнение поверхности снижает прочность соединения. В связи с непредсказуемостью методики протравливания и ее зависимостью от применения с определенными сплавами основных металлов последние несколько лет интерес представляют альтернативные методы обработки металлических поверхностей для ретенции с адгезивными пластмассами.
Разработаны другие методики обработки поверхности. По данным Livaditis, приемлемые результаты обеспечивает неэлектролитический метод обработки никель-хромо-бериллиевого сплава в протравливающем растворе в течение 1 ч на водяной бане при 70 °С. Doukoudakis заменил электрохимическое протравливание вариантом химического протравливания стабильным гелем царской водки.
Некоторые исследователи отметили незначительное ухудшение или незначительное улучшение ретенции при химической обработке кислотным гелем по сравнению с электрохимическим протравливанием. По данным других авторов, электрохимически протравленные металлы обладали большей ретенцией.Для работы с кислотным гелем не требуется специальное оборудование, и протез можно изготовить и адгезивно зафиксировать в течение двух клинических этапов. Обработку можно провести как в лаборатории, так и в стоматологической клинике. К сожалению, при использовании ненаполненных или наполненных композитных пластмасс результаты могут не соответствовать другим протравливающим средствам.
Ретенция опорных элементов, обработанных пиролизным силаном (Силикоутер, Кульцер), увеличивалась на 47-104 %, по сравнению с обработкой одним протравливанием,и на 23-124% превышала ретенцию опорных элементов после обработки другими системами адгезивного соединения композитного материала и металла . Пескоструйная обработка металла частицами размером 250 мкм в сочетании с силаном значительно повышает прочность адгезии.
Несъемный частичный протез с литой сеткой.
Существуют методы создания шероховатой поверхности до отливки сплава, а также после отливки без протравливания. На рабочей модели язычные поверхности опорных зубов можно покрыть решетчатой нейлоновой сеткой (Клетт-О-Бонд, Денерика; Klett-O-Bond). Затем ее покрывают воском и включают в восковую модель опорных элементов, и после отливки внутренняя поверхность опорных элементов становится сетчатой . Это исключает необходимость протравливания и позволяет использовать сплавы благородных металлов.Эластичность материала затрудняет его точную адаптацию к опорному зубу, и при затекании жидкого воска в сетку поднутрения блокируются и ее ретенционная способность уменьшается.
Мостовидный протез типа Вирджиния.
Moon и Hudgins и соавт изготовили опорные элементы с шероховатыми поверхностями за счет введения кристаллов соли в модели опорных элементов для создания шероховатости на внутренней поверхности. По этой методике, также известной как метод замены соли при изготовлении мостовидных протезов типа Вирджинии, контур каркаса на штампе отмечают восковым карандашом и область адгезивного соединения покрывают вначале спреем для моделей, а затем смазочным средством. Просеянные кубические кристаллы соли (NaCI) размером 149-250 мкм (Набор для методики Вирджиния, Ричмонд; Virginia Technique Kit, Richmond) посыпают на обозначенную область. Опорные элементы изготавливают из моде-лировочной пластмассы, оставляя край без кристаллов шириной 0,5-1 мм вокруг обозначенной области После полимеризации пластмассы конструкцию удаляют с модели, очищают в растворителе и затем помещают в воду в ультразвуковой ванне для растворения кристаллов соли При этом на поверхности остаются кубические ушубления, которые воспроизводятся в литых опорных элементах, обеспечивая ретенцию для частичного несъемного протеза Результаты последующих исследований показали, что ретенция опорных элементов, изготовленных по этой методике, была на 30-150 % выше, чем после электрохимической обработки, в зависимости от используемой пластмассы. Воздушно-абразивная обработка оксидом алюминия использовалась как самостоятельный метод обработки поверхности или как предварительный этап в других методиках. Tanaka и соавт. проводили воздушно-абразивную обработку частицами оксида алюминия 50 мкм при подготовке литых кобальтохромовых каркасов к адгезивной фиксации пластмассой 4-МЕТА. Здесь отличие больше состояло не в обработке металлической поверхности, а в адгезивных свойствах цемента. Для хромоникелевых сплавов также требуется окисление разведенным раствором серной кислоты и перманганата калия.
Tanaka и соавт. также смогли создать подходящую поверхность для сцепления с той же 4-МЕТА-пластмассой, индуцируя теплоаккумулированное отложение оксида меди на сплавах благородных металлов в сочетании с воздушно-абразивной обработкой частицами оксида алюминия 50 мкм. По данным Wiltshire, по эффективности воздушно-абразивная обработка оксидом алюминия с размером частиц 250 мкм не имела значительного отличия от электрохимического протравливания, в то время как в других исследованиях ретенция после воздушно-абразивной обработки частицами оксида алюминия 250 мкм была выше, чем при электрохимическом протра-вливании.
Композитные цементы.
Первые реставрации с адгезивной фиксацией были разработаны Ротиетом (Rochettev Это были шины, которые фиксировались на протравленной эмали ненаполненной пластмассой, полиметилметэкрилатом (Sevriton), на основании публикации Laswell и соавт. Несмотря на то что целое поколение адгезивньх несъемных частичных протезов получило название мостовидные протезы Рошета, в них использовались только перфорированные опорные элементы, разработанные Рошетом, и игнорировалось силановое сцепление, благодаря которому он улучшил адгезию пластмассы к металлическому каркасу.
С перфорированными опорными элементами использовались ненаполненные/нагюлненные композитные пластмассы (Адаптик/адгезив Адаптик, Джонсон и Джонсон, Adaptic/ Adaptic Bonding agent, I8J Dental Products Со и композит Консайз и адгезивная система для эмали, ЗМ; Concise и Enamel Bond System). Затем, вскоре после разработки электролитического протравливания был предложен модифицированный ненаполненный/наполненный композитный материал с тонкой толщиной пленки специально для фиксации адгезивных несъемных частичных протезов.
Следующим шагом было создание «химически активных (адгезивных) композитных цементов- 4-МЕТА, или 4-метакрилоксиэтил тримеллитата ангидрид (Си энд Би Метабонд, ПаркеллИ и MDP, или 10-метакрилоилоксидецил дигидрогена фосфат (Панавиа ИЭкс, Курарей, Panavia EX, Kuraray Со). Прочность соединения этих цементов основана на адгезии к металлу, а не микроретенции на поверхности металла. Протравливание больше не требовалось.
Таким образом, воздушно-абразивная обработка мелкими частицами оксида алюминия (50 мкм или меньше) стала частью этапа очистки металлической поверхности при подготовке к химической адгезии, а не механизмом получения шероховатой поверхности с микроскопическими поднутрениями для пластмассы. После гальванопокрытия оловом благородные металлы идеально подходят для адгезивного соединения. В исследовании Imbery и соавт, наибольшая прочность адгезии установлена для золотопалладиевого сплава (Олимпия, Джеленко) после воздушно-абразивной обработки, гальванопокрытия оловом, фиксации с помощью наполненной bis-GMA-пластмассы и мономера фосфатного эфира (Панавиа ИЭкс) и никель-хром-бериллие-вого сплава (Рексиллиум III, Дженерик/Пентрон; Rexillium III, Generic/Pentron) после воздушно-абразивной обработки, силанизации по технологии Силикоутер и фиксации пластмассой 4-МЕТА (Си энд Би Метабонд, Паркелл) Breeding и Dixon представили аналогичные результаты: прочность связи при сдвиге для высокоблагородного сплава (Олимпия) и благородного сплава (Джелстар, Дженерик/Пентрон; Jelstar) соответствовала сплаву основных металлов (Рексиллиум III).
Преимущества и недостатки.
Существуют ситуации, когда адгезивные несъемные частичные протезы можно (или не следует) использовать, а также факторы, которые необходимо учитывать при выборе варианта замещения отсутствующего зуба.
Преимущества.
Низкая стоимость. Возможно, теперь это не так существенно, как считалось прежде, когда препарирование для этой методики было минимальным или не проводилось вообще. Однако при увеличении элементов препарирования требуется больше рабочего времени и навыков стоматолога, и разница в стоимости традиционного и адгезивного несъемного частичного протезов уменьшилась.
Не требуется обезболивание. Анестезия не требуется, так как большая часть препарирования проводится в эмали.
Наддесневые края. Наддесневое расположение края можно использовать для традиционных опорных элементов, и оно является обязательным для адгезивного несъемного частичного протеза.
