Силиконы конденсационного типа также страдают непостоянством характеристик отверждения, но связано это с ошибками смешивания паст, некачественного неоднородного смешивания, а также с тем, что ТЭС подвержен гидролизу. Если ТЭС загрязнен влагой, он теряет свою активность, эта потеря приводит к некоторым сложностям при снятии оттиска.
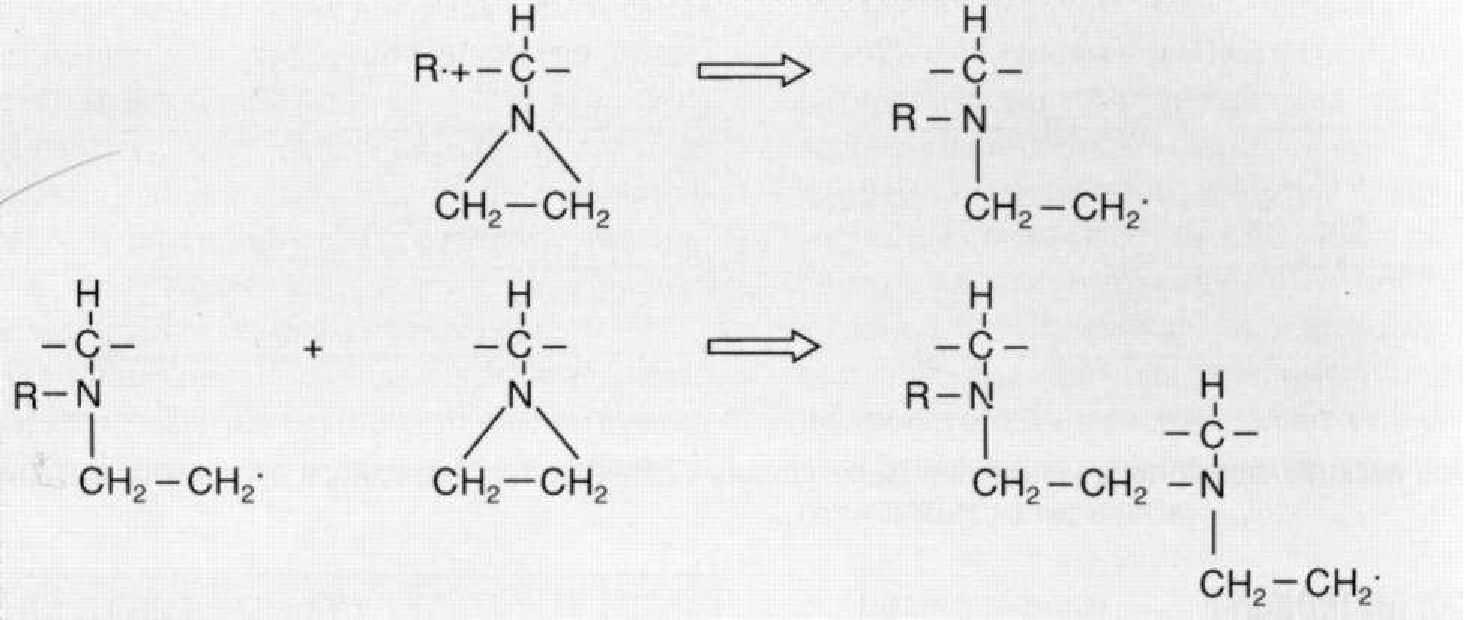
Рис. 2.7.9. Схема реакции сшивания по подвесным иминовым группам в макромолекулах полиэфира
Характеристики процессов отверждения полиэфирных и силиконовых оттискных материалов отличаются большим постоянством. Хотя было замечено замедление отверждения силиконов аддитивного типа, когда материал плотной высоковязкой консистенции смешивали руками в латексных перчатках.
Смешивание аддитивных силиконов низкой вязкости стало значительно легче с введением в практику смесительных устройств пистолетного типа. Такие устройства исключали неполное или неоднородное перемешивание паст, а также попадание в массу материала воздуха.
