Для контурирования керамического зубного протеза используют различные шлифовальные инструменты, например, карборундовые камни, алмазные шлифовальные головки, твердосплавные боры, алмазные диски. Однако их бывает недостаточно для обработки тонких деталей на последних фазах финирования.
На керамическом зубе не так просто после обжига путем сошлифовывания получить тонкие бороздки и фиссуры окклюзионной поверхности, как на естественном. Острие алмазного конуса не такое узкое, как естественная фиссура. Используя обратный твердосплавный бор или край режущего бора, внутренний угол фиссуры нельзя сделать острее, чем внешний угол бора. Место, в котором пересекаются две фиссуры, никогда не выглядит, как точка.
Аналогичные проблемы возникают при моделировании аппроксимальной области. У естественных зубов она состоит из тонких морфологических структур, таких, как углубление цервикальной линии, кромка рядом с ней. Аппроксимальные углубления — это уже упоминавшиеся плоские углубления вдоль кромки. Если эти детали не учтены, мостовидный протез не производит пространственного впечатления, зубы не выглядят отделенными друг от друга. В аппроксималь-ной области обычно работают диском, V-образным бором или бором с закругленным острием, поэтому надрез контурируется также очень просто -V- или U-образно. Если используется тонкая алмазная шлифовальная головка, твердосплавный бор или тонкий алмазный диск, очень трудно добиться правильной формы в узком аппроксимальном пространстве.
Для решения проблемы используют остроконечные вращающиеся инструменты. Техника Non-Edge включает изготовление таких инструментов и тонкое шлифование.
Под сошлифовыванием обычно понимают снятие или отделение части обрабатываемой поверхности с помощью тонких абразивно действующих частичек или соединенного со шлифовальным инструментом режущего края. Однако, поскольку для техника NonEdge не нужны абразивные частицы или режущий край, можно изготовить инструмент из твердосплавного бора, который вставляется в турбинный наконечник. Сначала острию бора под давлением придают форму на алмазном камне. (рис. А-1). Затем этим острием, зафиксированным в турбинном наконечнике, на высоких оборотах сошлифовывают керамическую поверхность. Сначала инструмент лишь скользит по гладкой поверхности керамики и не сошлифовывает ее. Как только небольшая часть массы превращается в порошок, начинается процесс шлифования. Порошок, находящийся между очень твердым металлическим сплавом и керамикой, действует как абразив.
Острию вольфрамово-карбидного бора с помощью инструмента для правки можно придать любую форму (рис. А-2). Так как не нужны новые режущие края, не требуется новый бор. Любые старые боры могут использоваться долгое время, пока от твердосплавной части ничего не останется. Конечно, это очень выгодно (рис. А-3 - А-6).

Рис. А-1. Вращающийся бор прижимается к инструменту для правки так, чтобы образовалось острие. Для этого можно использовать и сточенный алмазный диск.
Мини-Атлас Техника Non-Edge
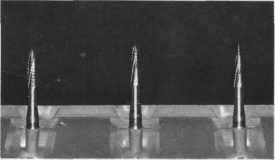
Рис. А-2. Заточенные твердосплавные боры. Их можно делать острыми или закругленными, в зависимости от предъявляемых требований. Слева направо: боры для первой, второй и третьей фаз контурирования.