Минимальное препарирование зуба. По этой методике удаляется небольшой объем твердых тканей зуба, что делает ее более консервативной и уменьшает вероятность проблем с интактными опорными зубами.
Возможность повторной фиксации. Адгезивные несъемные частичные протезы можно повторно зафиксировать, если при расцементировании реставрации не образовались трещины или изгиб крыловидных элементов или расширений на осевых поверхностях Как правило, один опорный элемент отделяется раньше другого. Если это остается мевыявленным в течение определенного времени, под опорным элементом может развиться кариес и потребуется изготовление нового, традиционного несъемного частичного протеза. Однако при достаточно раннем обнаружении расцементирования еще удерживаемый опорный элемент необходимо удалить без повреждения зуба или реставрации. Это может быть достаточно сложным, если зуб был правильно препарирован. Описано удаление адгезивных реставраций с помощью специально разработанных насадок для ультразвукового скейлера. Насадку KJS с формой прямого долота применяют для создания перелома в пластмассе вдоль режущего фая, а у десневого края используют насадку KJS в форме изогнутого долота.
Недостатки.
Необратимость. Для используемых в настоящее время адгезивных несъемных частичных протезов требуется удаление слишком большого объема твердых тканей зуба, чтобы считать ситуацию необратимой. Действительно ли это недостаток - является спорным, но тема затронута только для того, чтобы напомнить о необходимости правильного препарирования зуба.
Неопределенная долговечность. Конструкция адгезивного несъемного частичного протеза не является новой и совершенно не испытанной, но по-прежнему существует определенное сомнение по поводу долговечности протеза этого типа. Результаты 27 исследований долговечности адгезивных НЧП представлены в табл. 28-1. В исследовании Marmello и соавт уровень успешных результатов снижался от 95 % через В мес до 91 % через 6 мес,81,5 % через 1 год и 73 % через 18 мес.
По данным обзора приблизительно 60 публикаций, показатель клинической долговечности адгезивных НЧП через 4 года составил 74 %. Для сравнения в аналогичном исследовании.
Kerschbaum и Gaa из 552 традиционных несъемных частичных протезов из трех единиц через 4 года продолжали функционировать 96 %. В другом исследовании 487 опорных элементов металлокерамических несъемных частичных протезов через 18-23 года после их наложения уровень успешных результатов составил 95 % ® Несмотря на то что более высокий уровень выживаемости, несомненно, вселяет больше уверенности, следует помнить, что эти исследования проводились на раннем этапе развития конструкции. Показателем того, что можно сделать при правильном планировании и внимании к мелочам, является уровень успешных результатов почти 93 % для 127 адгезивных реставраций, изготовленных для пациентов частной клиники Barrack в течение 11 лет.
Невозможность коррекции ширины дефекта. На металлические опорные элементы можно добавить небольшое количество керамики, но, несмотря на это, существует определенный предел возможностей коррекции промежутка, когда он значительно шире обычной медиодистальной ширины соответствующего зуба.
Невозможность коррекции положения. Эта конструкция не позволяет исправить проблемы расположения зубов в зубной дуге, так как обработка вестибулярной, проксимальной поверхностей и режущего края опорных зубов не проводится.
Сложность временной реставрации. Для этого типа реставрации невозможно изготовить провизорный несъемный частичный протез. При необходимости отсутствующий зуб на период изготовления несъемного частичного протеза можно заместить эременным съемным частичным протезом с адгезией за счет слизистой.
Показания.
Опорные зубы без кариозных поражений. При незначительной протяженности дефекта зубного ряда адгезивный несъемный частичный протез обеспечивает замещение отсутствующего зуба при минимальной деструкции твердых тканей интактных опорных зубов.
Замещение нижних резцов. Адгезивный несъемный частичный протез с кислотным протравливанием является конструкцией выбора при замещении одного или двух отсутствующих нижних резцов при интактных опорных зубах.
Замещение верхних резцов. Замещение верхних резцов возможно при открытом или прямом прикусе, а также при умеренном вертикальном перекрывании.
Пародонтальное шинирование. Шинирование зубов с поражением пародонта упоминалось в первом сообщении Рошета (Rochelte) о применении адгезивного протеза, и другие авторы сообщили о долговременном шинировании адгезивными перфорированными шинами и шинами с протравленной металлической поверхностью. Однако Barrack считает подвижность опорных зубов одной из причин неудачных результатов, и в исследовании Marinello и соавт. уровень неудачных результатов для шин был на 13 % выше, чем для несъемных частичных протезов. При использовании адгезивного протеза как шинирующего особое внимание следует уделить препарированию элементов, обеспечивающих устойчивость конструкции на опорных зубах. По данным упоминавшегося ранее исследования Marinello и соавт., создание проточек на опорных зубах шинирующих протезов повышало шансы успешного результата почти на 15 %.
Замещение одного жевательного зуба. Замещение нескольких зубов с помощью этой конструкции возможно, однако является процедурой с повышенным риском. Уровень неудачных результатов для адгезивных несъемных частичных протезов из более трех единиц на 10 % выше, чем у конструкций из трех единиц. Адгезивные НЧП из более трех единиц должны использоваться только при определенных смягчающих обстоятельствах, например при противоположном съемном частичном протезе, который будет оказывать меньшую окклюзионную нагрузку. При более двух опорных элементах уровень неудачных результатов для этих несъемных частичных протезов в 2,5 раза выше, чем у адгезивных НЧП только с двумя опорными элементами.
Тип Пребывание | Число | Число | Процент | |||
Автор | Год | ретенции в полости рта. | протезов | сохранившихся | успешных | |
мес | протезов | результатов | ||||
Bar^ack/Bretz | 1993 | Протравливание | 68 | 127 | 118 | 93 |
Bergendahl et al. | 1983 | Перфорации | 33 | 100 | 71 | 71 |
Chang et al. | 1991 | Протравливание | 47 | 43 | 28 | 53 |
Clyde/Boyd | 1988 | Протравливание | 60 | 122 | 109 | 89 |
Creugers et al. | 1986 | Перфорации. Перфорации | 18 | 32 | 24 | 75 |
(проксимальное расширение) | 18 | 29 | 23 | 79 | ||
Протравливание металла | 18 | 40 | 38 | 95 | ||
Creugers et al. | 1990 | — | 60 | 203 | 126 | 62 |
Denehy/Howe | 1979 | Перфорации | 36 | 30 | 27 | 90 |
Ekstrand | 1984 | — | 36 | 120 | 98 | 82 |
Eshleman et al. | 1979 | Перфорации | 36 | 39 | 33 | 85 |
Ferrari et al. | 1989 | Протравливание | 30 | 209 | 188 | 90 |
Hansson/Moberg | 1992 | Протравливание | 41 | 34 | 32 | 94 |
Hudgins | 1985 | Шероховатые частицы | 18 | 27 | 26 | 96 |
Kuhlke/Drennon | 1977 | Перфорации | 48 | 23 | 20 | 87 |
La Barre/Ward | 1984 | Протравливание | 12 | 45 | 41 | 91 |
Livaditis | 1981 | Протравливание | 12 | 66 | 64 | 96 |
Mannello et al. | 1987 | Протравленный металл НЧП | 18 | 153 | 127 | 83 |
Литой металл НЧП | 18 | 127 | 112 | 88 | ||
Перфорации НЧП | 18 | 44 | 25 | 57 | ||
Воздушно-абразивная обработка НЧП | 18 | 54 | 48 | 89 | ||
Marinello et al. | 1988 | Протравленные | ||||
металлические шины | 18 | 95 | 66 | 70 | ||
Литые сетчатые шины | 18 | 17 | 11 | 65 | ||
Шины после воздушно | ||||||
абразивной обработки | 18 | 5 | 4 | 80 | ||
Olin et al. | 1990 | Протравливание | 60 | 96 | 85 | 89 |
Pnest/Donatelli | 1988 | Перфорации | 51 | 3 | 1 | 33 |
Литая сетка | 42 | 2 | 2 | 100 | ||
Электрохимическое протравливание | 26 | 38 | 30 | 79 | ||
Химическое протравливание | 7 | 15 | 15 | 100 | ||
Rammelsberg et al. | 1993 | Протравливание | 84 | 141 | 117 | 83 |
ShavWTay | 1982 | Перфорации | 44 | 46 | 37 | 80 |
Thayer et al. | 1993 | Перфорации | 87 | 44 | 27 | 61 |
Протравленный металл | 87 | 41 | 25 | 61 | ||
Thompson/Wood | 1986 | — | 41 | 180 | 140 | 78 |
van der Veen et al | 1987 | Перфорации | 72 | 64 | 54 | 84 |
Williams et al. | 1984 | Перфорации | 72 | 63 | 53 | 84 |
Williams et al | 1989 | Перфорации и протравливание | 120 | 90 | 100 | 83 |
Yankelson/Myers | 1980 | Перфорации | 24 | 97 | 75 | 77 |
Противопоказания.