Эластомерные оттискные материалы имеют варианты с различной вязкостью в зависимости от количества наполнителя в их составе, существуют низковязкие (текучие), материалы средней вязкости, высоковязкие и очень плотные, подобные пластилину материалы.
Низковязкие материалы применяют для двойных оттисков, (снимаемых в один или в два этапа), в сочетании с высоко вязким и высоко наполненным материмом в индивидуальной ложке. В других случаях методика сочетания плотного высоко вязкого и текучего оттискных материалов для одноэтапного или двухэтапного снятия многослойных оттисков применяется тогда, когда используют плотный материал в стандартной оттискной ложке.
Материалом средней вязкости можно снимать однослойный оттиск в один этап с помощью индивидуальной ложки или в сочетании с низковязким материалом по методике снятия двухфазного или двухслойного оттиска в один этап и тоже с индивидуальной ложкой.
Полисульфидные материалы.
Вязкость основной пасты зависит от количества вводимого в нее наполнителя, таким образом получают пасты оттискного материала с высокой, средней и низкой вязкостью . Следует заметить, что оттискные материалы плотной консистенции или очень высокой вязкости на полисульфидной основе не выпускают, и поэтому этот оттискной материал необходимо применять со специальной ложкой, используя для снятия описка или одну пасту средней вязкости или сочетание высоко вязкой и низко вязкой паст.
Полиэфирные материалы.
Эи материалы имеют только одну вязкость и их следует применять в виде одного слоя на индивидуальной
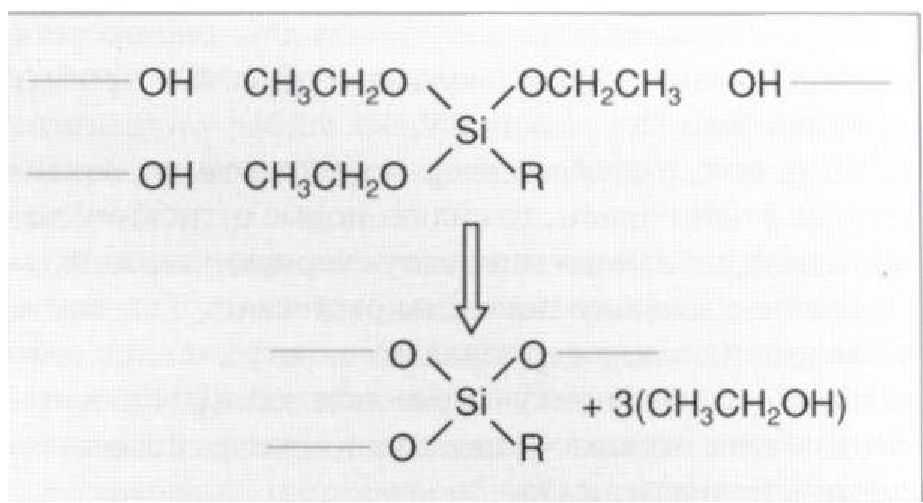
Рис. 2.7.11. Схема реакции сшивания силиконового оттискного материала конденсационного отверждения
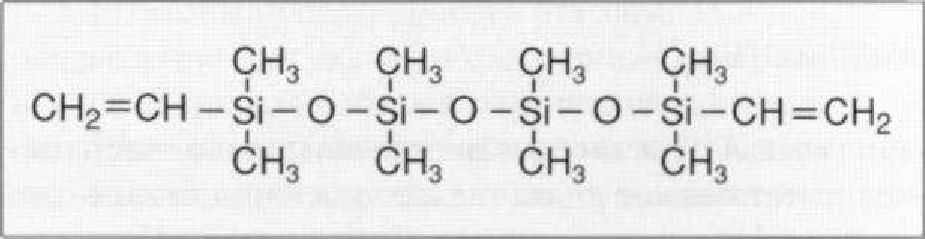
Рис. 2.7.12. Полидиметилсилоксан с винильными концевыми группами
ложке. Но хотя исходная вязкость пасты более густая, она обладает текучестью подобно текучести низковязких оттискных материалов.