Обширный кариес. Адгезивный несъемный частичный протез покрывает относительно небольшую поверхность и обладает ретенцией за счет адгезии к эмали, однако при кариозном поражении любой величины требуется изготовление более традиционного протеза.
Чувствительность к никелю. Элементом большинства адгезивных несъемных частичных протезов является протравленная поверхность хромоникелевого сплава, поэтому при чувствительности пациента к никелю следует использовать другой сплав или другой тип протеза.
Глубокое вертикальное перекрывание. При таком окклюзионном соотношении необходимо удалить столько эмали на язычной поверхности верхних резцов, что произойдет серьезное ухудшение ретенции из-за низкой прочности соединения с обнаженным дентином.
Таблица 28-2. Толщина змали на язычной поверхности верхних передних зубов, мм
Расстояние от эмалево-цементного соединения, мм | |||||
Зуб | 1 | 2 | 3 | 4 | 5 6 |
Центральный. резец | 0,3 | 0,5 | 0,6 | 0.7 | 0,7 0,7 |
Боковой резец | 0,4 | 0,5 | 0,5 | 0,6 | 0,7 0,7 |
Клык | 0.2 | 0,4 | 0,6 | 0,7 | 0,9 0,9 |
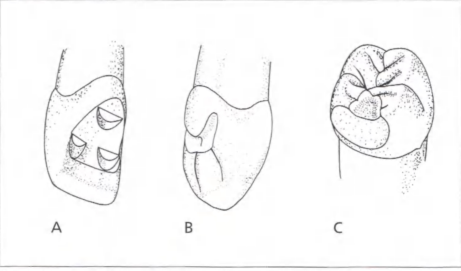
Рис. 28-3. Вертикальными ограничителями для адгезивного несъемного частичного протеза могут быть плоская площадка (А), V-образная накладка на язычном бугорке зуба (В) или окклюзионная накладка (С)
Препарирование зубов.
Ранние адгезивные несъемные частичные протезы с кислотным протравливанием изготавливались без препарирования опорных зубов. Несмотря на высказывания некоторых авторов о минимальном препарировании зубов или его отсутствии для данного типа протезов и подчеркивание этим их обратимости, многие специалисты используют различные элементы препарирования для повышения устойчивости адгезивных несъемных частичных протезов. Препарирование зуба состоит из обработки осевой поверхности и формирования направляющих плоскостей на проксимальных поверхностях с небольшим переходом на вестибулярную поверхность для создания вестибулярно-язычного замка. Для увеличения устойчивости опорного элемента препарирование должно охватывать не менее 180° по периметру зуба.Препарирование должно быть как можно шире, чтобы обеспечить максимальную поверхность адгезивного соединения. В прошлом это было проблемой. Для ряда ранних неудачных реставраций было характерно охватывание слишком малой поверхности, чтобы иметь достаточную устойчивость к смещению. Необходимо формирование границы препарирования, даже если это не более чем очень легкий желобок, с расположением приблизительно на 1 мм выше десневого края.
При препарировании зубов под опорные элементы адгезивного несъемного частичного протеза с кислотным протравливанием окклюзионное разобщение требуется для очень немногих зубов. В частности, для верхних резцов необходимо препарирование язычной поверхности на 0,5 мм. Данные толщины эмали на язычной поверхности верхних передних зубов представлены в табл. 28-2. В связи с ограниченной толщиной эмали вблизи эмалево-цементного соединения этот тип реставрации нельзя использовать у пациентов с выраженным вертикальным перекрыванием при прикусе II класса.
На всех препарируемых зубах формируют вертикальные ограничители; две или три плоские площадки на язычной поверхности резца ложе для накладки на язычном бугорке клыка или ложе для окклюзионной накладки на премоляре или моляре (рис. 28-3). Wilkes считает накладки доминирующим элементом препарирования, обеспечивающим устойчивость и жесткость.Окклюзионная накладка передает на опорные зубы нагрузку, приложенную на промежуточную часть.
Barrack настоятельно рекомендует использовать две накладки.
Элементами препарирования опорных зубов для адгезивного несъемного частичного протеза с кислотным протравливанием, которые обеспечивают устойчивость, обычно являются проточки (рис. 28-4, А).
По данным одного исследования, проточки повышают устойчивость к смещению опорных элементов на передних зубах на 31-77 и на 81 % — по данным другого исследования .
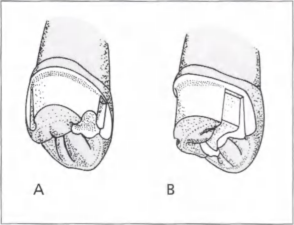
Рис. 28-4. Для устойчивости опорных элементов адгезивного несъемного частичного протеза чаще всего препарируют проточки (А), но лля этой цели также можно использовать коробчатую полость, оставшуюся после амальгамной реставрации (В)
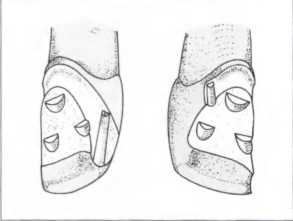
Рис. 28-5. Препарирование верхнего резца для адгезивного опорного элемента
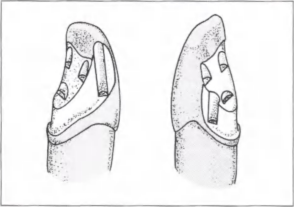
Рис. 28-6. Препарирование нижнего резца для адгезивного опорного элемента
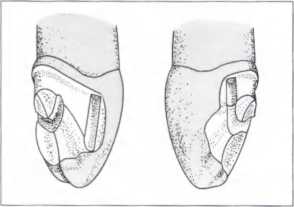
Рис. 28-7. Препарирование верхнего клыка для адгезивного опорного элемента.
Однако имеющуюся амальгамную реставрацию удаляют полностью или почти всю, чтобы использовать коробчатую полость (рис 28-4, В). Весь окклюзионный контур имеющейся амальгамной реставрации включается в контур окклюзионной накладки опорного элемента. При пересечении края опорного элемента с границей амальгама-эмаль существует большая вероятность микропроницаемости вокруг этого края.
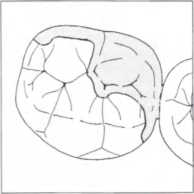
На всех представленных примерах препарирования верхнего (рис. 28-5) и нижнего резцов (рис 28-6), клыка (рис. 28-7), верхних премоляров (рис. 28-8) и нижнего второго премо-ляра (рис. 28-9) проксимальная проточка расположена около вестибулярно-проксимального линейного угла со стороны дефекта зубного ряда. На противоположной стороне язычного бугорка зуба имеется вторая проточка, которая обеспечивает охватывающий эффект опорного элемента и устойчивость. Обе проточки должны располагаться в эмали.