Силиконы (поли)конденсационного отвврщееня.
Эти силиконовые материалы выпускают в широком диапазоне вязкости, от очень плотных до материалов средней и низкой вязкости. Существуют также типы этих материалов с повышенной текучестью. Таким образом, для применения этих материалов можно использовать самую разнообразную технику снятия оттисков. Сложности в применении материалов этого типа возникают из-за разницы в вязкости основной и активаторной пасты, эта разница затрудняет получение однородной смеси, если не пользоваться прогрессивными способами смешивания.
Силиконы аддитивного отверждения.
Как и конденсационные силиконы, эти материалы также выпускают различной исходной вязкости, плотной, высокой, средней и низкой повышенной текучести. И также для их применения можно пользоваться различными способами снятия оттисков. Их преимущество по сравнению с конденсационными силиконами заключается в одинаковой консистенции основной и катализаторной пасты для любого типа исходной вязкости материала, что облегчает процесс смешивания.
Если пользуются стандартной ложкой для снятия оттиска в один прием, то силиконовые оттискные материалы аддитивного типа могут хорошо удерживаться в ней в состоянии покоя, не растекаясь, (т.е. тогда, когда врач заполняет материалом ложку), но при этом обладают высокой текучестью под давлением в момент снятия оттиска.Существуют монофазные оттискные материалы.
Механические свойства.
Жесткость.
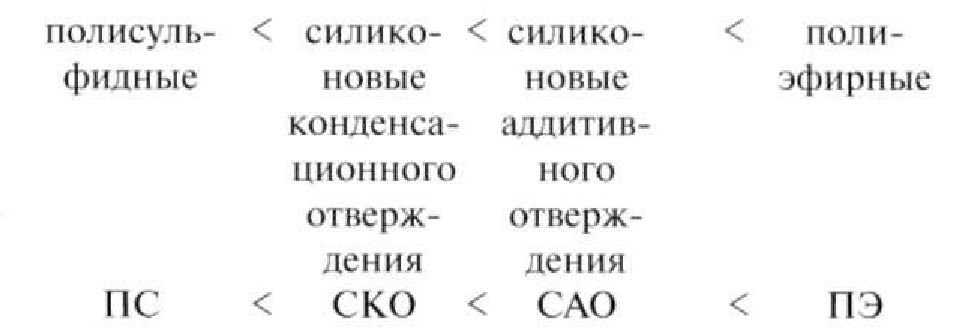
Жесткость (или твердость оттиска) после отверждения имеет важное значение для удаления оттиска без каких-либо затруднений из поднутрений. Наибольшей гибкостью обладают полисульфидные оттискные материалы; если поставить в ряд эластомерные оттискные материалы по мере возрастания их жесткости, то при сопоставлении материалов одинаковой исходной вязкости или консистенции, этот ряд будет выглядеть следующим образом:
Однако с силиконами аддитивного отверждения плотной консистенции , как показал опыт работы с ними, возникают трудности извлечения оттисков изза их чрезвычайно высокой жесткости в отвержденном состоянии, если оттискной материал затек в поднутрения существенных размеров. Более современные разработки плотного силиконового материала имеют пониженную жесткость после отверждения, их называют мягкими материалами высокой исходной плотности.
Постоянная деформация.
В идеальном случае при удалении оттиска из поднутрений он должен сразу и полностью восстановиться после деформации, которая при этом возникает. Для всех эластомерных оттискных материалов характерно вязкоэластичное поведение, поэтому важно, чтобы удаление оттиска изо рта выполнялось быстро, рывком. Тогда будет уверенность в том, что растяжение, которое испытывает материал, кратковременно и юсит характер исключительно эластичной деформации. Если оттиск удаляют медленно, то в материале напротив возникнут деформации текучести, и тогда он не сможет восстановиться полностью после деформации.
Силиконы обладают особенно хорошими свойствами в этом отношении, фактически они не имеют остаточной деформации, в то время как для полисульфидов характерен относительно высокий показатель вязкого течения. По этому показателю оттискные материалы можно выстроить в следующий ряд:.