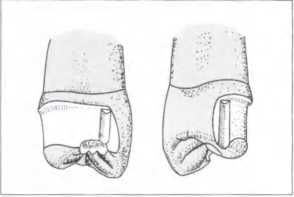
Рис. 28-8. Препарирование верхнего премоляра для адгезивного опорного элемента
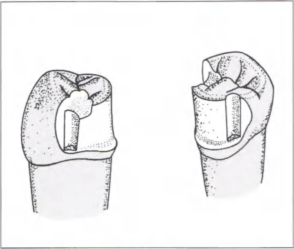
Рис. 28-9. Препарирование нижнего второго премоляра для адгезивного опорного элемента
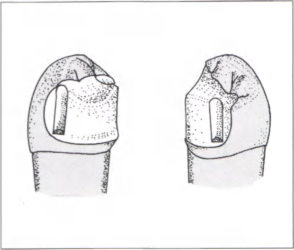
Рис. 28-10. Препарирование нижнего первого премоляра для адгезивного опорного элемента
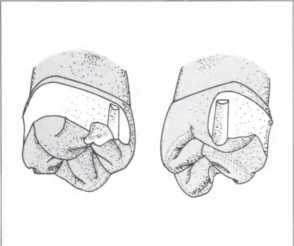
Рис. 28-11. Препарирование верхнего моляра для адгезивного опорного элемента
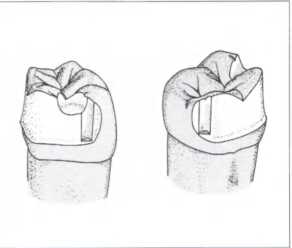
Рис. 28-12. Препарирование нижнего моляра для адгезивного опорного элемента
А. Стандартный. Две проточки, одна в области вестибулярно-проксимального угла со стороны дефекта зубного ряда и одна в области противоположного язычно-проксимального угла, с покрытием >180° осевой поверхности
В. С двумя окклюзионными накладками. В этом варианте, предложенном Barrack, осевая поверхность перекрыта в области обеих проксимальных стенок, и две окклюзионные накладки расположены около центральной фиссуры у медиальноокклюзионного и дистально-окклюзионного края. Они обес печивают устойчивость к смещению под действием окклюзионных сил.
Препарирование нижнего первого премоляра (рис. 28-10) немного отличается от других премоляров. После препарирования ложа для окклюзионной накладки остается очень мало цельной структуры зуба на небольшом язычном бугорке большинства первых премоляров, поэтому ее заменяют покрытием всего небольшого язычного бугорка. Покрытие окклюзионной поверхности, когда оно не нарушает окклюзию, является отличным способом увеличения поверхности и упрочнения опорного элемента. В заключение рассматривается препарирование моляров. Препарирование верхнего (рис. 28-11) и нижнего моляров (рис. 28-12) очень похоже на обработку премоляров.
Каркас можно упрочнить за счет покрытия язычных бугорков, как было описано для премоляров (рис. 28-13), которое обеспечивает жесткость. Окклюзионные вкладки могут располагаться в анатомических фиссурах, например в язычной или дистально-язычной. Покрытие осевой поверхности можно продолжить за проксимальным контактом для соединения с окклюзионными накладками или вкладками. Любое расширение вдоль окклюзионной фиссуры предупреждает прогибание краев или «крыловидного элемента».
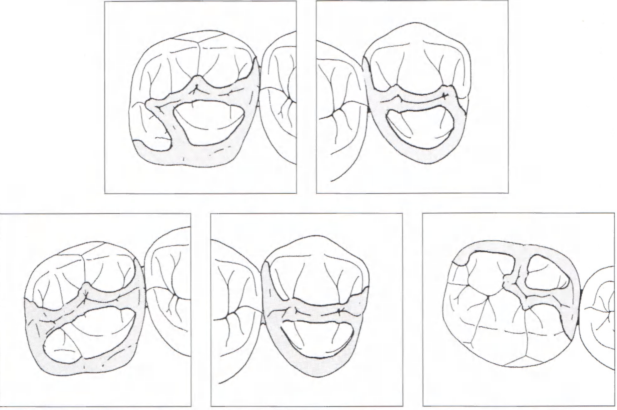
С. Петлевидчый. Эти элементы имеют форму окклюзионных вкладок, соединенных с каркасом проточкой на язычной или проксимальной поверхности. Они скрепляют плечи опорных элементов
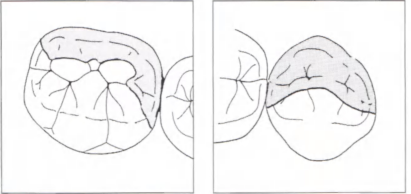
D. С покрытием язычного бугорка. Язычные бугорки нижних моляров и премоля-ров могут быть перекрыты для укрепления опорного элемента против деформации
Е. При наклоне моляров. Медиальные и особенно медиально-язычные бугорки нижних наклоненных моляров, которые расположены вне окклюзии, могут быть перекрыты для улучшения окклюзионного соотношения и устранения задержки пищи

Рис. 28-14. Окклюзионные отметки: артикуляционная бумага
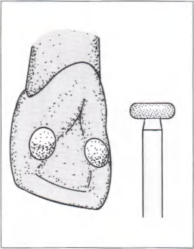
Рис. 28-15. Окклюзионное разобщение: малый колесовидный алмазный бор
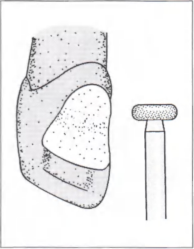
Рис. 28-16. Препарирование язычной поверхности: малый колесовидный алмазный бор
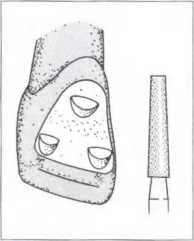
Рис. 28-17. Плоские площадки: конусовидным алмазный бор с плоской вершиной

Рис. 28-18. Препарирование прокси малиной поверхности (вестибулярный сегмент): конусовидный алмазный бор с плоской вершиной

Рис. 28-19. Препарирование проксимальной поверхности (язычный сегмент): конусовидным алмазный бор с плоской вершиной.
Принадлежности для препарирования.
1.
Высокоскоростной наконечник.
2.
Артикуляционная бумага.
3.
Малый колесовидный и короткий шиловидный алмазные боры.
4 Конусовидные алмазные боры с плоской и закругленной вершинами.
Последовательность препарирования.
Представлена последовательность препарирования верхнего резца. Вначале с помощью артикуляционной ленты отмечают центральные окклюзионные контакты (рис. 28-14).
Для достаточного окклюзионного разобщения в этой области на глубину 0,5 мм используют малый колесовидный алмазный бор (рис. 28-15). Этот этап необходим только для верхних передних зубов.
Тем же малым колесовидным бором препарируют вогнутую поверхность по всему язычному бугорку резца, фооми-руя разобщение 0,5 мм с язычной стороны (рис 28-16). Это препарирование завершают на расстоянии 1,5-2 мм от режущего края или непосредственно со стороны режущего края от наиболее близкого к нему окклюзионного контакта Конусовидным алмазным бором с плоской вершиной на язычной поверхности зуба препарируют плоские выемки или площадки для устойчивости к смещению в сторону десны (рис. 28-17).
Препарирование осевой поверхности со стороны дефекта зубного ряда проводят конусовидным алмазным бором с закругленной вершиной, формируя узкую плоскую поверхность слегка вестибулярно от вестибулярно-проксимального линейного угла (рис. 28-18), что позволяет создать вестибулярный захват для повышения устойчивости Этот элемент на верхних передних зубах будет менее заметен, чем на нижних. Вторую плоскость формируют с язычной стороны от первой тем же алмазным бором (рис. 28-19).
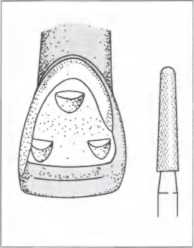
Рис. 28-20. Препарирование язычной осевой поверхности: конусовидный алмазный бор с закругленной вершинои
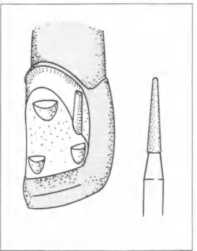
Рис. 28-21. Проточка на язычном бугорке: короткий шиловидный алмазный бор
Рис. 28-22. Проксимальная проточка: короткий шиловидный алмазный бор
Легкое вертикальное препарирование осевой язычной поверхности проводят от двухплоскостной области препарирования проксимальной осевой поверхности вокруг язычного бугорка, немного не доходя до проксимального контакта на противоположной от дефекта стороне язычного бугорка (рис. 28-20). Толщина осевых стенок опорного элемента будет больше, чем глубина препарирования осевой поверхности зуба, вызывая увеличение контуров осевой стенки литого опорного элемента. Для уменьшения любого разрушительного действия на пародонт границу препарирования оставляют в виде очень легкого желобка на расстоянии приблизительно 1 мм над уровнем десны по всей его длине.
У вестибулярного расширения препарирования на противоположной стороне язычного бугорка коротким шиловидным бором формируют короткую проточку (рис. 28-21) Кроме придания дополнительной жесткости опорному элементу проточка будет повышать его устойчивость. Тем же тонким алмазным бором препарируют проточку вблизи захвата или раздела между вестибулярной и язычной плоскостями препарирования проксимальной осевой поверхности со стороны дефекта зубного ряда (рис. 28-22).
Изготовление каркаса.
Для адгезивного несъемного частичного протеза имеет значение форма каркаса Она неразделимо связана с препарированием, так как протяженность опорных элементов будет зависеть от препарирования. У готовой реставрации должна быть достаточная толщина металла для сопротивления деформации и/или смещению.
С помощью фотоэластического анализа напряжения Caputo и соавт. установили, что напряжения можно значительно снизить за счет утолщения охватывающих плеч опорного элемента до 0,6 мм и включения в конструкцию проксимальных расширений. При недостаточном уменьшении напряжения в плечах опорного элемента будет происходить усталостное разрушение подлежащего адгезивного фиксирующего материала.
Принадлежности для дублирования.
1 Полная гипсовая рабочая модель.
2 Короткий металлический литниковый конус с плоской вершиной.
3. Инструмент для воскового моделирования РКТ № 1, липкий воск, газовая горелка.
4 Дублирующая кювета, мольдин, дублирующий гидроколлоидный материал.
5.
Вак-У-Миксер 500 мл. вакуумная трубка.
6.
Вибростол.
7 Мерник для воды, шпатель, кисточка, формовочная масса.
8. Металлический литниковый конус.
Дублирование рабочей модели.
Моделирование каркаса завершают на огнеупорной модели, которую получают при дублировании полной гипсовой рабочей модели. Дублируемая модель должна быть полноценной, с гладкой центральной частью (рис. 28-23). Модели подковообразной формы или с неровной, шероховатой поверхностью в области язычного пространства являются непригодными.
Для исключения поднутрений край модели обрезают так, чтобы стороны были перпендикулярны основанию (рис 28-24). При обрезании с уклоном к основанию (рис 28-25) образуется выраженное поднутрение, которое будет препятствовать удалению модели из дублирующего материала. Потребуется дополнительный этап для «блокирования»
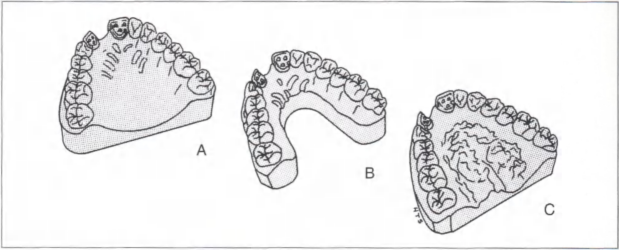
Рис. 28-23. Модель должна иметь гладкую, полноценную центральную часть (А). Подковообразные модели без центральной части (В) и с неровной центральной частью (С) не пригодны
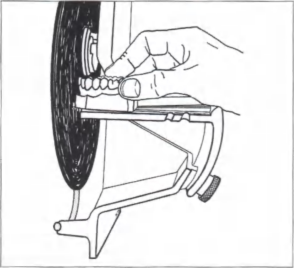
Рис. 28-24. Для дублирования край модели обрезают перпендикулярно основанию
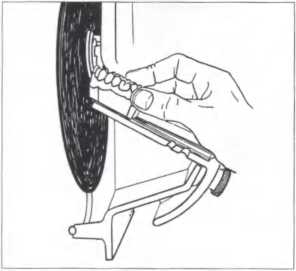
Рис. 28-25. Край нельзя наклонять к основанию, как показано здесь
Поры и все глубокие поднутрения в области мягких тканей на вестибулярной поверхности заполняют мольдином. Фиксируют короткий металлический литниковый штифт с плоской вершиной (рис. 28-26). Цоколь модели замачивают в воде приблизительно 30 мин. При погружении всей модели возможно размывание ее поверхности в области препарированных опорных зубов, а их точное воспроизведение является обязательным условием.
Модель помещают на основание дублирующей кюветы и фиксируют положение небольшим кусочком мольдина с каждой стороны модели (рис. 28-27). Заполняют все поднутрения по краю основания. Тонкую полоску мольдина наносят по краю основания кюветы для создания герметизации при наложении кюветы на основание. Верхнюю часть кюветы помещают над основанием и заполняют дублирующим гидроколлоидным материалом (дублирующий материал Реди-Микс, Тикониум, Ready-Mix Duplicating Material, Ticonium Со) (рис. 28-28). Кювету помещают на циркулирующую водяную баню и оставляют для охлаждения в течение 45 мин.
После отверждения дублирующего материала верхнюю часть кюветы удаляют от основания и отделяют модель от гидроколлоида. Замешивают формовочную массу (Инвестик, Тикониум; Investic) и помещают конический металлический литниковый конус в коническое углубление, созданное в небной области формы коротким металлическим литниковым штифтом (рис. 28-29). Формовочную массу заливают в форму и оставляют для отверждения в течение 60 мин (рис. 28-30).
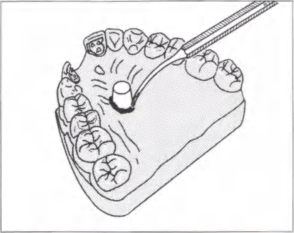
Рис. 28-26. Короткий алюминиевый конус фиксируют воском в небной части модели
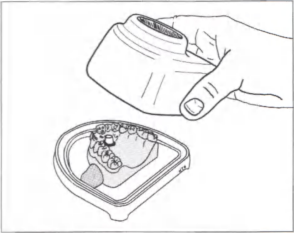
Рис. 28-27. Модель помешают на основание дублирующеи кюветы и накрывают верхней частью

Рис. 28-28. Кювету заполняют дублируюшим материалом
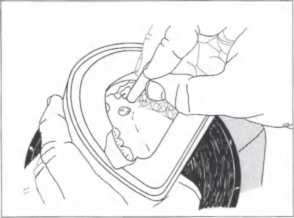
Рис. 28-29. В отверстие в небной части формы вставляют длинный алюминиевый конус.
Через 1 ч дублирующий материал разламывают и из центральной части модели удаляют металлический конус (рис. 28-31). Огнеупорную модель обрезают на триммере для моделей. Ее помещают в сушильную печь на 1 ч при 82-93 °С. Огнеупорную модель переносят в металлическую корзину глубокой обжарочной емкости и погружают в разогретый до 149 °С пчелиный воск (рис. 28-32). Когда воск начнет пузыриться, выдерживают 15 с. Модель извлекают и оставляют для охлаждения. При этом происходит изоляция модели и обеспечивается гладкая, плотная поверхность восковой модели (рис. 28-33). Огнеупорную модель помещают в безопасное место, где она не будет повреждена, и начинают моделирование с изготовления пластмассовых колпачков.
Принадлежности для моделирования.
1. Гипсовый штамп.
2 Лобзик, ювелирное полотно.
3.
Смазочное средство, маленькая кисточка.
4.
Мономер и порошок пластмассы (Дюралэй).
5.
Смесительные ячейки (2 шт).
6.
Прямой наконечник, бумажный диск на дискодержателе, большая фреза для обработки акриловой пластмассы.
7.
Микрометр Айвонсона.
8.
Газовая горелка, инструмент для воскового моделирования РКТ Ns 2, гладилка в форме бобрового хвоста.
9.
Синий воск для вкладок.
10 Гладилка Холленбэка, каплевидная гладилка (cleoid), ложкообразный экскаватор.
11. Пинцет.
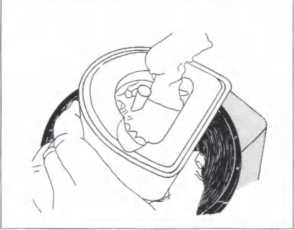
Рис. 28-30. Формовочную массу аккуратно заливают в форму с олной стороны при осторожной вибрации кюветы
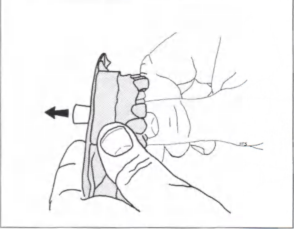
Рис. 28-31. Для удаления вершину алюминиевого литникового конуса резко выталкивают из модели
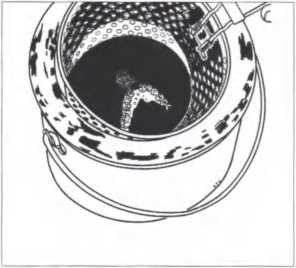
Рис. 28-32. Модель для изоляции погружают в горячий пчелиный носк
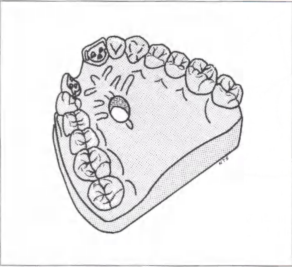
Рис. 28-33. Изолированная огнеупорная модель готова для воскового моделирования и формования
Изготовление пластмассовых колпачков.