ПС > ПЭ > СКО > САО.
с полисульфидами (ПС), занимающими первое место из-за наибольшего значения постоянной ( или остаточной) деформации, и силиконами аддитивного отверждения с наименьшей остаточной деформацией в этом ряду.
Прочность на раздир (или раздирание эластомера).
При снятии оттиска в клинике у пациента с сохранившимися зубами большое значение имеет прочность оттискного материала на раздир. Наибольшую прочность на раздир имеют полисульфидные материалы, за ними с большим отрывом идут полиэфирные и в конце — силиконовые материалы.
Слишком высокая прочность на раздир не всегда является хорошим показателем, т.к. с ростом или повышением прочности на раздир будут возрастать сложности удаления оттиска изо рта в тех случаях, когда оттискной материал попал в поднутрения. Кроме того, такой материал будет давать значительную деформацию перед тем, как напряжения в нем достигнут предельных значений разрыва, и эта деформация может оказаться не вполне обратимой.
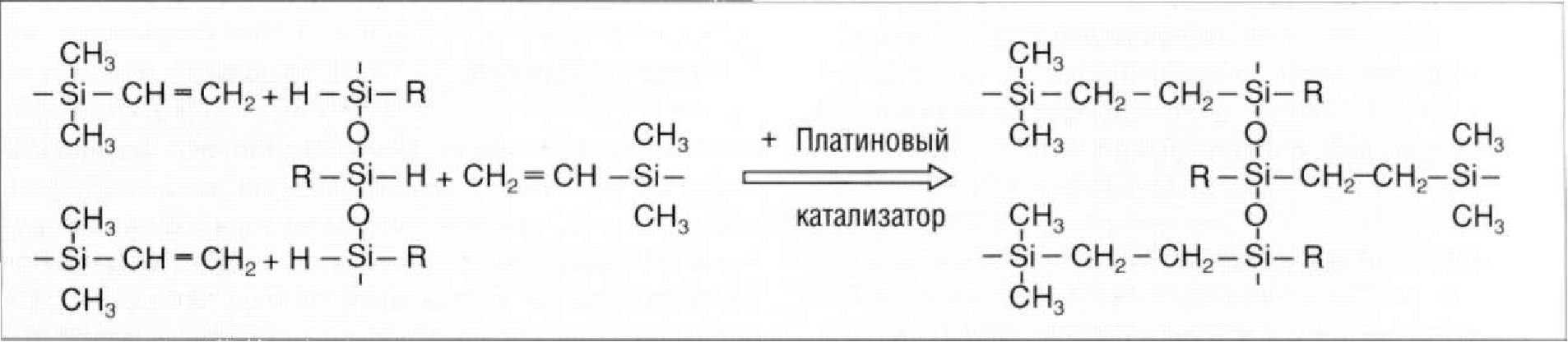
Рис. 2.7.13. Схема реакции сшивания в силиконовом оттискном материале аддитивного отверждения
Таким, образом, прочность на раздир должна быть достаточной, чтобы предотвращать катастрофическое разрушение материала, но не слишком высокой, чтобы материал не имел избыточной деформации или не создавал повышенных трудностей при удалении оттиска.
Воспроизведение деталей поверхности.
Все эластомерные оттискные материалы очень точно воспроизводят рельеф поверхности или детали поверхности, если применяются материалы низкой вязкости или текучей консистенции. Способность воспроизводить детали поверхности прямо зависит от вязкости или консистенции оттискного материала: чем ниже вязкость, тем лучше воспроизведение. На самом деле воспроизведение поверхностного рельефа бывает настолько точное, что модельный материал не может воспроизвести его на модели.
Причины неточного воспроизведения поверхности обычно связаны с ошибками при снятии оттиска. Например, следует очень строго соблюдать правила смешивания двух паст, чтобы свести к минимуму количество воздушных пор. Пузырьки воздуха не создают проблем, когда они находятся внутри оттискного материала, но, если они выходят на поверхность или находятся близко к поверхности, возникнут сложности, и некоторые детали поверхности могут исчезнуть в оттиске. Другой причиной, которая может проявиться в виде недостаточно точном воспроизведении поверхности, является неполное отверждение оттискного материала на некоторых участках оттиска , где материал останется липким. Это обычно вызвано некачественным смешиванием материала, в результате чего получается неоднородная смесь.