Получают вторую отливку, заливая денситовым гипсом только отпечатки препарированных опорных зубов в рабочем оттиске. После отверждения гипса модель удаляют из оттиска и срезают лишний гипс от препарированных зубов. Препарированные зубы разделяют лобзиком или сепарационным диском. Полученные таким образом штампы обрезают, удаляя гипс с апикальной стороны от придесневой границы препарирования без образования в этой области значительного углубления. Масляным смазочным средством для штампов покрывают каждый штамп и избыток стряхивают (рис 28-34). На каждый штамп наносят одну или две капли мономера (Дюралэй) (рис. 28-35). Посыпают достаточным количеством порошка, чтобы закрыть всю препарированную поверхность (рис. 28-36). Добавляют еще одну каплю мономера и повторяют процесс до тех пор, пока язычная поверхность штампа будет покрыта пластмассой. Каждый штамп погружают в воду, чтобы полимеризация происходила без испарения мономера (рис 28-37). Отделяют пластмассовый колпачок от штампа. По краю удаляют тонкий грат, потерев по нему кончиком пальца. Очень толстые участки обрезают бумажным диском (рис. 28-38).
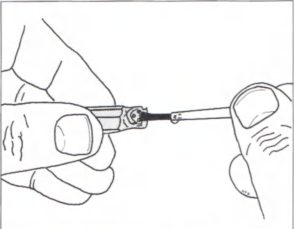
Рис. 28-34. Штамп покрывают смазочным средством
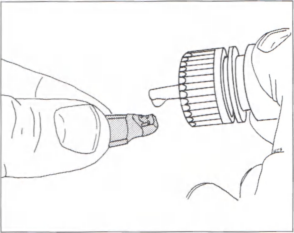
Рис. 28-35. На препарированную поверхность опорного зуба наносят мономер
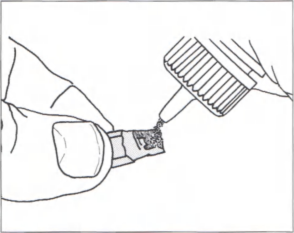
Рис. 28-36. На штамп насыпают небольшое количество порошка пластмассы
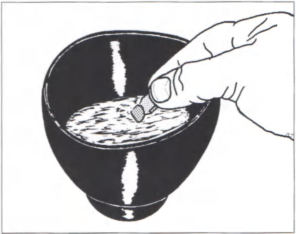
Рис. 28-37. Штамп помешают в волу до полной полимеризации
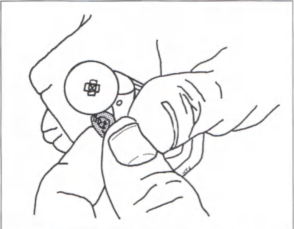
Рис. 28-38.
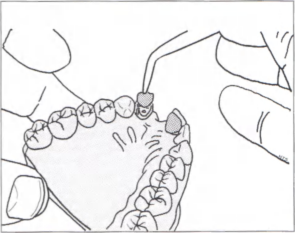
Рис. 28-39. Пластмассовый колпачок устанавливают на препарированном опорном зубе на рабочей модели
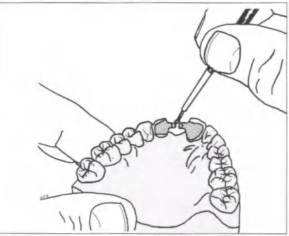
Рис. 28-40. Над областью дефекта зубного ряда моделируют пластмассовые выступы почти до полного их соединения
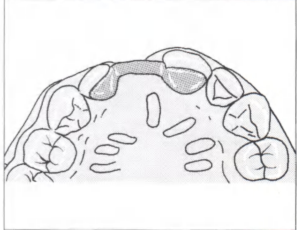
Рис. 28-41. Пластмассовая перемычка должна иметь достаточную вестибулярно-язычную толщину, чтобы она не сломалась и не выступала слишком далеко в вестибулярную и язычную стороны

Рис. 28-42. Лишнюю пластмассу удаляют и язычную поверхность сглаживают фрезой для акриловой пластмассы
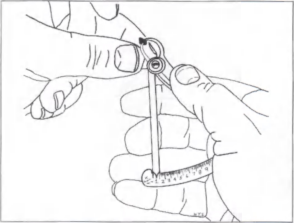
Рис. 28-43. Толщину опорных элементов измеряют микрометром
Края срезают на 0,5-1 мм, чтобы они нигде не доходили до границы препарирования. Это позволит в дальнейшем уплотнить воском прилегание краев на огнеупорной модели, когда все моделирование будет завершено. Вновь помещают колпачки на соответствующие штампы, чтобы убедиться в достаточном освобождении всех краев.
Гипсовую рабочую модель покрывают тем же масляным смазочным средством для штампов. Колпачки переносят на гипсовую рабочую модель (рис. 28-39). Формируют узкий выступ в сторону дефекта зубного ряда от проксимальной поверхности каждого колпачка. Для этого маленькую кисточку вначале погружают в мономер, а затем в порошок (рис. 28-40). На этом этапе контакт между выступами не восстанавливают Модель оставляют до полимеризации пластмассы. Это позволяет произойти основной усадочной деформации до объединения опорных элементов в один блок, иначе в процессе усадки каркас несъемного частичного протеза может деформироваться.
Контролируют язычную толщину пластмассовых колпачков и прилегающей перемычки (рис 28-41). Проверяют окклюзионный контакт с противоположной моделью и избыточную толщину удаляют большой фрезой для акриловой пластмассы (рис. 28-42). Деталь удаляют с модели и микрометром измеряют толщину язычной поверхности опорного пластмассового колпачка (рис 28-43). Толщина должна быть не менее 0,4 мм, предпочтительно ближе к 0,6 мм.
Восковое моделирование.
На пластмассовую перемычку, соединяющую два опорных элемента, добавляют синий воск дли вкладок. Воском восстанавливают полный контур промежуточной части (рис. 28-441 Его гравируют на язычной поверхности, чтобы он был на одном уровне с пластмассовой перемычкой (рис. 28-45) Все поры в пластмассе заполняют воском и сглаживают. Ложкообразным экскаватором или дисковидной гладилкой гравируют желобки глубиной 1 мм на вестибулярной, язычной и десневой поверхностях промежуточной части.
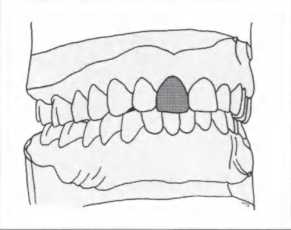
Рис. 28-44. Воском моделируют полный контур промежуточной части с вестибулярной поверхности
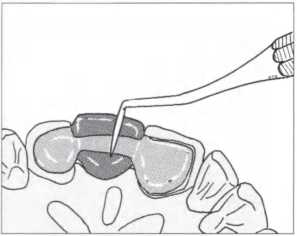
Рис. 28-45. На язычной поверхности воск гравируют до уровня пластмассовой перемычки
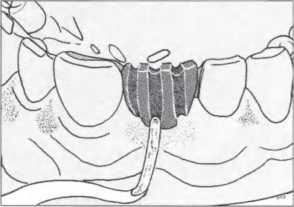
Рис. 28-46. Ориентировочные желобки можно гравировать ложкообразным экскаватором

Рис. 28-47. Гравирование завершают удалением воска между желобками
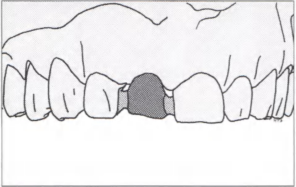
Рис. 28-48. После гравирования промежуточная часть слегка перекрывает вестибулярный скат альвеолярного гребня, поэтому пространство не заметно
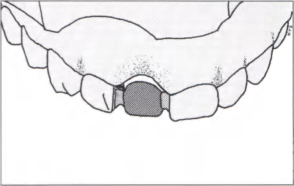
Рис. 28-49. В вестибулярно-десневой проекции видно пространство пол гравированной промежуточной частью
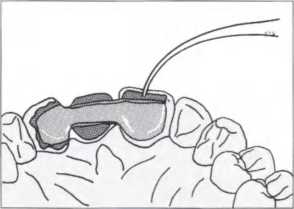
Рис. 28-50. С помощью инструмента РКТ № 2 на огнеупорной модели по краю каждого опорного элемента добавляют воск для вкладок
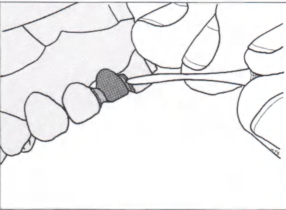
Рис. 28-51. Вестибулярные края сглаживают и гравируют гладилкой в форме бобрового хвоста
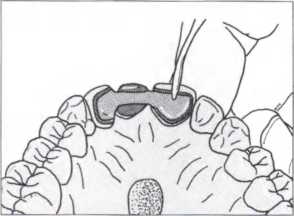
Рис. 28-52. Края с язычной стороны сглаживают гладилкои в форме бобрового хвоста.
В области режущего края желобки должны иметь глубину 1,5 мм (рис. 28-46). Эти желобки обеспечивают достаточную толщину керамики на металлическом каркасе в дальнейшем Воск гравируют на глубину желобков (рис. 28-47), повторяя наружные контуры полной формы промежуточной части в уменьшенном размере.
Для создания равномерного пространства для керамики под промежуточной частью и для предупреждения чрезмерного укорочения опорного металлического каркаса в десневой области пространство под промежуточной частью не должно быть видно с вестибулярной стороны (рис 28-48). Однако при наклоне модели пространство должно быть заметно в вестибулярно-десневой (рис 28-49) или резцово-язычной проекции.
Каркас переносят на огнеупорную модель, не покрывая ее смазочным средством По всему краю опорных элементов добавляют синий воск для вкладок с помощью инструмента для воскового моделирования РКТ № 2 (рис. 28-50) Восковой каркас с модели удаляться не будет, и формовка проводится непосредственно на нем Разогретой неострой гладилкой в форме бобрового хвоста осторожно гравируют края на вестибулярной (рис. 28-51) и язычной поверхностях (рис. 28-52).
Принадлежности для формования и литья.
1.
Газовая горелка.
2.
Пинцет, кисточка.
3.
Гладилка Холленбэка, инструмент для воскового моделирования РКТ № 2.
4.
Восковой литниковый стержень 8-го калибра, металлический литниковый конус.
5.
Вак-У-Миксер 500 мл, вакуумная трубка.
6 Формовочная масса, разборная/расщепленная опока.
7.
Вибростол.
8.
Мерник для воды, шпатель.
9.
Мольдин, пластиковая квадратная пластинка 12,5 см.
10. Зуботехнический нож.
11 12,44 г литейного сплава.
Формование и литье.
Восковой литниковый стержень 8-го калибра прикрепляют к язычной поверхности промежуточной части.
Его обрезают над отверстием в области неба, которое соответствует металлическому литниковому конусу (рис 28-53) Затем в отверстие вставляют металлический литниковый конус до полного его наложения (рис 28-54) Он должен контактировать с краем воскового литникового стержня или находиться рядом с ним. Делают плавное соединение воскового стержня с металлическим конусом (рис 28-55).
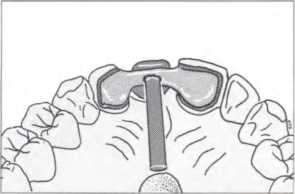
Рис. 28-53. С язычной стороны промежуточной части фиксируют восковой литниковый штифт 8-го калибра
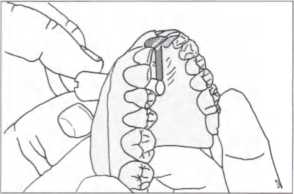
Рис. 28-54. Через коническое отверстие в небной части огнрупорной модели вставляют литниковый конус
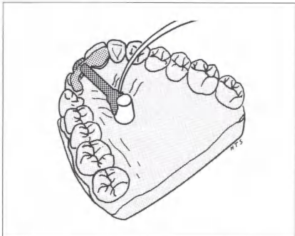
Рис. 28-55. Другим концом восковой литниковыи стержень фиксируют к металлическому литниковому конусу
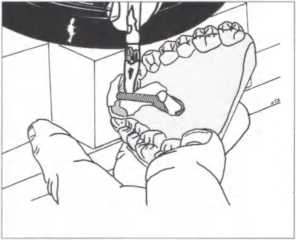
Рис. 28-56. На язычную поверхность смоделированного каркаса наносят формовочную массу.
Под вакуумом замешивают формовочный материал и большой кисточкой наносят на язычную поверхность смоделированного каркаса, распределяя формовочную массу вокруг всех краев и под восковым литниковым стержнем (рис. 28-56). Особенно тщательно заполняют все пространство под промежуточной частью. Ручку кисточки удерживают на вибростоле, а сама модель не вибрирует. Модель переворачивают и наносят материал на вестибулярную поверхность переднего отдела огнеупорной модели Тщательно распределяют формовочный материал вдоль всех вестибулярных краев опорных элементов.
Мольдином фиксируют разборную опоку на керамической плитке или пластиковой квадратной пластинке 12,5 см. Затем опоку заполняют формовочной массой до края. Удерживая в боковых участках, модель опускают в центральную часть заполненной формовочной массой опоки, начиная с моляров. Осторожно покачивая, модель полностью погружают в формовочную массу, поворачивая на 90 в положение, при котором основание модели будет параллельно дну опоки. Зубы модели должны быть направлены вниз, и металлический литниковый конус немного выступает из формовочной массы.
После полного отверждения формовочного материала заполненную формовочной массой опоку удаляют от основания. Зуботехническим ножом делают скос к основанию металлического литникового конуса. После создания достаточного доступа к литниковому конусу его извлекают из формовочной массы Формованную деталь прокаливают в муфельной печи от комнатной температуры до 732 ‘С в течение 45 мин. После замачивания опоку разогревают при этой температуре 90 мин,
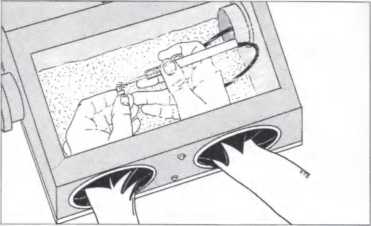
Рис. 28-57. Очистку отливки завершают воздушно-абразивной обработкой частицами оксида алюминия
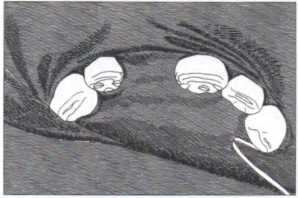
Рис. 28-58. Опорные зубы изолируют коффердамом с завернутыми внутрь краями полотна вокруг каждого зуба
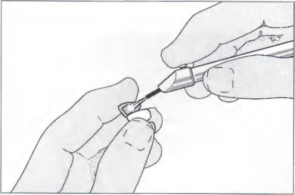
Рис. 28-59. После примерки проводят воздушно-абразивную обработку несъемного частичного протеза перед этапом цементирования.
Опоку переносят на салазки индукционной литейной установки (Тикоматик 3001-Си, Тикониум; Ticomatic 3001-С) и отливают несъемный частичный протез из достаточного количества соответствующего литейного сплава. Для указанной здесь установки минимальное количество сплава составляет 14,22 г (Рексиллиум III, Дженерик/Пентрон).
Перед извлечением литого каркаса опоку оставляют для охлаждения до комнатной температуры. После удаления больших фрагментов формовочной массы острым инструментом последний слой очищают в процессе воздушно-абразивной обработки частицами оксида алюминия (рис. 28-57). По методике, изложенной в главе 22, обрабатывают язычную поверхность элементов каркаса, которая останется необлицованной.
На этом этапе можно нанести керамику, но начинающему специалисту рекомендуется провести примерку каркаса в полости рта для проверки его прилегания Даже после припасовки металлического каркаса проводится примерка с керамической облицовкой, чтобы обеспечить максимальный эстетический результат. Если при изготовлении несъемного частичного протеза не использовалась технология шероховатых частиц или литой сетки, конструкция готова для воздушно-абразивной обработки.
Принадлежности для фиксации.
1.
Коффердам, кляммер и рамка.
2.
Низкоскоростной угловой наконечник, резиновые профилактические чашки, пемза.
3.
Протравливающее средство, ватные турунды.
4.