Все эластомерные материалы гидрофобны, и, если поверхность зуба покрыта слюной, оттискной материал не сможет смочить ее, и это обстоятельство приведет к неточному воспроизведению поверхности, потере деталей поверхности. Способность оттискного материала смачивать поверхность можно определить с помощью измерения контактного угла смачивания. Были измерены контактные углы при смачивании водой отвержденных материалов и получены значения: 49,3°; 82,Г и 98,2° для полиэфирных, полисульфидных и силиконовых аддитивного отверждения соответственно. Отсюда видно, что особенные сложности возникают в работе с силиконами, а с полиэфирными материалами наоборот легче работать с этой точки зрения.
Сейчас появились так называемые гидрофильные модификации силиконовых материалов аддитивного типа. В их состав добавляют поверхностно активные вещества (ПАВ) для снижения гидрофобное™ и уменьшения за счет этого величины контактного угла до такого значения, которое приближалось бы к значениям, присущим полиэфирным оттискным материалам.
Размерная стабильность и точность.
Важно, чтобы модель полости рта давала точное воспроизведение всех тканей в трехмерном измерении, т.к. вся последующая работа в зуботехнической лаборатории проводится целиком на этой модели. Кроме ошибок, приводящих к искажениям, существуют нарушения точности воспроизведения оттиска, связанные с его расширением и усадкой.
С появлением силиконов аддитивного отверждения и полиэфиров, оттискные материалы стали такими точными, какими они и должны были быть всегда. В последнее время стали обращать внимание на улучшение их манипуляционных характеристик; высокая размерная точность силиконов аддитивного отверждения иногда может обернуться препятствием в работе, о чем будет рассказано ниже.
Другие факторы.
Факторы, приводящие к неточности моделей, были уже приведены выше, но есть еще некоторые, которые требуют дополнительных пояснений, относящихся к специфике ряда оттискных материалов.
Усадка при отверждении и термическая усадка.
Вообще, усадка эластомерных оттискных материалов при отверждении очень мала. Процесс поперечного сшивания макромолекул дает значительно меньшую усадку, чем усадка, которая обычно происходит при полимеризации, т.к. последняя заключается в простом наращивании длины полимерных цепей. Полиэфиры и силиконы аддитивного типа имеют самую низкую усадку при отверждении, за ними следуют полисульфиды. Наибольшую величину усадки имеют (поли)конденсационные силиконы, что связано с характером процесса их отверждения. Таким образом, ряд оттискных материалов в зависимости от их усадки при отверждении можно представить в следующем виде:.
ПЭ = САО
< ПС
< СКО
Термическая усадка материалов может происходить при охлаждении оттиска от температуры полости рта до комнатной. У полиэфиров термическая усадка имеет наибольшее значение (320 10" /°С), за ними еледуют полисульфиды ( 270 10" /°С), а затем силиконы (20010~ /°С). Ряд можно представить таким образом:.
ско = сао
< пс
< пэ.
Конечно, назначения усадки и при отверждении и термического характера влияет количество наполнителя в оттискном материале, чем больше введено наполнителя, тем меньше усадка.
ШГщ тщЯттщттттятвттттяяяяяяяяятт.
щяп.
Низковязкий оттискной материал всегда следует приобретать в минимально возможном объеме.
Размерная стабильность.
Полисульфидные материалы имеют склонность к усадке при хранении, особенно, если они находятся в условиях пониженной влажности, так как побочным продуктом реакции отверждения этих материалов является вода. Из-за этого модель будет всегда немного больше, чем зуб, с которого снят оттиск, тем самым создается необходимый зазор для материала, фиксирующего коронку. Модели по полисульфидным оттискам следует отливать как можно скорее после снятия оттиска.