Маленькая кисточка, ячейка для смешивания.
5.
Блок для замешивания, пластиковый шпатель.
6 Целлулоидная полоска Милар, зубная нить.
7 Стоматологический зонд, скалер.
8. Набор цемента для адгезивной фиксации

Рис. 28-60. После абразивной обработки НЧП помешают в ультразвуковую ванну с раствором для мытья посулы
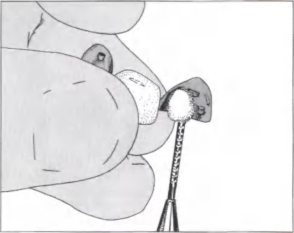
Рис. 28-61. Лужение опорных элементов из сплава благородных металлов

Рис. 28-62. Опорные зубы очишают пемзой и резиновой чашкой
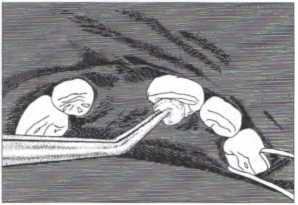
Рис. 28-63. Протравливающее вещество наносят на зубы ватными турундами или маленькой губкой.
Последовательность наложения.
Фиксация является важным этапом и требует рациональной работы в связи с быстрым застыванием адгезивных материалов. От нее также в значительной степени зависит долговечность протеза. Загрязнение или неправильное наложение несъемного частичного протеза на этом этапе будет причиной неудачного восстановления Ниже представлена методика работы с цементом Панавиа 21 (Курарей; Panavia 21).
Процесс начинают с изоляции опорных зубов коффердамом (рис. 28-58).Направленные к зубам поверхности опорных элементов освежают воздушно-абразивной струей непосредственно перед наложением реставрации. Ручным протравливающим устройством (Майкроэтчер, Дэнвиль Инжиниринг) проводят обработку частицами оксида алюминия 30-50 мкм. Для восстановления матового шлифования достаточно каждый квадратный сантиметр обработать в течение 2-3 с при давлении 4,2-7 кгм- (413,7-689,5 кПа) (рис. 28-59). Каркас промывают проточной водой 1 мин, помещают в раствор для мытья посуды в ультразвуковое устройство на 2 мин (рис 28-60) и затем раствор смывают.
При изготовлении НЧП из высокоблагородного сплава, например Олимпия, внутренние поверхности опорных элементов теперь должны быть покрыты споем олова толщиной приблизительно 0,5 мкм Инструмент для лужения (Майкро-тин, Дэнвиль Инжиниринг; Micro-tin) заземляют к металлу промежуточной частью. Активным наконечником с турундой, смоченной в гальваническом растворе, протирают внутреннюю поверхность каждого опорного элемента 5-10 с (рис. 28-61). Поверхность приобретет несколько более светлый оттенок серого цвета. Тщательно промывают реставрацию в воде и вновь обрабатывают раствором для мытья посуды в ультразвуковой ванне в течение двух минут НЧП промывают, просушивают и оставляют в доступном, но защищенном месте.
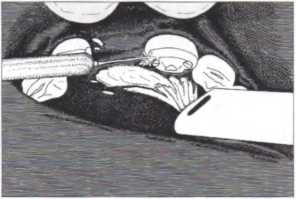
Рис. 28-64. Протравленные поверхности опорных зубов промывают водой
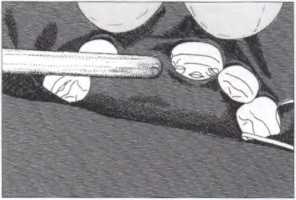
Рис. 28-65. Препарированные зубы просушивают сжатым воздухом

Рис. 28-66. Наносят по одной капле жидкости праймеров А и В
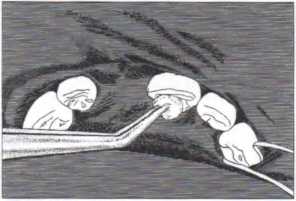
Рис. 28-67. Праймер наносят на зубы ватной турундой или маленькой губкой.
На следующем этапе препарированные зубы очищают пемзой без ароматизаторов и фтора в резиновой профилактической чашке (рис. 28-62). Пемзу смывают и на препарированные зубы наносят 40-50 % раствор фосфорной кислоты на ватной турунде (рис. 28-63). Протравливающее вещество оставляют на 60 с, промывают, просушивают и повторно наносят на 15 с. Опорные зубы тщательно промывают водой в течение 20 с (рис. 28-64), затем просушивают (рис 28-65). Над препарированными зубами направляют легкую воздушную струю. Между каждым опорным и соседним с ним зубом помещают полоску Милар.
Теперь можно замешивать праймер и композитный цемент для фиксации протеза. В смесительную ячейку вносят по одной капле жидкости праймеров А и В (ED Primer и смешивают 4 с (рис 28-66). Губчатой турундой смесь наносят на препарированные зубы (рис. 28-67). Ее оставляют для отверждения в течение 60 с и затем направляют легкую струю воздуха для испарения летучих компонентов, чтобы осталась блестящая поверхность. Праймер на металл не наносят; водой не промывают.
Снимают колпачок дозатора и медленно поворачивают «рукоятку» по часовой стрелке на один полный оборот, дозируя материал на блок для замешивания (рис. 28-68). Останавливаются после щелчка. При необходимости увеличить объем цемента рукоятку поворачивают еще на один полный оборот до нового щелчка. Две полоски пасты замешивают 20-30 с на широкой поверхности (рис. 28-69). Материал является анаэробным, то есть затвердевает только при отсутствии кислорода. Поэтому широкое размешивание предупреждает его преждевременное отверждение.
Опорные элементы покрывают тонким слоем пасты без пузырьков (рис. 28-70). На зубы материал не наносят, так как праймер ускоряет реакцию и будет препятствовать полному наложению реставрации. Реставрацию накладывают с выраженным пальцевым давлением (рис 28-711 и удерживают 60 с. Лишний цемент удаляют маленькой кисточкой (Проксабраш, Джон О. Батлер; Proxabrush, John О. Butler Со).
Одноразовой кисточкой наносят Оксигард II (Oxyguard II) на края реставрации для изоляции твердеющей пластмассы от кислорода (рис. 28-72) .
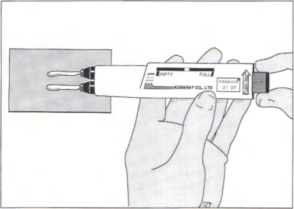
Рис. 28-68. Дозируют две пасты цемента, поворачивая рукоятку на один полный оборот
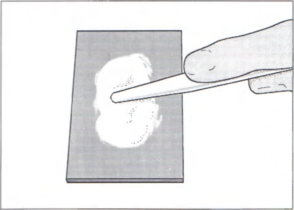
Рис. 28-69. Пасту замешивают на широкой поверхности приблизительно 25 с.
Полоски Милар между каждым опорным и соседним с ним зубом препятствуют их соединению. При наложении несъемного частичного протеза также можно ввести зубную нить между опорным и соседним с ним зубом. Ее извлекают через контактную поверхность до окончательного отверждения цемента Через 5 мин Oxyguard II удаляют ватными валиками и струей воды.
Лишний цемент следует удалить до того, как он станет слишком твердым, так как избыток цемента будет раздражать десневую ткань. Вокруг десневых краев и доступных открытых участков можно использовать стоматологический зонд или скейлер. Следует провести зубную нить через проксимальные контакты опорных и смежных зубов. Проксимальную область между каждым опорным элементом и соседним зубом очень тщательно очищают и проверяют.
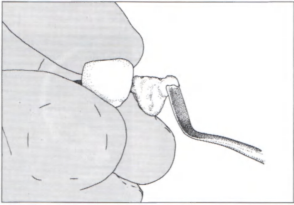
Рис. 28-70. На опорные элементы наносят тонкии слой замешанного цемента
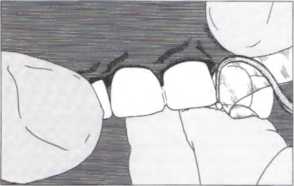
Рис. 28-71. НЧП неподвижно удерживают 60 с
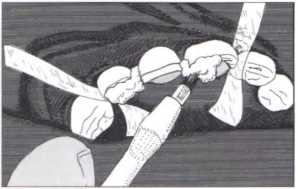
Рис. 28-72. Для изоляции цемента от кислорода наносят Оксигард II