Полиэфирные материалы в основном очень стабильны при хранении, за исключением хранения оттисков в условиях повышенной влажности, в таком случае они начнут поглощать влагу и расширяться. Если это произойдет, то модель по такому оттиску станет меньше, чем зуб-оригинал, и коронку, изготовленную на такой модели, невозможно будет надеть на зуб ни в коем случае. Так как данный оттискной материал легко адсорбирует воду из альгинатных оттисков, никогда нельзя допускать непосредственного контакта этих материалов.
У силиконов конденсационного отверждения происходит значительная усадка со временем. Это связано с испарением побочного продукта - спирта. Таким образом, как и в случаях с полисульфидами, модели по оттискам из этих материалов следует отливать как можно скорее, после небольшого промежутка времени для эластичного восстановления материала, т.е. где-то между 30 мин и 1 час после снятия оттиска.
Силиконы аддитивного отверждения чрезвычайно стабильны после отверждения и практически не дают размерных изменений при хранении. Таким образом, эти материалы особенно подходят в тех случаях, котла необходимо продублировать гипсовые модели.
Техника снятия оттисков.
Для полисульфидов и силиконов конденсационного отверждения характерна небольшая усадка, поэтому модель, отлитая по оттиску из этих материалов, всегда немного больше, чем зуб.
Величина образованного в результате этого зазора фиксирующего материала зависит от промежутка.
времени между снятием оттиска и отливкой модели.) полиэфирных и силиконовых оттискных материалов аддитивного отверждения усадка настолько мала, что места для фиксирующего коронку материала остается слишком мало. Высокая размерная точность силиконов аддитивного типа может вызвать осложнения, еели применять неподходящую для них технику снятия оттиска.
Многообразие видов силиконовых оттискных предоставляет благоприятную возможность для применения самых различных методов снятия оттисков .Наибольшей популярностью пользуются методы снятия двухслойных оттисков , сочетающие материалы плотной и текучей консистенции («putty/wash»), для которых можно использовать стандартные оттискные ложки.
Взаимосвязь размеров моделей в зависимости от применения одного из трех методов снятия оттиска представлена графически на Рис. 2.7.14.
Метод двойной смеси.
При снятии оттиска этим методом подготавливают смесь текучего материала и помещают ее в шприц, из которого материал выдавливают и наносят вокруг тех зубов, для которых требуется повышенная точность оттиска, затем смешивают материал плотной консистенции и заполняют им стандартную оттискную ложку. Ложку с материалом вносят в рот пациенту, и материалы обоих типов одновременно отверждаются. При удалении оттиска возникает небольшая деформация, которая в основном сразу же исчезает.
.
Остаточная ( постоянная) деформация - это мера способности материала к эластичному восстановлению: чем больше остаточная деформация, тем больше вероятность искажений описка при его удалении изо рта.
Если модель отлита сразу, то усадка практически будет совсем ничтожной или ее просто не будет, (имеется в виду усадка, вызванная охлаждением и хранением оттиска в комнатных условиях), а полученная по оттиску модель будет незначительно больше зуба. Изза усадки, вызванной хранением оттиска, (в случае снятия оттиска силиконовым материалом конденсационного отверждения), размер модели будет возрастать со временем хранения оттиска, другими словами, чем на большее время будет отложена отливка модели по оттискутем больше будет размер модели. Так как силиконы аддитивного отверждения чрезвычайно стабильны при хранении, размеры модели, отлитой по оттиску из этого материала, не будут изменяться со временем хранения оттиска и не будут зависеть от времени отливки модели.
При использовании данного метода удаление оттисков из силиконов аддитивного отверждения может быть затруднено. Хотя в настоящее время разработаны силиконовые композиции плотной консистенции, которые после отверждения становятся более мягкими и эластичными, извлечение оттиска может быть затруднено, если материал затек в межзубные промежутки; чем больше их размер, тем труднее будет извлекать оттиск. Может также возникнуть другая проблема, связанная с тем, что плотный материал сдвинет слой предварительно нанесенного вокруг зубов материала низкой вязкости, именно с тех участков, для которых поверхностная точность так важна.